Moulage. Objectifs. Connaître les différents procédés de moulage 1-1
|
|
|
- Véronique Dussault
- il y a 8 ans
- Total affichages :
Transcription
1 Moulage Objectifs Connaître les différents procédés de moulage 1-1

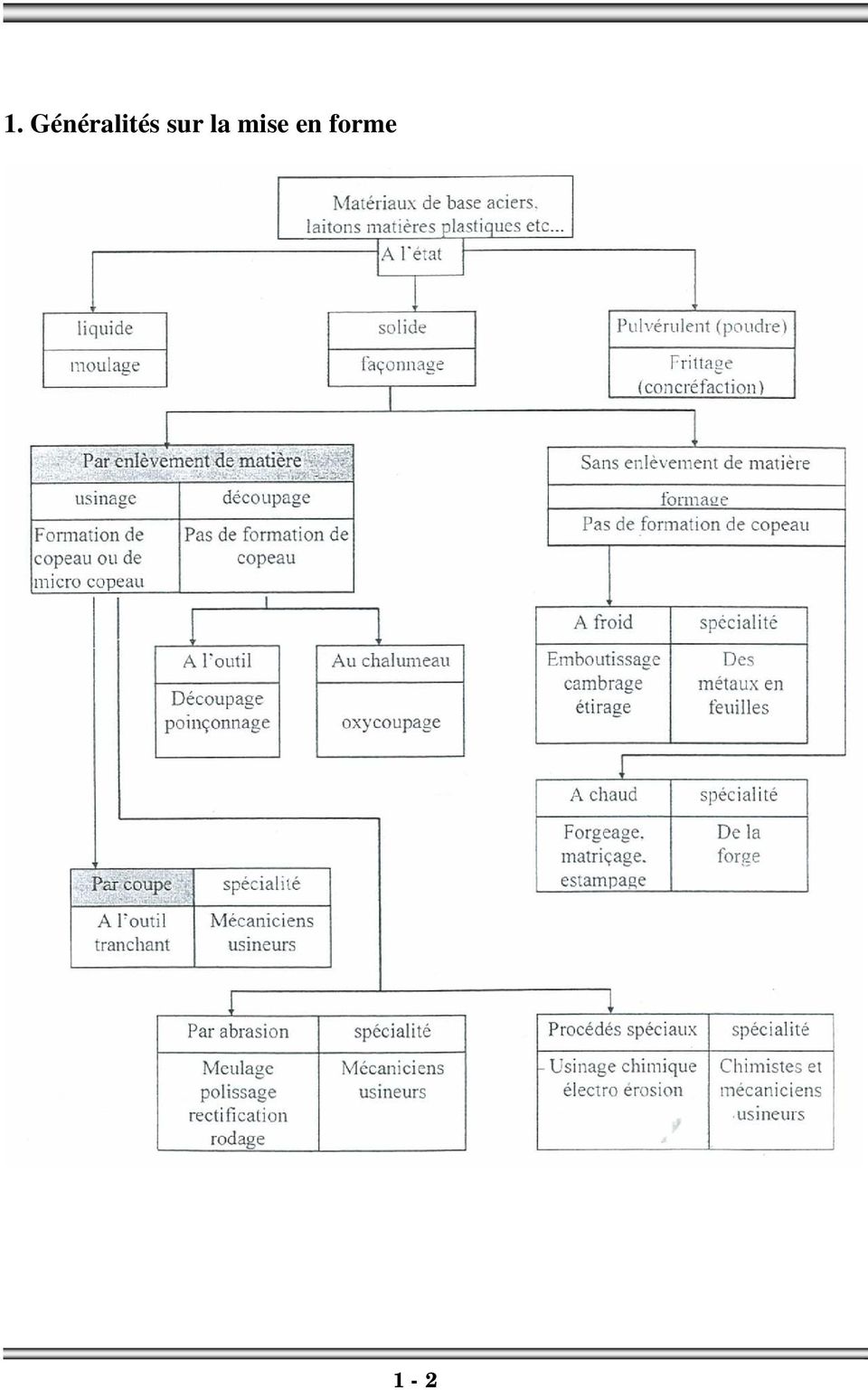
2 1. Généralités sur la mise en forme 1-2
3 2. Définitions Le Moulage : reproduire un objet au moyen d un moule. Le mot moulage définit aussi l action de verser dans des moules des métaux en fusion. Le moulage des métaux s effectue dans des fonderies, car il faut fondre le métal pour obtenir son état pâteux ou liquide. Actuellement le moulage en fonderie est encore le moyen le plus important de production des pièces. Le moule : Ensemble des éléments en matériaux appropriés délimitant l empreinte et recevant le métal liquide qui après solidification, donnera la pièce. Un moule comprend au minimum deux parties qui peuvent être séparées l une de l autre (châssis, chapes, coquilles). La surface commune aux deux demi moules porte le nom de plan de joint même si cette surface n est pas effectivement un plan. On distingue deux types de moules : -Moule non permanent -Moule permanent 3. Moulage en moule non permanent Un moule non permanent est une structure principalement réalisée en matériaux de moulage (généralement en sable), composée d une ou de plusieurs parties et offrant après assemblage un évidement appelé empreinte finale. Cette empreinte correspond à la pièce brute (en tentant compte du retrait) et aux systèmes de remplissage et d alimentation. Après coulée de l alliage, cette structure est désagrégée (décochage) pour extraire la pièce brute. Chaque partie du moule correspondant à une forme de la pièce constitue une empreinte partielle. Une empreinte donne généralement les formes extérieures de la pièce. Un noyau donne généralement les formes intérieures de la pièce. 1-3

4 3.1. Moulage avec modèle a. technique de moulage b. Le modèle Le modèle de fonderie est comme son nom l indique, l outil qui permet de réaliser dans le sable la cavité qui, après coulée du métal et refroidissement, permettra d obtenir la pièce brute. Bien entendu, compte tenu des phénomènes qui se développent au moment du refroidissement de la pièce l empreinte du moule n est pas la reproduction exacte de la pièce à obtenir. 1-4

5 Le tableau 1. résume les différentes étapes de moulage Étape 1: Étape 2 Étape 3+4 préparation du sable de moulage préparation du modèle et des boites à noyaux confection de l'empreinte A pièce à obtenir modèle B A Étape 5+6 Étape 7 Démoulage du modèle et fermeture des moules Remplissage de l'empreinte A: serrage châssis dessus B: serrage châssis dessous Taillage du système de remplissage et d'alimentation Tableau 1. étapes de moulage 1-5

6 - la dépouille Les formes du modèle doivent permettre son extraction du sable sans dégradation du moule. Dans ce but on donne une certaine inclinaison aux parois du modèle, prises dans la position du moulage et suivant le sens du démoulage (cette inclinaison prend le nom de dépouille). Les surfaces et formes qui empêchent le démoulage et l extraction sont dites en contre dépouille. - Le retrait Quelque soit le métal on constate une diminution de volume de la pièce, appelée retrait, au cour de passage de l état liquide à l état solide ou bien pendant le refroidissement avant et après solidification. Cette contraction ou variation de volume (donc de dimensions) doit être compensée, elle est généralement exprimée en millimètre par mètre. - Le surépaisseur d usinage «e» Le surépaisseur d usinage est calculé en processus de fabrication après une simulation d usinages et calcul du brut à partir d une condition de fabrication il est fonction des spécifications géométriques, des tolérances dimensionnelles adoptées, du procédé d usinage, des dimensions de la pièce et l importance de la série. Par conséquent les dimensions à donner au modèle doivent tenir compte d un retrait au refroidissement, éventuellement les portés des noyaux et prévoir les surépaisseur d usinage. Il est bien évident que la qualité du modèle influe considérablement sur la qualité des pièces. - Matériaux du modèle Pour des pièces à exécuter en grandes séries et avec des tolérances dimensionnelles serrées, les modèles sont métalliques et comportent les dispositifs de moulage, des orifices de coulée, des masselottes, des évents. Bien entendu, ces modèles seront mis au point et retouchés à l occasion de chaque 1-6

7 nouvelle mise en fabrication. Dans le cas de petite et moyenne série et de faible précision on peu utiliser un modèle aussi peu onéreux habituellement réalisé en bois. On peut aussi, en moulage main, surmouler une pièce irréparable que l on utilise comme modèle pour fabriquer une pièce de remplacement. c. Sables de fonderie Les sables utilisés pour réaliser les moules doivent réunir un certain nombre de propriétés - Reproduire les formes et les détails les plus fins du modèle. - Résister à la température du métal fondu. - Se désagréger facilement après le refroidissement de la pièce coulée pour permettre le décochage. Pour répondre à ces impératifs, le sable de moulage doit satisfaire à deux exigences fondamentales qui sont: La mise en forme au contact d un modèle en épousant tous les détails; cela signifie que son état initial doit être pulvérulent, soit liquide ou liquide plastique, soit plastique; suivant cet état, le compactage est effectué soit par simple gravité, soit par un effort mécanique de serrage (pression, secousse, vibration, projection mécanique ou pneumatique). La conservation de cette forme jusqu à la solidification complète du métal Les propriétés cherchées pour le sable de moulage sont alors: Réfractaire: Le sable doit présenter une température de ramollissement supérieure à la température de fusion de l alliage considéré Perméable: Le sable doit permettre l évacuation des gaz contenus dans l empreinte du moule lors du remplissage ou générés à la coulée par la réaction moule-alliage (indépendamment des évents et des tirages d air réalisés dans le moule). La perméabilité dépend des dimensions des grains de sable, de la qualité du liant, du serrage... Plastique: Sous l action de pressions exercées par l outillage sur le sable, son état subsiste après suppression de l action de l outillage (conservation de 1-7

8 l empreinte après démoulage). La plasticité dépend de la finesse des grains de sable, du liant utilisé, de l enrobage des grains. Récupérable: Une économie de matériaux est assurée par recyclage des sables, après régénération et contrôle des caractéristiques Moulage avec noyaux Les parties intérieures d une pièce sont souvent des parties en contre dépouille. Pour réaliser ces formes, on place des masses de sable aggloméré ou des broches métalliques coulissantes à l intérieur de l empreinte. Ces masses de sable sont obtenues dans des boites à noyaux. L empreinte est complétée par des portées qui permettent de tenir le noyau dans le moule. d) empreinte et noyau Propriétés des noyaux - Solide à fin de résister à la poussée que le liquide exerce sur lui. -Perméable aux gaz produits au moment de la coulée - Infusible pour éviter la pénétration à l intérieur du métal. - Pouvoir se désagrégé facilement après la coulée, pour qu on puisse aisément enlever le sable demeuré dans les parties creuses des pièces Moulage sans modèle 1-8

9 Les empreintes et les noyaux sont obtenus par taillage du sable de moulage. On emploie des chapes s il y a plus d une surface de joint a. Moulage à trousseau circulaire Pour des pièces de révolution on peut éliminer l utilisation du modèle en présence de la planche à trousser, taillée au profil extérieur ou intérieur de la pièce à mouler. b. Moulage à trousseau rectiligne La même technique que la précédente mais pour des profils constant dont les génératrices sont rectilignes Moulage en grappe Plusieurs moules sont assemblés horizontalement ou verticalement (en presse) afin d être coulés par le même système de remplissage. Cela permet la réduction de la mise au mille pour les petites pièces.(voir figure) 3.5 Moulage en carapace Connu sous le nom de procédé Croning, il réalise des empreintes et des noyaux présentant la forme d une carapace de 4 à 8mm d épaisseur. Du sable siliceux préalablement enrobé de résines thermodurcissables est mis en contact d un outillage chauffé à 300 C environ. L agglomération du sable, par polymérisation, se propage dans l épaisseur du sable. II y a formation d une croûte dont l épaisseur dépend du temps de contact avec l outillage (plaques modèles ou boîtes à noyaux). 1-9
 afin d être coulés par le même système de remplissage.")
10 3.6 Moulage avec modèle perdu Il s'agit de faire un modèle dans u matériau facile à mettre en forme et dont il est facile de se débarrasser avant ou pendant la coulée. Typiquement ce matériau est du polystyrène qui brûle au fur et au mesure de la monté du métal liquide, ou bien de la cire qui ont des bas points de fusion qu'on peut fondre et évacuer avant la coulée (procédé à cire perdue). Une fois le modèle réalisé, on l'enrobe de sable, de plâtre réfractaire ou d'une carapace céramique. On se débarrasse du modèle en le fondant ou en le brûlant. Enfin, le moule est rempli de métal liquide. Le moule est alors réalisé en une seule partie autour d'un modèle sans possibilité de démoulage. Le modèle comporte la forme de la pièce ainsi du système de remplissage et d'alimentation. 3.7 Coulée en coquille par gravité 1-10

11 3.7.1 Généralités Le moule permanent peut supporter plusieurs coulées successives avant sa mise hors service. Les opérations fondamentales que sont le moulage (obtention des formes), le remplissage en alliage liquide, l alimentation de la pièce pendant la solidification et enfin le démoulage de cette pièce sont assurés par le moule qui devra être mécanisé presque totalement. La répétition de ces opérations amène à parler de cycle de moulage et de cadence de production, qui sont spécifiques à chaque moule. Le remplissage et l alimentation sont déterminés par la pesanteur, le moule étant appelé coquille, d où la désignation courante de ce procédé de moulage : coulée en coquille, par gravité. Ce procédé peut être utilisé avantageusement à partir d une série minimale de 2000 pièces Conception d une coquille Le service méthodes doit déterminer plusieurs paramètres: - la position de la pièce par rapport à la verticale - la détermination des joints des différents éléments. Joints plans ou brisés, horizontaux ou verticaux - la détermination de la direction d éjection de la pièce. Cette opération doit être rapide et ne pas déformer la pièce; choix directement lié à celui du joint principal - la réduction des opérations d ébarbage: nombre de joints minimum, attaque de coulée et masselottes placés sur des parties usinées Éléments constitutifs d une coquille Les quatre fonctions (moulage, remplissage, alimentation, éjection) sont assurées par les éléments suivants: 1-11

12 3.8 Coulée sous pression Généralités Ou injecte, par l intermédiaire d un piston, en un temps très court (0,1 s en moyenne) un alliage en fusion dans un moule métallique. Une surpression pouvant atteindre une valeur de 100 MPa est alors appliquée au métal pour compenser le retrait de solidification. Les moules sont composés de deux parties principales fixées sur des machines spéciales qui fonctionnent suivant un cycle réglable. Ce procédé est rentable à partir de à pièces fabriquées Machines à couler sous pression L architecture générale d une machine est la suivante : un bâti reposant sur le sol. Deux plateaux fixes reliés par quatre colonnes. Un plateau mobile supporté et guidé par les colonnes et le bâti. L axe des machines est horizontal. En outre, quatre dispositifs assurent les opérations élémentaires du cycle qui est: fermeture du moule, injection, ouverture, éjection. On trouve donc: 1-12

13 - un dispositif générateur d énergie composé de moteurs et de pompes qui fournissent l énergie sous forme de fluides comprimés (air - eau - huile) - un dispositif de fermeture et de verrouillage: le plateau mobile est mis en mouvement par un vérin et une genouillère, constituant une butée positive, empêche le recul de ce plateau lors de la mise sous pression du métal - un dispositif d injection qui est placé derrière l un des plateaux fixes et qui détermine le type de machine. II existe deux systèmes: le premier constitué d une chambre appelée gooseneck, est continuellement immergée dans le métal en fusion contenu dans un four placé derrière le plateau de la machine : ce sont les machines à chambre chaude (fig. a). Le deuxième système est constitué d un cylindre (ou conteneur) dans lequel coulisse un piston; le four n est pas intégré à la machine et le métal est déversé dans le conteneur avant chaque injection; ce sont les machines à chambre froide (fig. b) - un dispositif d éjection situé derrière le demi-moule monté sur le plateau mobile; une double plaque portant les éjecteurs est mise en mouvement par un vérin. Ces machines sont également caractérisées par leur force de fermeture qui est appliquée sur le joint des deux parties du moule. En outre, les alliages injectés sont: les alliages de zinc et de magnésium dans les machines à chambre chaude, les alliages d aluminium et de cuivre (laiton) dans les machines â chambre froide. 1-13

14 Fig.a Machine à chambre chaude. Fig.b Machine à chambre froide Coulée continue Généralités Cette technique, déjà utilisée en sidérurgie pour obtenir des produits longs, permet la réalisation de profilés de sections pleines ou creuses très variées par coulée d alliages de fonderie Installation Elles peuvent être verticales (fig.a), courbes (fig.b) ou horizontale (fig.c) ces deux dernières permettant de réduire la hauteur des infrastructures. 1-14

15 Au point bas du four de maintien, l alliage passe par gravité à travers une filière refroidie où se produit le début de la solidification à la périphérie du profilé. Plusieurs filières peuvent être montées sur un même creuset. En aval, des galets soutiennent le profilé déjà formé et règlent la vitesse d extraction, afin de maintenir le front de solidification dans la filière. La section des profilés obtenus peut varier de 10 à 400 mm et toute forme de section équivalente. Un tronçonnage en cours de production permet d avoir les longueurs désirées jusqu à 7 m. La vitesse de production est fonction de la nature des alliages, des dimensions et des formes de la section. Elle varie de 100 à 700 mm/min selon les diamètres Moulage par centrigfugation Généralités La même surface moulante permet la réalisation d une centaine à plusieurs milliers de pièces. La centrifugation en moules non permanents nécessite au 1-15

16 contraire la réfection de la surface moulante avant chaque coulée. La machine de centrifugation est d axe horizontal, vertical ou oblique. Le moule est directement entraîné en rotation. Les moules (appelés aussi coquilles) sont métalliques (fonte, acier, cuivre) ou en graphite. Les accélérations appliquées à l alliage coulé sont de plusieurs dizaines de fois l accélération de la pesanteur (g). 1-16
 sont métalliques (fonte, acier, cuivre) ou en graphite.")
17 Intéréts Ce procédé présente les caractéristiques suivantes: - éviter l emploi de noyaux axiaux pour les pièces creuses de révolution - augmentation de la compacité de l alliage - structure de l alliage affinée grâce aux gradients de température importants au voisinage du moule - ségrégation centrale d éléments de faible masse volumique (oxydes, impuretés) - diminution de la mise au mille par la suppression fréquente des systèmes de remplissage et d alimentation - dans un même moule, réalisation de pièces en alliages composites centrifugés en couches successives, la couche précédente solidifiée servant alors de moule pour la suivante (bimétal, multimétaux), chaque alliage étant employé spécifiquement en raison de ses caractéristiques - le procédé offre peu d intérêt pour les alliages à faible masse volumique, les vitesses de rotation du moule seraient nécessairement très élevées. Fourreau de machine en bimétal 1-17
, chaque alliage étant employé spécifiquement en raison de ses caractéristiques - le procédé offre peu d intérêt pour les")
D'un simple coup d'oeil: Caractéristiques techniques de la MC15. 44 cm. 40 cm. Idéale pour des fontes uniques et des petites séries
 D'un simple coup d'oeil: Idéale pour des fontes uniques et des petites séries Besoin infime en matière l'équivalent d'un dé à coudre Un générateur de 3,5 kw autorisant une montée de température pour les
D'un simple coup d'oeil: Idéale pour des fontes uniques et des petites séries Besoin infime en matière l'équivalent d'un dé à coudre Un générateur de 3,5 kw autorisant une montée de température pour les
Eléments mobiles du moteur Moteur 1/9
 Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
CIRCUITS DE PUISSANCE PNEUMATIQUES
 V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
CFAO Usinage sur machine à commande numérique
 CFAO Usinage sur machine à commande numérique Pour réaliser une pièce à l aide d une machine à commande numérique, on doit respecter les étapes suivantes : Dessin matriciel et dessin vectoriel : Matriciel
CFAO Usinage sur machine à commande numérique Pour réaliser une pièce à l aide d une machine à commande numérique, on doit respecter les étapes suivantes : Dessin matriciel et dessin vectoriel : Matriciel
SYS-849: Techniques avancées de mise en forme
 SYS-849: Techniques avancées de mise en forme Cours# 11: Mise en forme par coulage mécanique (Die Casting) Boîtier de connexion électronique en zinc Source: NADCA: North American Die Casting Association
SYS-849: Techniques avancées de mise en forme Cours# 11: Mise en forme par coulage mécanique (Die Casting) Boîtier de connexion électronique en zinc Source: NADCA: North American Die Casting Association
INSTRUCTIONS DE MONTAGE CIVIK ZINK
 Français INSTRUCTIONS DE MONTAGE CIVIK ZINK CIVIK ZINK - www.arke.ws Avant de commencer le montage, il faut déballer tous les éléments de l escalier. Il faut les poser sur une grande surface et vérifier
Français INSTRUCTIONS DE MONTAGE CIVIK ZINK CIVIK ZINK - www.arke.ws Avant de commencer le montage, il faut déballer tous les éléments de l escalier. Il faut les poser sur une grande surface et vérifier
Moulage par injection
 TECHNIQUES DE MISE EN FORME Moulage par injection ROB THOMPSON Voici un chapitre de l'ouvrage «Design : Les procédés de fabrication» (éd. Vial, 2012) présenté dans «Technomag» (p. 24). Le support de son
TECHNIQUES DE MISE EN FORME Moulage par injection ROB THOMPSON Voici un chapitre de l'ouvrage «Design : Les procédés de fabrication» (éd. Vial, 2012) présenté dans «Technomag» (p. 24). Le support de son
Instructions de montage et d utilisation
 Instructions de montage et d utilisation TOUR ESCALIERS - 2 - SOMMAIRE SOMMAIRE...- 3 - TOUR ESCALIERS : CONFIGURATION 6 M...- 4-1. CARACTERISTIQUES GENERALES :...- 4 - Caractéristiques dimensionnelles
Instructions de montage et d utilisation TOUR ESCALIERS - 2 - SOMMAIRE SOMMAIRE...- 3 - TOUR ESCALIERS : CONFIGURATION 6 M...- 4-1. CARACTERISTIQUES GENERALES :...- 4 - Caractéristiques dimensionnelles
LES ESCALIERS. Les mots de l escalier
 Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
1 Définition. 2 Systèmes matériels et solides. 3 Les actions mécaniques. Le système matériel : Il peut être un ensemble.un sous-ensemble..
 1 Définition GÉNÉRALITÉS Statique 1 2 Systèmes matériels et solides Le système matériel : Il peut être un ensemble.un sous-ensemble..une pièce mais aussi un liquide ou un gaz Le solide : Il est supposé
1 Définition GÉNÉRALITÉS Statique 1 2 Systèmes matériels et solides Le système matériel : Il peut être un ensemble.un sous-ensemble..une pièce mais aussi un liquide ou un gaz Le solide : Il est supposé
(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
Épreuve E5 : Conception détaillée. Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle
 BTS Conception et Réalisation de Systèmes Automatiques Épreuve E5 : Conception détaillée Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle Session 2013 Durée : 4 h Coefficient : 3 Matériel
BTS Conception et Réalisation de Systèmes Automatiques Épreuve E5 : Conception détaillée Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle Session 2013 Durée : 4 h Coefficient : 3 Matériel
MISE À LA TERRE POUR LA SÉCURITÉ ÉLECTRIQUE
 Les informations techniques PROMOTELEC MISE À LA TERRE POUR LA SÉCURITÉ ÉLECTRIQUE La sécurité des personnes contre un défaut d isolement survenant dans un matériel doit être assurée. En effet, un défaut
Les informations techniques PROMOTELEC MISE À LA TERRE POUR LA SÉCURITÉ ÉLECTRIQUE La sécurité des personnes contre un défaut d isolement survenant dans un matériel doit être assurée. En effet, un défaut
Platzhalter für Titel
 Meules sur tige Platzhalter für itel I 1 Outils diamant et CBN Outils diamant et CBN 205 205 I 1 Meules sur tige Sommaire Entraînement Contenu Page Informations générales 3 L outil idéal en un clin d oeil
Meules sur tige Platzhalter für itel I 1 Outils diamant et CBN Outils diamant et CBN 205 205 I 1 Meules sur tige Sommaire Entraînement Contenu Page Informations générales 3 L outil idéal en un clin d oeil
Pump Division MSP. Pompe à vitesse moyenne, verticale, en ligne. Bulletin PS-10-1 (F)
") MSP Pompe à vitesse moyenne, verticale, en ligne Bulletin PS-1-1 (F) Fournisseur de pompes à l échelle mondiale Flowserve est un véritable leader sur le marché mondial des pompes industrielles. Aucun autre
MSP Pompe à vitesse moyenne, verticale, en ligne Bulletin PS-1-1 (F) Fournisseur de pompes à l échelle mondiale Flowserve est un véritable leader sur le marché mondial des pompes industrielles. Aucun autre
STANDARD DE CONSTRUCTION CONDUITS, ATTACHES ET RACCORDS DE
 , ATTACHES ET RACCORDS DE PARTIE 1 - GÉNÉRALITÉS 1.1 EMPLACEMENT DES 1.1.1 Les conduits posés devraient être indiqués sur les plans. Ils devraient être installés perpendiculairement aux lignes du bâtiment.
, ATTACHES ET RACCORDS DE PARTIE 1 - GÉNÉRALITÉS 1.1 EMPLACEMENT DES 1.1.1 Les conduits posés devraient être indiqués sur les plans. Ils devraient être installés perpendiculairement aux lignes du bâtiment.
Installez votre paroi remplie Zenturo et Zenturo Super pour un beau mur décoratif
 Installez votre paroi remplie Zenturo et Zenturo Super pour un beau mur décoratif Lors de l installation de la clôture Zenturo ou Zenturo Super en tant que mur décoratif, vous devez tenir compte de quelques
Installez votre paroi remplie Zenturo et Zenturo Super pour un beau mur décoratif Lors de l installation de la clôture Zenturo ou Zenturo Super en tant que mur décoratif, vous devez tenir compte de quelques
Le bac à graisses PRETRAITEMENT. Schéma de principe. Volume du bac à graisses. Pose
 Le bac à graisses Schéma de principe Lorsqu on a une longueur de canalisation importante entre la sortie des eaux de cuisine et la fosse septique toutes eaux, il est fortement conseillé d intercaler un
Le bac à graisses Schéma de principe Lorsqu on a une longueur de canalisation importante entre la sortie des eaux de cuisine et la fosse septique toutes eaux, il est fortement conseillé d intercaler un
INSTRUCTIONS DE POSE
 5/2013 FR INSTRUCTIONS DE POSE Etant donné la plus longue durée de vie de la porte en bois composite Duofuse par rapport à une porte en bois classique, il est important de la placer correctement afin de
5/2013 FR INSTRUCTIONS DE POSE Etant donné la plus longue durée de vie de la porte en bois composite Duofuse par rapport à une porte en bois classique, il est important de la placer correctement afin de
Force de serrage 123 N.. 21800 N. Pince de préhension parallèle à 2 doigts PGN-plus 160 avec doigts de préhension spécifiques à la pièce à manipuler
 PGN-plus Tailles 40.. 380 Poids 0.08 kg.. 39.5 kg Force de serrage 123 N.. 21800 N Course par doigt 2 mm.. 45 mm Poids de pièce recommandé 0.62 kg.. 80.5 kg Exemple d application Poste de chargement de
PGN-plus Tailles 40.. 380 Poids 0.08 kg.. 39.5 kg Force de serrage 123 N.. 21800 N Course par doigt 2 mm.. 45 mm Poids de pièce recommandé 0.62 kg.. 80.5 kg Exemple d application Poste de chargement de
Equipement d un forage d eau potable
 Equipement d un d eau potable Mise en situation La Société des Sources de Soultzmatt est une Société d Economie Mixte (SEM) dont l activité est l extraction et l embouteillage d eau de source en vue de
Equipement d un d eau potable Mise en situation La Société des Sources de Soultzmatt est une Société d Economie Mixte (SEM) dont l activité est l extraction et l embouteillage d eau de source en vue de
INSCRIPTION, CLASSEMENT ET EMBALLAGE. Communication de l expert de l Afrique du Sud
 NATIONS UNIES ST Secrétariat Distr. GÉNÉRALE ST/SG/AC.10/C.3/2005/47 13 septembre 2005 FRANÇAIS Original: ANGLAIS COMITÉ D EXPERTS DU TRANSPORT DES MARCHANDISES DANGEREUSES ET DU SYSTÈME GÉNÉRAL HARMONISÉ
NATIONS UNIES ST Secrétariat Distr. GÉNÉRALE ST/SG/AC.10/C.3/2005/47 13 septembre 2005 FRANÇAIS Original: ANGLAIS COMITÉ D EXPERTS DU TRANSPORT DES MARCHANDISES DANGEREUSES ET DU SYSTÈME GÉNÉRAL HARMONISÉ
Barillet amovible Codes de clé multiples Ouverture par outil Changement des codes de clé par la suite Configuration personnalisée
 186 CM Serrures à came Sélection Les options à barillet amovible procurent une souplesse maximale Les options à barillet fixe offrent des solutions simples et économiques Corps étanches disponibles Nombreuses
186 CM Serrures à came Sélection Les options à barillet amovible procurent une souplesse maximale Les options à barillet fixe offrent des solutions simples et économiques Corps étanches disponibles Nombreuses
Robots CNC. WITTMANN nommé «Meilleur achat» pour les robots. Technology working for you.
 Robots CNC WITTMANN nommé «Meilleur achat» pour les robots Technology working for you. Le concept robot novateur Des dizaines d années d expériences, de développements et d innovations ont fait des robots
Robots CNC WITTMANN nommé «Meilleur achat» pour les robots Technology working for you. Le concept robot novateur Des dizaines d années d expériences, de développements et d innovations ont fait des robots
CLE USB Page CAHIER DES CHARGES FONCTIONNEL 1 1. CONTEXTE CLÉ USB 1.1. ENONCE DU BESOIN. 17 décembre 2007 PROJET. Clé USB Henri Brisson
 2007 CAHIER DES CHARGES FONCTIONNEL 1 Projet : Clé USB Henri Brisson Responsable du projet : Mme Muriel FALIBARON, Proviseure du lycée Henri Brisson Date du projet : 02/10/2007 Description du projet :
2007 CAHIER DES CHARGES FONCTIONNEL 1 Projet : Clé USB Henri Brisson Responsable du projet : Mme Muriel FALIBARON, Proviseure du lycée Henri Brisson Date du projet : 02/10/2007 Description du projet :
Fauteuil dentaire monté vers le haut, Modèle CARE-22
 Fauteuil dentaire monté vers le haut, Modèle CARE-22 Fauteuil dentaire monté vers le haut, Modèle CARE-22 Réf. SOC-RYS-301017 Caractéristique : Système d exploitation à main monté vers le haut, design
Fauteuil dentaire monté vers le haut, Modèle CARE-22 Fauteuil dentaire monté vers le haut, Modèle CARE-22 Réf. SOC-RYS-301017 Caractéristique : Système d exploitation à main monté vers le haut, design
CORAC : Appels à partenariat Propulsion
 1 CORAC : Appels à partenariat Propulsion Appel à partenariat AIRBUS pour le projet P12 EPICE Contexte du projet P12 Périmètre: Système Propulsif en général, moteur, nacelle, mât réacteur (configuration
1 CORAC : Appels à partenariat Propulsion Appel à partenariat AIRBUS pour le projet P12 EPICE Contexte du projet P12 Périmètre: Système Propulsif en général, moteur, nacelle, mât réacteur (configuration
Roulements à une rangée de billes de génération C. Information Technique Produit
 Roulements à une rangée de billes de génération C Information Technique Produit Sommaire Caractéristiques 2 Avantages des roulements à billes FAG de génération C 2 Etanchéité et lubrification 2 Température
Roulements à une rangée de billes de génération C Information Technique Produit Sommaire Caractéristiques 2 Avantages des roulements à billes FAG de génération C 2 Etanchéité et lubrification 2 Température
FICHE TECHNIQUE POSTE METALLIQUE
 CEL FRANCE Sarl au capital de 40 000E RC Alès 97RM 300 SIRET 410 748 875 00011 TVA CEE FR56410748875 NAF 316D Tableaux HTA Transformateur HTA Postes de transformation TGBT Disjoncteur BT www.cel france.com
CEL FRANCE Sarl au capital de 40 000E RC Alès 97RM 300 SIRET 410 748 875 00011 TVA CEE FR56410748875 NAF 316D Tableaux HTA Transformateur HTA Postes de transformation TGBT Disjoncteur BT www.cel france.com
DISPOSITIF DE BLOCAGE STATIQUE Ø 32 à 100 mm - double effet ISO 15552
 DISPOSITIF DE BLOCAGE STATIQUE Ø 3 à 100 mm - double effet ISO 1555 Séries 53-50 9 PRESENTATION Il est destiné à assurer le maintien et le blocage en position extrême de la tige du vérin sous charge lors
DISPOSITIF DE BLOCAGE STATIQUE Ø 3 à 100 mm - double effet ISO 1555 Séries 53-50 9 PRESENTATION Il est destiné à assurer le maintien et le blocage en position extrême de la tige du vérin sous charge lors
Centreur fin cylindrique pour la fabrication de moules. Le développement
 Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
ETUDE D UN BATIMENT EN BETON : LES BUREAUX E.D.F. A TALENCE
 1 ENSA Paris-Val de Seine Yvon LESCOUARC H ETUDE D UN BATIMENT EN BETON : LES BUREAUX E.D.F. A TALENCE Architecte : Norman FOSTER 2 LES BUREAUX EDF A TALENCE Ce bâtiment de bureaux conçu par l'agence de
1 ENSA Paris-Val de Seine Yvon LESCOUARC H ETUDE D UN BATIMENT EN BETON : LES BUREAUX E.D.F. A TALENCE Architecte : Norman FOSTER 2 LES BUREAUX EDF A TALENCE Ce bâtiment de bureaux conçu par l'agence de
Systèmes de récupération de chaleur des eaux de drainage
 Systèmes de récupération de chaleur des eaux de drainage Les objectifs d'apprentissage: Cet exposé vous informera au sujet des systèmes de récupération de chaleur des eaux de drainage (SRCED) et: Comment
Systèmes de récupération de chaleur des eaux de drainage Les objectifs d'apprentissage: Cet exposé vous informera au sujet des systèmes de récupération de chaleur des eaux de drainage (SRCED) et: Comment
CYLINDRE MÉCANIQUE SYSTÈMES D IDENTIFICATION. Fonctionnalités. Système incrochetable et inviolable décliné sur une gamme complète.
 SYSTÈMES D IDENTIFICATION SYSTÈMES À DISQUES ROTATIFS Système incrochetable et inviolable décliné sur une gamme complète. Fonctionnalités Systèmes à disques rotatifs Le principe de fonctionnement (disques)
SYSTÈMES D IDENTIFICATION SYSTÈMES À DISQUES ROTATIFS Système incrochetable et inviolable décliné sur une gamme complète. Fonctionnalités Systèmes à disques rotatifs Le principe de fonctionnement (disques)
SAUVEGARDE DES PERSONNES ET LUTTE CONTRE L INCENDIE DANS LES BATIMENTS D HABITATION DE LA 3ème FAMILLE INC/HAB COL 3/1986-2
 1. CLASSEMENT ET GENERALITES : 1.1. Classement Sont classées dans la 3ème famille les habitations collectives dont le plancher bas du logement le plus haut est situé à 28 mètres au plus au-dessus du sol
1. CLASSEMENT ET GENERALITES : 1.1. Classement Sont classées dans la 3ème famille les habitations collectives dont le plancher bas du logement le plus haut est situé à 28 mètres au plus au-dessus du sol
Atelier B : Maintivannes
 Atelier B : Maintivannes BMA03 : Procédure de réglage de la vanne de régulation CAMFLEX BMA03 : Procédure de réglage de la vanne CAMFLEX Page 1 Buts de l exercice : - Réaliser la manutention d un élément
Atelier B : Maintivannes BMA03 : Procédure de réglage de la vanne de régulation CAMFLEX BMA03 : Procédure de réglage de la vanne CAMFLEX Page 1 Buts de l exercice : - Réaliser la manutention d un élément
Muret Laurentien MC. Classique et Versatile
 Muret Laurentien MC Classique et Versatile Le muret Laurentien par son look classique s agence à toutes nos gammes de pavé. Qualités et caractéristiques Intégration particulièrement harmonieuse du muret
Muret Laurentien MC Classique et Versatile Le muret Laurentien par son look classique s agence à toutes nos gammes de pavé. Qualités et caractéristiques Intégration particulièrement harmonieuse du muret
LES MENUISERIES INTÉRIEURES
 Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
Variantes du cycle à compression de vapeur
 Variantes du cycle à compression de vapeur Froid indirect : circuit à frigoporteur Cycle mono étagé et alimentation par regorgement Cycle bi-étagé en cascade Froid direct et froid indirect Froid direct
Variantes du cycle à compression de vapeur Froid indirect : circuit à frigoporteur Cycle mono étagé et alimentation par regorgement Cycle bi-étagé en cascade Froid direct et froid indirect Froid direct
LE NOUVEAU SYSTEME DE BRAS PORTEUR
 LE NOUVEAU SYSTEME DE BRAS PORTEUR 28 Même conception Charges admissibles de 600 à 1 800 N Un ensemble complet et cohérent Même design Association possible de versions différentes horizontalement et verticalement
LE NOUVEAU SYSTEME DE BRAS PORTEUR 28 Même conception Charges admissibles de 600 à 1 800 N Un ensemble complet et cohérent Même design Association possible de versions différentes horizontalement et verticalement
Centre de tournage. et de fraisage CNC TNX65/42
 Centre de tournage et de fraisage CNC TNX65/42 Le tour TRAUB TNX65/42 pose de nouveaux jalons dans l'usinage à haute performance. Le concept de machine futuriste avec l'incomparable nouvelle unité de fraisage
Centre de tournage et de fraisage CNC TNX65/42 Le tour TRAUB TNX65/42 pose de nouveaux jalons dans l'usinage à haute performance. Le concept de machine futuriste avec l'incomparable nouvelle unité de fraisage
C0nstruire une mais0n. Sommaire
 Sommaire Page 2 : Le terrain Page 3 : Les raccordements Page 4 : Les fondations Page 5 : La chape Page 6 : Les murs Page 8 : Les planchers Page 9 : Le toit Page 10 : La charpente Page 12 : Les tuiles C0nstruire
Sommaire Page 2 : Le terrain Page 3 : Les raccordements Page 4 : Les fondations Page 5 : La chape Page 6 : Les murs Page 8 : Les planchers Page 9 : Le toit Page 10 : La charpente Page 12 : Les tuiles C0nstruire
Whitepaper. La solution parfaite pour la mise en température d un réacteur. Système de régulation. Réacteur. de température
 Whitepaper Mettre en température économiquement La solution parfaite pour la mise en température d un réacteur La mise en température de réacteur dans les laboratoires et les unités pilotes de l industrie
Whitepaper Mettre en température économiquement La solution parfaite pour la mise en température d un réacteur La mise en température de réacteur dans les laboratoires et les unités pilotes de l industrie
Les + Tournus. Rigidité : plan de travail épaisseur 1,2 mm, doublé par panneau stratifié hydrofuge avec encadrement en aluminium.
 Les + Tournus Sécurité et esthétique : bandeau à bords droits hauteur 40 mm, bord écrasé périphérique. Confort acoustique : bac et égouttoir insonorisés. Esthétique : bandeau hauteur 40 mm et dosseret
Les + Tournus Sécurité et esthétique : bandeau à bords droits hauteur 40 mm, bord écrasé périphérique. Confort acoustique : bac et égouttoir insonorisés. Esthétique : bandeau hauteur 40 mm et dosseret
RAPPORT DE CLASSEMENT. RAPPORT DE CLASSEMENT n EFR-14-002348
 Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
MODE OPÉRATOIRE. VI) Le projet mené dans le cadre de la technologie. Le projet porte sur la réalisation d une horloge CD.
 Le projet mené dans le cadre de la technologie. Le projet porte sur la réalisation d une horloge CD.") VI) Le projet mené dans le cadre de la technologie. Le projet porte sur la réalisation d une horloge CD. 1 La réalisation se déroule en plusieurs phases : - analyse préalable du besoin : étude de l appel
VI) Le projet mené dans le cadre de la technologie. Le projet porte sur la réalisation d une horloge CD. 1 La réalisation se déroule en plusieurs phases : - analyse préalable du besoin : étude de l appel
DOSSIER D INFORMATION
 DOSSIER D INFORMATION PRESSE SOMMAIRE TECNOMA 2- Entreprise Champenoise créée en 1952 2- De TECNOMA au groupe EXEL Industries 3 - De la conception à la production 4 & 5- Des domaines d application variés
DOSSIER D INFORMATION PRESSE SOMMAIRE TECNOMA 2- Entreprise Champenoise créée en 1952 2- De TECNOMA au groupe EXEL Industries 3 - De la conception à la production 4 & 5- Des domaines d application variés
Série 2600/2700. Détermination du n de longueur de l axe de fermeture en cas d utilisation de réceptacle: Type 1 + 3* G = P + F
 Caractéristiques particulières Charge de traction 1.330 N maxi. Fixation de dimension réduite pour charge de traction élevée. Grand choix d axes de fermeture et de réceptacles. Série 2600: tête cylindrique;
Caractéristiques particulières Charge de traction 1.330 N maxi. Fixation de dimension réduite pour charge de traction élevée. Grand choix d axes de fermeture et de réceptacles. Série 2600: tête cylindrique;
Manomètre pour pression différentielle avec contacts électriques Exécution soudée Types DPGS43.1x0, version acier inox
 Mesure mécatronique de pression Manomètre pour pression différentielle avec contacts électriques Exécution soudée Types DPGS43.1x0, version acier inox Fiche technique WIKA PV 27.05 Applications Contrôle
Mesure mécatronique de pression Manomètre pour pression différentielle avec contacts électriques Exécution soudée Types DPGS43.1x0, version acier inox Fiche technique WIKA PV 27.05 Applications Contrôle
2008/2009. Placage Collage Affleurage Pressage Portage Sciage
 Machines et outillage pour le travail du bois 2008/2009 Catalogue agencement Placage Collage Affleurage Pressage Portage Sciage Edition 062008 Viboy - 26 rue de Verdun - Bât. 9B - 94500 Champigny sur Marne
Machines et outillage pour le travail du bois 2008/2009 Catalogue agencement Placage Collage Affleurage Pressage Portage Sciage Edition 062008 Viboy - 26 rue de Verdun - Bât. 9B - 94500 Champigny sur Marne
FICHES DE PARCOURS DE FORMATION
 FICHES DE PARCOURS DE FORMATION Ce document comprend : 3 fiches générales L industrie de la métallurgie Parcours de formation Conditions d admissibilité générales Fiches de métiers, dont : Électricien
FICHES DE PARCOURS DE FORMATION Ce document comprend : 3 fiches générales L industrie de la métallurgie Parcours de formation Conditions d admissibilité générales Fiches de métiers, dont : Électricien
Chapitre 1: Facteurs d'échelle
 Chapitre 1: Facteurs d'échelle Des considérations générales sur la taille des objets ou des êtres vivants et leur influence sur différents paramètres, permettent d'établir simplement quelques lois ou tendances,
Chapitre 1: Facteurs d'échelle Des considérations générales sur la taille des objets ou des êtres vivants et leur influence sur différents paramètres, permettent d'établir simplement quelques lois ou tendances,
Généralités. Aperçu. Introduction. Précision. Instruction de montage. Lubrification. Conception. Produits. Guides à brides FNS. Guides standards GNS
 Généralités Aperçu Introduction Précision Instruction de montage Lubrification Conception page............................. 4............................. 5............................. 6.............................
Généralités Aperçu Introduction Précision Instruction de montage Lubrification Conception page............................. 4............................. 5............................. 6.............................
Quick Tower. Blocs verticaux nus Page 123. Quick Point. Plaques pour Quick Tower Page 124. Präge Fix. Makro Grip. Quick Point. Quick Tower.
 Blocs verticaux nus Page 123 Plaques pour Page 124 119 - La solution idéale pour vos machines à broche horizontale Pour plaques ou 96 Grille de positionnement continue Compatible avec tous les systèmes
Blocs verticaux nus Page 123 Plaques pour Page 124 119 - La solution idéale pour vos machines à broche horizontale Pour plaques ou 96 Grille de positionnement continue Compatible avec tous les systèmes
Fabricant Numéro Un en Haute Technologie pour les Solutions de Stockage de Grains
 Fabricant Numéro Un en Haute Technologie pour les Solutions de Stockage de Grains Servant l Agriculture et l Industrie Depuis 1954 SOLUTIONS GLOBALES DE STOCKAGE SCAFCO Grain Systems est renommé pour la
Fabricant Numéro Un en Haute Technologie pour les Solutions de Stockage de Grains Servant l Agriculture et l Industrie Depuis 1954 SOLUTIONS GLOBALES DE STOCKAGE SCAFCO Grain Systems est renommé pour la
35C11-13 13-15V 15V (/P) Fourgon avec Quad-Leaf FR F1A - Euro5+ LD
 Fourgon avec Quad-Leaf FR F1A - Euro5+ LD") 35C11-13 13-15V 15V (/P) avec Quad-Leaf FR F1A - Euro5+ LD Modellen len / Modèle : Daily 35C11-13 13-15V 15V (/P) Dimensions (mm) & poids (kg) Quad-Leaf Empattement / Toit 3520 / H1 3520 / H2 4100 / H2
35C11-13 13-15V 15V (/P) avec Quad-Leaf FR F1A - Euro5+ LD Modellen len / Modèle : Daily 35C11-13 13-15V 15V (/P) Dimensions (mm) & poids (kg) Quad-Leaf Empattement / Toit 3520 / H1 3520 / H2 4100 / H2
Ferrures d assemblage
 Ferrures d assemblage Table des matières Ferrures d assemblage à percer 3-9 Ferrures d assemblage à visser 10-13 Équerre d assemblage et plaques de raccord 14-19 Ferrures d assemblage spécifiques 20-22
Ferrures d assemblage Table des matières Ferrures d assemblage à percer 3-9 Ferrures d assemblage à visser 10-13 Équerre d assemblage et plaques de raccord 14-19 Ferrures d assemblage spécifiques 20-22
Un pavillon se compose de murs et d'un toit qui peuvent être réalisés de différentes façons suivant le budget donné :
 Un pavillon se compose de murs et d'un toit qui peuvent être réalisés de différentes façons suivant le budget donné : l'assemblage de parpaings le moulage dans un coffrage donnant une forme circulaire
Un pavillon se compose de murs et d'un toit qui peuvent être réalisés de différentes façons suivant le budget donné : l'assemblage de parpaings le moulage dans un coffrage donnant une forme circulaire
Plaques vibrantes. Modèles unidirectionnels ou reversibles. www.multiquip.com
 Plaques vibrantes Modèles unidirectionnels ou reversibles www.multiquip.com Plaques vibrantes unidirectionnelles Les compacteurs Mikasa de Multiquip sont reconnus comme étant la norme de l'industrie de
Plaques vibrantes Modèles unidirectionnels ou reversibles www.multiquip.com Plaques vibrantes unidirectionnelles Les compacteurs Mikasa de Multiquip sont reconnus comme étant la norme de l'industrie de
SALLE DE BAIN, DOUCHE, PLAN DE TRAVAIL CUISINE, PISCINE... Collage et jointoiement. L Epoxy facile
 SALLE DE BAIN, DOUCHE, PLAN DE TRAVAIL CUISINE, PISCINE... Collage et jointoiement L Epoxy facile DOMAINES D EMPLOI Recommandé pour salle de bain, douche, plan de travail cuisine, piscine, bassins thermaux,
SALLE DE BAIN, DOUCHE, PLAN DE TRAVAIL CUISINE, PISCINE... Collage et jointoiement L Epoxy facile DOMAINES D EMPLOI Recommandé pour salle de bain, douche, plan de travail cuisine, piscine, bassins thermaux,
SERIE S Technologie Mouvex
 FICHE TECHNIQUE 100-001 F SECTION : 1001 En vigueur : Janvier 009 Remplace : Mai 005 SERIE S Technologie Mouvex Pompes à piston excentré Etanchéité Conçue sans garniture mécanique, tresse ou entraînement
FICHE TECHNIQUE 100-001 F SECTION : 1001 En vigueur : Janvier 009 Remplace : Mai 005 SERIE S Technologie Mouvex Pompes à piston excentré Etanchéité Conçue sans garniture mécanique, tresse ou entraînement
SUIVEUR SOLAIRE : Informations complémentaires
 SUIVEUR SOLAIRE : Informations complémentaires IMPORTANT : L objectif de la présente note technique n est pas de se substituer à l ouvrage «Alimentation électrique de sites isolés» mais de fournir des
SUIVEUR SOLAIRE : Informations complémentaires IMPORTANT : L objectif de la présente note technique n est pas de se substituer à l ouvrage «Alimentation électrique de sites isolés» mais de fournir des
Vanne " Tout ou Rien" à siège incliné Type 3353
 Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
Etudier le diagramme température-pression, en particulier le point triple de l azote.
 K4. Point triple de l azote I. BUT DE LA MANIPULATION Etudier le diagramme température-pression, en particulier le point triple de l azote. II. BASES THEORIQUES Etats de la matière La matière est constituée
K4. Point triple de l azote I. BUT DE LA MANIPULATION Etudier le diagramme température-pression, en particulier le point triple de l azote. II. BASES THEORIQUES Etats de la matière La matière est constituée
Optimisez les performances de vos machines-outils
 Optimisez les performances de vos machines-outils Solutions SKF pour la précision, la productivité et le développement durable The Power of Knowledge Engineering* *La puissance de l expertise L expertise
Optimisez les performances de vos machines-outils Solutions SKF pour la précision, la productivité et le développement durable The Power of Knowledge Engineering* *La puissance de l expertise L expertise
LES LOIS PHYSIQUES APPLIQUÉES AUX DEUX-ROUES : 1. LA FORCE DE GUIDAGE
 LES LOIS PHYSIQUES APPLIQUÉES AUX DEUX-ROUES : 1. LA FORCE DE GUIDAGE 2. L EFFET GYROSCOPIQUE Les lois physiques qui régissent le mouvement des véhicules terrestres sont des lois universelles qui s appliquent
LES LOIS PHYSIQUES APPLIQUÉES AUX DEUX-ROUES : 1. LA FORCE DE GUIDAGE 2. L EFFET GYROSCOPIQUE Les lois physiques qui régissent le mouvement des véhicules terrestres sont des lois universelles qui s appliquent
Le chantier compte 4 étapes :
 02 Bien mettre en place le 03 béton désactivé La technique du béton désactivé consiste à mettre en valeur les granulats en éliminant la couche superficielle du mortier en surface. Un chantier de béton
02 Bien mettre en place le 03 béton désactivé La technique du béton désactivé consiste à mettre en valeur les granulats en éliminant la couche superficielle du mortier en surface. Un chantier de béton
Série M Echangeurs thermiques à plaques
 . kypour le chauffage et le refroidissement de votre installation Série M Echangeurs thermiques à plaques Applications Les échangeurs thermiques à plaques d Alfa Laval peuvent être utilisés pour le chauffage
. kypour le chauffage et le refroidissement de votre installation Série M Echangeurs thermiques à plaques Applications Les échangeurs thermiques à plaques d Alfa Laval peuvent être utilisés pour le chauffage
GUIDE D'INSTALLATION. Lave-Vaisselle
 GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1/ CONSIGNES DE SECURITE Avertissements importants 03 2/ INSTALLATION DE VOTRE LAVE-VAISSELLE Appareil non encastré 04 Appareil encastré 04 Appareil encastré
GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1/ CONSIGNES DE SECURITE Avertissements importants 03 2/ INSTALLATION DE VOTRE LAVE-VAISSELLE Appareil non encastré 04 Appareil encastré 04 Appareil encastré
Transmetteur de pression de haute qualité pour applications industrielles Type S-10
 Mesure électronique de pression Transmetteur de pression de haute qualité pour applications industrielles Type S-10 Fiche technique WIKA PE 81.01 pour plus d'agréments, voir page 4 Applications Construction
Mesure électronique de pression Transmetteur de pression de haute qualité pour applications industrielles Type S-10 Fiche technique WIKA PE 81.01 pour plus d'agréments, voir page 4 Applications Construction
PURGEURS AUTOMATIQUES
 POURQUOI UTILISER DES PURGEURS AUTOMATIQUES? ACCUMULATION D EAU L air qui entre dans un compresseur entraîne avec lui d autres substances y compris la vapeur d eau. Le processus de compression provoque
POURQUOI UTILISER DES PURGEURS AUTOMATIQUES? ACCUMULATION D EAU L air qui entre dans un compresseur entraîne avec lui d autres substances y compris la vapeur d eau. Le processus de compression provoque
KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux.
 KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux. Très grandes performances en un temps record: Scies automatiques
KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux. Très grandes performances en un temps record: Scies automatiques
Arrêté Royal du 7 juillet 1994 fixant les normes de base en matière de prévention contre l incendie et l explosion : Notice explicative
 Arrêté Royal du 7 juillet 1994 fixant les normes de base en matière de prévention contre l incendie et l explosion : Notice explicative A n n e x e 1 Annexe 1 1.2.1 hauteur d un bâtiment La hauteur h d'un
Arrêté Royal du 7 juillet 1994 fixant les normes de base en matière de prévention contre l incendie et l explosion : Notice explicative A n n e x e 1 Annexe 1 1.2.1 hauteur d un bâtiment La hauteur h d'un
Le confort de l eau chaude sanitaire. Gamme complète certifiée ACS pour le traitement de l eau chaude sanitaire
 Le confort de l eau chaude sanitaire Gamme complète certifiée ACS pour le traitement de l eau chaude sanitaire Attestation de Conformité Sanitaire Afi n de réduire les quantités de matières toxiques pouvant
Le confort de l eau chaude sanitaire Gamme complète certifiée ACS pour le traitement de l eau chaude sanitaire Attestation de Conformité Sanitaire Afi n de réduire les quantités de matières toxiques pouvant
Caractéristiques : Le Grand Éléphant. Le Grand Éléphant
 Sorti de l atelier de la compagnie La Machine le 1 er juillet 2007, l Éléphant a transporté en 4 ans et demi 250 000 passagers. Des centaines de milliers de visiteurs ont suivi ses déplacements au centre
Sorti de l atelier de la compagnie La Machine le 1 er juillet 2007, l Éléphant a transporté en 4 ans et demi 250 000 passagers. Des centaines de milliers de visiteurs ont suivi ses déplacements au centre
Annexe 3 Captation d énergie
 1. DISPOSITIONS GENERALES 1.a. Captation d'énergie. Annexe 3 Captation Dans tous les cas, si l exploitation de la ressource naturelle est soumise à l octroi d un permis d urbanisme et/ou d environnement,
1. DISPOSITIONS GENERALES 1.a. Captation d'énergie. Annexe 3 Captation Dans tous les cas, si l exploitation de la ressource naturelle est soumise à l octroi d un permis d urbanisme et/ou d environnement,
OCEANE Machine de brasage double vague
 Information générale Un concept de machine qui offre une performance remarquable, machine spécialement conçue pour les petites et moyennes séries, idéal pour toutes les exigences de production. Tout le
Information générale Un concept de machine qui offre une performance remarquable, machine spécialement conçue pour les petites et moyennes séries, idéal pour toutes les exigences de production. Tout le
Vannes à 2 ou 3 voies, PN16
 4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
Sanitaires Lavabo accessible
 Fiche H.11 Objet de la fiche Rappeler les dispositions de l arrêté pour l application, aux sanitaires, des articles R.111-19 à R.111-19- 3 ; R.111-19-6, R.111-19-8 et R.111-19-11 du code de la construction
Fiche H.11 Objet de la fiche Rappeler les dispositions de l arrêté pour l application, aux sanitaires, des articles R.111-19 à R.111-19- 3 ; R.111-19-6, R.111-19-8 et R.111-19-11 du code de la construction
Les composites thermoplastiques
 Les composites thermoplastiques Définition Par définition, un thermoplastique (anglais :thermoplast) est un matériau à base de polymère (composé de macromolécules) qui peut être mis en forme, à l état
Les composites thermoplastiques Définition Par définition, un thermoplastique (anglais :thermoplast) est un matériau à base de polymère (composé de macromolécules) qui peut être mis en forme, à l état
C.F.A.O. : Conception et Fabrication Assistées par Ordinateur.
 C.F.A.O. : Conception et Fabrication Assistées par Ordinateur. La CFAO réunit dans une même démarche informatique les actions de conception et de fabrication d un objet. La technique utilisée permet à
C.F.A.O. : Conception et Fabrication Assistées par Ordinateur. La CFAO réunit dans une même démarche informatique les actions de conception et de fabrication d un objet. La technique utilisée permet à
Version 1. Demandeur de l étude : VM - BETON SERVICES 51 Boulevard des Marchandises 85260 L'HERBERGEMENT. Auteur * Approbateur Vérificateur(s)
") Département Enveloppe et Revêtements Division HygroThermique des Ouvrages N affaire : 12-007 Le 10 avril 2012 Réf. DER/HTO 2012-093-BB/LS CALCUL DES COEFFICIENTS DE TRANSMISSION SURFACIQUE UP ET DES COEFFICIENTS
Département Enveloppe et Revêtements Division HygroThermique des Ouvrages N affaire : 12-007 Le 10 avril 2012 Réf. DER/HTO 2012-093-BB/LS CALCUL DES COEFFICIENTS DE TRANSMISSION SURFACIQUE UP ET DES COEFFICIENTS
Les dimensions mentionnées sont pour la plupart reprises dans la réglementation (STS54, NBN EN 3509), RGPT, arrêté royal du 07/07/97)
, RGPT, arrêté royal du 07/07/97)") Préliminaires Les dimensions mentionnées sont pour la plupart reprises dans la réglementation (STS54, NBN EN 3509), RGPT, arrêté royal du 07/07/97) Ces obligations assurent la sécurité dans les escaliers
Préliminaires Les dimensions mentionnées sont pour la plupart reprises dans la réglementation (STS54, NBN EN 3509), RGPT, arrêté royal du 07/07/97) Ces obligations assurent la sécurité dans les escaliers
FONTANOT CREE UNE LIGNE D ESCALIERS IMAGINÉE POUR CEUX QUI AIMENT LE BRICOLAGE.
 STILE FONTANOT CREE UNE LIGNE D ESCALIERS IMAGINÉE POUR CEUX QUI AIMENT LE BRICOLAGE. 2 3 Magia. Une gamme de produits qui facilitera le choix de votre escalier idéal. 4 06 Guide pour la sélection. 16
STILE FONTANOT CREE UNE LIGNE D ESCALIERS IMAGINÉE POUR CEUX QUI AIMENT LE BRICOLAGE. 2 3 Magia. Une gamme de produits qui facilitera le choix de votre escalier idéal. 4 06 Guide pour la sélection. 16
Technologie des contacteurs gaz liquide : cas des colonnes à plateaux et à garnissage. M. Prévost
 Technologie des contacteurs gaz liquide : cas des colonnes à plateaux et à garnissage M. Prévost Version V2/ nov 2006 Structure du cours Partie 1 : Introduction Partie 2 : Mise en contact de Gaz et de
Technologie des contacteurs gaz liquide : cas des colonnes à plateaux et à garnissage M. Prévost Version V2/ nov 2006 Structure du cours Partie 1 : Introduction Partie 2 : Mise en contact de Gaz et de
Fiche technique Mai, 2011 Dernière version : Oct 2010. Produits transparents : SJ 3460 : non adhésif SJ 3560 : Muni d un adhésif acrylique VHB
 Dual Lock 250 Système de fixation ouvrable et refermable Fiche technique Mai, 2011 Dernière version : Oct 2010 Description du produit Produits transparents : SJ 3460 : non adhésif SJ 3560 : Muni d un adhésif
Dual Lock 250 Système de fixation ouvrable et refermable Fiche technique Mai, 2011 Dernière version : Oct 2010 Description du produit Produits transparents : SJ 3460 : non adhésif SJ 3560 : Muni d un adhésif
Initiation à la Mécanique des Fluides. Mr. Zoubir HAMIDI
 Initiation à la Mécanique des Fluides Mr. Zoubir HAMIDI Chapitre I : Introduction à la mécanique des fluides 1 Introduction La mécanique des fluides(mdf) a pour objet l étude du comportement des fluides
Initiation à la Mécanique des Fluides Mr. Zoubir HAMIDI Chapitre I : Introduction à la mécanique des fluides 1 Introduction La mécanique des fluides(mdf) a pour objet l étude du comportement des fluides
Série T modèle TES et TER
 6-8 rue des Casernes Tél. : 03.84.29.55.55 F 90200 GIROMAGNY Fax : 03.84.29.09.91 E-mail : ultralu@ultralu.com http://www.ultralu.com NOTICE DE MONTAGE ET D UTILISATION ECHAFAUDAGE ROULANT ALUMINIUM Série
6-8 rue des Casernes Tél. : 03.84.29.55.55 F 90200 GIROMAGNY Fax : 03.84.29.09.91 E-mail : ultralu@ultralu.com http://www.ultralu.com NOTICE DE MONTAGE ET D UTILISATION ECHAFAUDAGE ROULANT ALUMINIUM Série
Echafaudages Caractéristiques générales
 Echafaudages Caractéristiques générales Mise à jour Octobre 2009 Echafaudage multidirectionnel, multiniveaux 12 7 22 20 14 11 23 21 6 15 13 10 4 5 18 17 16 19 3 9 8 2 1 1 Cale-bois 2 Socle réglable 3 Poteau
Echafaudages Caractéristiques générales Mise à jour Octobre 2009 Echafaudage multidirectionnel, multiniveaux 12 7 22 20 14 11 23 21 6 15 13 10 4 5 18 17 16 19 3 9 8 2 1 1 Cale-bois 2 Socle réglable 3 Poteau
RISQUES PROFESSIONNELS RISQUES MÉCANIQUES
 Hygiène Industrielle - Santé au Travail RISQUES PROFESSIONNELS Ingénieurs en Sécurité Industrielle RISQUES MÉCANIQUES I - OÙ SONT PRÉSENTS LES RISQUES MÉCANIQUES?... 1 II - QUELS SONT LES RISQUES?... 2
Hygiène Industrielle - Santé au Travail RISQUES PROFESSIONNELS Ingénieurs en Sécurité Industrielle RISQUES MÉCANIQUES I - OÙ SONT PRÉSENTS LES RISQUES MÉCANIQUES?... 1 II - QUELS SONT LES RISQUES?... 2
Thermorégulateurs Easitemp 95 et 150 eau. La solution compacte & économique
 Thermorégulateurs Easitemp 95 et 150 eau La solution compacte & économique Thermorégulateurs Easitemp 95 et 150 Eau Easitemp définit un nouveau standard pour les thermorégulateurs. Un concept innovant,
Thermorégulateurs Easitemp 95 et 150 eau La solution compacte & économique Thermorégulateurs Easitemp 95 et 150 Eau Easitemp définit un nouveau standard pour les thermorégulateurs. Un concept innovant,
WILLCO Aventi - Directives d application
 WILLCO Aventi - Directives d application Plaque d appui pour crépi 1 Généralités Les présentes directives d application sont spécifiquement destinées à la fixation dlaques de construction Aventi WILLCO
WILLCO Aventi - Directives d application Plaque d appui pour crépi 1 Généralités Les présentes directives d application sont spécifiquement destinées à la fixation dlaques de construction Aventi WILLCO
Tous les produits de la gamme SAF offrent des résistances :
 Fiche Technique Strengths Are Flex La gamme SAF est basée sur une technologie et des polymères méthacrylates brevetés. Ces adhésifs de nouvelle génération permettent d adhérer sur de nombreux supports
Fiche Technique Strengths Are Flex La gamme SAF est basée sur une technologie et des polymères méthacrylates brevetés. Ces adhésifs de nouvelle génération permettent d adhérer sur de nombreux supports
mécanique Serrures et Ferrures
 mécanique Serrures et Ferrures Fermetures latérales page 0 Fermetures tiroir page 6 Crémones espagnolette page 9 Fermetures à levier page Fermetures de chambre froide page 5 Loqueteaux page 36 Fermetures
mécanique Serrures et Ferrures Fermetures latérales page 0 Fermetures tiroir page 6 Crémones espagnolette page 9 Fermetures à levier page Fermetures de chambre froide page 5 Loqueteaux page 36 Fermetures
GUIDE D'INSTALLATION Lave-Vaisselle
 GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1 / CONSIGNES DE SECURITE Avertissements importants 03 Dimensions d encastrement 04 Inventaire des pièces livrées 04 Raccordement à l eau 05 Evacuation des
GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1 / CONSIGNES DE SECURITE Avertissements importants 03 Dimensions d encastrement 04 Inventaire des pièces livrées 04 Raccordement à l eau 05 Evacuation des
ITAS Escaliers industriels et plate-formes de travail
 ITAS Escaliers industriels et plate-formes de travail Plate-forme de travail avec escalier sur rotative offset. Les constructions ITAS facilitent le montage des balustrades simples ou des escaliers et
ITAS Escaliers industriels et plate-formes de travail Plate-forme de travail avec escalier sur rotative offset. Les constructions ITAS facilitent le montage des balustrades simples ou des escaliers et
SIGMA C est le résultat qui compte
 SIGMA C est le résultat qui compte L avenir depuis 1918 L avance technologique grâce au concept breveté SIGMA: fermeture hermétique, pressurage en position de remplissage, extraction verticale, surface
SIGMA C est le résultat qui compte L avenir depuis 1918 L avance technologique grâce au concept breveté SIGMA: fermeture hermétique, pressurage en position de remplissage, extraction verticale, surface
EMBALLAGE ALIMENTAIRE
 EMBALLAGE ALIMENTAIRE QUALITÉ SANS COMPROMIS EMBALLEUSES SOUS VIDE DE TABLE MODÈLES 250 300 300D 350 350D 380 380T P2 OPERCULEUSES MODÈLES TS-15 TS-30 TS-70-2 TS-70-3 P16 EMBALLEUSES SOUS VIDE Simple chambre
EMBALLAGE ALIMENTAIRE QUALITÉ SANS COMPROMIS EMBALLEUSES SOUS VIDE DE TABLE MODÈLES 250 300 300D 350 350D 380 380T P2 OPERCULEUSES MODÈLES TS-15 TS-30 TS-70-2 TS-70-3 P16 EMBALLEUSES SOUS VIDE Simple chambre
TITALIUM Une nouvelle dimension. LE matériau de l avenir!
 TITALIUM Une nouvelle dimension LE matériau de l avenir! Robuste Léger Innovant TITALIUM Une nouvelle dimension TITALIUM - La sécurité de demain Avec ses cadenas en TITALIUM, le spécialiste de la sécurité
TITALIUM Une nouvelle dimension LE matériau de l avenir! Robuste Léger Innovant TITALIUM Une nouvelle dimension TITALIUM - La sécurité de demain Avec ses cadenas en TITALIUM, le spécialiste de la sécurité