(51) Int Cl.: B29C 45/00 ( ) B60Q 1/04 ( )
|
|
|
- Lucille Éthier
- il y a 8 ans
- Total affichages :
Transcription
1 (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP A1 (43) Date de publication: Bulletin 2007/16 (51) Int Cl.: B29C 45/00 ( ) B60Q 1/04 ( ) (21) Numéro de dépôt: (22) Date de dépôt: (84) Etats contractants désignés: AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR Etats d extension désignés: AL BA HR MK YU (30) Priorité: FR (71) Demandeur: VALEO VISION Bobigny Cédex (FR) (72) Inventeurs: Nunez Bootello, Juan-Pablo 407 Sevilla (ES) Castillo Jimenez, Jose Martos (Jaen) (ES) (54) Procédé de moulage par injection d articles en matière plastique comportant une zone de moindre résistance, article obtenu par ce procédé, en particulier projecteur de véhicule automobile (57) Le procédé selon l invention est prévu pour le moulage par injection d un article en matière plastique (19) dont la forme est définie par les parois d un moule muni au moins d un orifice d injection, ledit article devant comporter au moins une zone prédéterminée présentant une résistance mécanique inférieure à un seuil prédéterminé selon une direction prédéterminée (AV-AR). Conformément au procédé selon l invention, pendant le remplissage de la partie du moule définissant ladite zone, les lignes de flux (24) de la matière plastique fondue sont substantiellement perpendiculaires à la direction prédéterminée (AV-AR). Ce procédé est particulièrement adapté pour une mise en oeuvre dans la fabrication d un boîtier de projecteur de véhicule automobile. Conformément à l invention, les chaînes polymériques de la matière plastique constituant le boîtier sont alors substantiellement dirigées selon un axe transversal du boîtier. EP A1 Printed by Jouve, PARIS (FR)
 Demandeur: VALEO VISION 93012 Bobigny Cédex (FR) (72) Inventeurs: Nunez Bootello, Juan-Pablo 407 Sevilla (ES) Castillo Jimenez, Jose 23600 Martos (Jaen) (ES) (54) Procédé de")
2 1 EP A1 2 Description DOMAINE TECHNIQUE DE L INVENTION. [0001] La présente invention concerne un procédé de moulage par injection d un article en matière plastique comportant une ou des zones dont la résistance mécanique est moindre par rapport au reste de l article, ainsi que l article obtenu par ce procédé. [0002] Elle concerne aussi en particulier un procédé de moulage par injection permettant de fabriquer des projecteurs de véhicules automobiles, dont le boîtier est susceptible de se déformer, ou de se briser, pour absorber une partie de l énergie de l impact en cas de choc avec un piéton, et diminuer ainsi le risque de blessure grave. [0003] Les produits manufacturés auxquels se rapporte également la présente invention sont donc notamment les accessoires pour automobiles, et les projecteurs offrant une sécurité passive. ARRIERE PLAN TECHNOLOGIQUE DE L INVENTION. [0004] Le procédé de moulage par injection est utilisé très couramment pour fabriquer une très grande diversité d articles en matière plastique. [0005] Quand il s agit d objets d usage «grand public», tels que des d appareils électroménagers, l aspect de surface est souvent essentiel, tandis que pour des pièces plus «techniques», telles que des éléments de machine, prime la résistance mécanique. [0006] Dans les deux cas, le technicien spécialisé en plasturgie a cherché à éliminer le défaut d homogénéité du flux de matière plastique créé par le processus d injection dans un moule de forme complexe, car ce défaut conduit à des criques dans la matière préjudiciable au fini de la surface, ou à des pailles internes susceptibles de compromettre la solidité de la pièce. [0007] Il est également connu qu une orientation particulière du flux de matière plastique pendant le remplissage du moule se traduit par la même orientation privilégiée des chaînes polymériques dans l article final après refroidissement. Les propriétés mécaniques de cet article sont alors anisotropes : la résistance à la traction est maximale dans la direction du flux, minimale dans une direction perpendiculaire au flux. [0008] Les problèmes posés par la fabrication d articles de qualité par la technique du moulage par injection, ainsi que les solutions techniques connues pour résoudre ceux-ci, sont décrits dans de nombreux traités, tels que celui écrit par Robert A. Malloy, intitulé en anglais «Plastic Part Design for Injection Molding» (en français, «Conception de Pièces en Matière Plastique pour le Moulage par Injection»), et publié en 1994 aux éditions Hanser. [0009] Dans cet ouvrage est notamment analysée la genèse des lignes de soudure qui se produisent quand deux flux de matière plastique fondue ayant suivi deux chemins différents entre les parois du moule, soit à partir d un même point d injection, soit à partir de deux points d injection séparés, se rencontrent. [00] Cette situation se produit souvent au moment du remplissage d un moule de forme complexe, et nécessitant plusieurs points d injection. [0011] Les méthodes de simulations sur ordinateur permettent de nos jours de prédire la formation des lignes de soudure en fonction de la topologie du moule et des paramètres de l injection. En mettant en oeuvre ces méthodes, le plasturgiste étudie donc habituellement la forme de la pièce à fabriquer afin de limiter l apparition de ces lignes de soudure. [0012] Dans le domaine de l automobile, on a constaté au cours de ces dernières années que de plus en plus d éléments d un véhicule étaient réalisés en matière plastique, notamment par moulage par injection. [0013] Les constructeurs et les équipementiers du secteur sont donc confrontés aux difficultés générales liées à cette technique de fabrication exposées ci-dessus, et y apportent les solutions standard. [0014] Un projecteur de véhicule automobile, par exemple, comprend essentiellement un boîtier arrière en plastique, supportant des blocs optiques, fermé vers l avant par une glace transparente, également en plastique. [0015] Il va de soi que la glace doit être exempte de défauts, et que son moule doit donc être conçu dans les règles de l art. [0016] Le boîtier du projecteur doit présenter la rigidité appropriée pour maintenir efficacement les blocs optiques et éviter les variations aléatoires de direction des faisceaux lumineux en circulation. La forme et la structure du boîtier sont donc optimisées au moyen de systèmes de conception assistée sur ordinateur. [0017] Une contrainte supplémentaire, qui n est pas technique, pèse sur les projecteurs de véhicules automobiles récents : celle de la sécurité passive. [0018] Il s agit de limiter le risque de blessure grave des piétons en cas de choc frontal avec le véhicule. [0019] Dans ce but, il a été proposé des projecteurs articulés élastiquement sur le châssis du véhicule. Mais, il est clair que, dans ces conditions, la stabilité des faisceaux des projecteurs ne peut être assurée. [0020] Un dispositif susceptible de pallier cet inconvénient est décrit dans la demande de brevet français FR Le boîtier du projecteur comporte des moyens de fixation semi-rigides et de guidage longitudinal par rapport au châssis du véhicule. De la sorte, le projecteur peut reculer sous l action d un choc dans la direction longitudinale du véhicule. [0021] Une autre façon de satisfaire aux contraintes de sécurité, est de prévoir des moyens structuraux permettant une diminution de la longueur du projecteur en cas de choc avant. [0022] Par exemple, le boîtier de projecteur, en matière plastique moulée par injection, décrit dans la demande de brevet allemand DE , comporte une zone de moindre épaisseur à la base de la glace avant. Cette 2

3 3 EP A1 4 zone est le lieu privilégié de la brisure qui se produit lors du choc. [0023] Dans ce dernier exemple, le boîtier est de forme simple. [0024] Le principe élémentaire de la création d une zone de moindre résistance mécanique en diminuant localement l épaisseur du boîtier est évidemment applicable à des projecteurs de formes beaucoup plus complexes, répondant notamment aux préoccupations esthétiques des stylistes d aujourd hui. [0025] Mais il n est pas sûr que la mise en oeuvre de ce principe élémentaire, sans tenir compte par ailleurs des zones de faiblesse créées par les défauts, plus ou moins bien contrôlés, liés à l injection d une forme complexe, ne se traduisent pas par un comportement complètement aléatoire du boîtier sous le choc, et donc par une incertitude quant à la gravité des blessures infligées au piéton. [0026] Il existe donc un besoin pour la mise au point d un procédé de moulage par injection permettant de fabriquer un article dont la rupture sous contrainte est parfaitement prédictible quelle que soit la complexité de sa forme. DESCRIPTION GENERALE DE L INVENTION. [0027] La présente invention vise donc un procédé général de moulage par injection d un article en matière plastique dont la forme est définie par les parois d un moule muni au moins d un orifice d injection, cet article devant comporter au moins une zone prédéterminée présentant une résistance mécanique inférieure à un seuil prédéterminé selon une direction prédéterminée. [0028] Le procédé général selon l invention est remarquable en ce que, pendant le remplissage de la partie du moule définissant cette zone de moindre résistance, les lignes de flux de la matière plastique fondue sont substantiellement perpendiculaires à la direction prédéterminée. [0029] De préférence, au moins une ligne de soudure obtenue par la jonction d au moins deux flux antagonistes est formée dans cette même zone. [0030] Ces flux antagonistes sont avantageusement créés par au moins un insert placé dans le moule. [0031] Alternativement ou simultanément à la présence de cet insert, le moule comporte préférentiellement au moins deux orifices d injection agencés de part et d autre de la zone prédéterminée. [0032] Le procédé général de moulage par injection selon l invention est aussi remarquable en ce que les parois du moule présentent au niveau de cette zone un rayon de courbure de faible valeur par rapport à l épaisseur de celle-ci, de préférence inférieur au quart de l épaisseur de la zone. [0033] Le procédé général selon l invention tire bénéfice du fait que les parois du moule définissent au moins un élément de renforcement au voisinage de la zone de moindre résistance de l article en formation [0034] En particulier, la présente invention vise un procédé de moulage par injection d un boîtier de projecteur de véhicule automobile. Ce boîtier devant présenter une résistance mécanique inférieure à un seuil prédéterminé selon un axe longitudinal (les axes transversaux et longitudinaux du boîtier sont définis respectivement par les directions transversales et longitudinales du véhicule), il est formé par au moins un flux de matière plastique fondue dirigé substantiellement selon un axe transversal. [0035] De préférence, le boîtier du projecteur est formé par au moins deux flux antagonistes de matière plastique fondue dirigés substantiellement selon à un axe transversal et formant une ligne de soudure transversale entre la partie inférieure et la partie supérieure de ce boîtier. [0036] Alternativement ou simultanément à la formation de cette ligne de soudure, on forme dans une zone de transition entre la partie inférieure et la partie supérieure du boîtier du projecteur une surface présentant un rayon de courbure de faible valeur par rapport à l épaisseur de cette zone, de préférence inférieur au quart de l épaisseur de la zone. [0037] Autant que de besoin, on tire également bénéfice de la formation dans la partie supérieure du boîtier de nervures de renforcement dirigées selon un axe longitudinal de ce boîtier. [0038] Plus précisément, le procédé de moulage par injection d un boîtier de projecteur de véhicule automobile selon l invention se caractérise par le fait que la matière plastique est injectée, d une part, au niveau de la partie supérieure du bord avant du boîtier, et, d autre part, à l arrière de ce boîtier au niveau de la partie supérieure du bord de l ouverture destinée à recevoir le bloc optique central inférieur du projecteur (l avant et l arrière du boîtier sont définis respectivement par l avant et l arrière du véhicule auquel le projecteur est destiné). [0039] La présente invention vise aussi un article générique en matière plastique moulé par injection comportant au moins une zone prédéterminée présentant une résistance mécanique inférieure à un seuil prédéterminé selon une direction prédéterminée. [0040] Un tel article est remarquable en ce que les chaînes polymériques de la matière plastique au niveau de la zone de moindre résistance sont substantiellement perpendiculaires à cette direction prédéterminée. [0041] De préférence, cette zone comporte au moins une ligne de soudure, et avantageusement au moins un évidement. [0042] Un autre trait caractéristique de cet article générique est qu il présente en surface les traces d au moins deux points d injection de part et d autre de sa zone de moindre résistance. [0043] Selon l invention, cette zone présente fort avantageusement une paroi de rayon de courbure de faible valeur par rapport à son épaisseur; son rayon de courbure est de préférence inférieur au quart de son épaisseur. [0044] On tire bénéfice du fait que l article générique selon l invention comporte au moins un élément de ren- 3

4 5 EP A1 6 forcement au voisinage de la zone de moindre résistance. [0045] La totalité ou une partie des caractéristiques cidessus de l article générique selon l invention, lui confère la propriété remarquable d être substantiellement séparable en au moins deux parties, de part et d autre de la zone de moindre résistance, sous l action d un effort d intensité supérieure au seuil prédéterminé qui lui serait appliqué selon la direction prédéterminée. [0046] La présente invention concerne aussi un projecteur de véhicule automobile comportant un boîtier en matière plastique du type de l article générique décrit cidessus, c est-à-dire présentant une résistance mécanique inférieure à un seuil prédéterminé selon un axe longitudinal (on rappelle que les axes transversaux et longitudinaux du boîtier sont définis respectivement par les directions transversales et longitudinales du véhicule auquel est destiné le projecteur). [0047] Le boîtier de ce projecteur de véhicule automobile est remarquable en ce que les chaînes polymériques de la matière plastique le constituant sont substantiellement dirigées selon un axe transversal. [0048] De préférence, le projecteur comporte une ligne de soudure transversale entre la partie inférieure et la partie supérieure de son boîtier. [0049] Avantageusement, la surface d une zone de transition entre la partie inférieure et la partie supérieure du boîtier présente un rayon de courbure de faible valeur par rapport à l épaisseur de cette zone; il est de préférence inférieur au quart de l épaisseur. [0050] Le projecteur de véhicule automobile selon l invention se distingue par le fait que son boîtier présente en surface les traces de deux points d injection. L une des traces est située au niveau de la partie supérieure du bord avant du boîtier. L autre trace est située à l arrière du boîtier au niveau de la partie supérieure du bord de l ouverture destinée à recevoir le bloc optique central inférieur du projecteur (on rappelle que l avant et l arrière du boîtier sont définis respectivement par l avant et l arrière du véhicule auquel est destiné le projecteur). [0051] Tout ou partie des spécifications énoncées cidessus donne au projecteur selon l invention la caractéristique remarquable de présenter un boîtier dont la partie inférieure et la partie supérieure sont substantiellement séparables sous l action d un effort longitudinal de compression d intensité supérieure au seuil prédéterminé exercé sur celui-ci. [0052] La présente invention vise également toute utilisation du procédé général de moulage par injection exposé ci-dessus dans la fabrication d un accessoire de véhicule automobile, ainsi que dans la fabrication d un feu ou d un projecteur de véhicule automobile, et notamment dans celle du boîtier de celui-ci. [0053] La présente invention concerne aussi l utilisation de l article générique en plastique moulé par injection décrit ci-dessus comme tout ou partie d un accessoire de véhicule automobile, comme pièce d un feu ou d un projecteur, et notamment du boîtier de celui-ci [0054] Ces quelques spécifications essentielles auront rendu évidents pour l homme de métier les avantages apportés par le procédé général de moulage par injection selon l invention, et de son application à la fabrication de projecteurs de véhicules automobiles, par rapport à l état de la technique antérieur, ainsi que les avantages des produits manufacturés par ce procédé. [0055] Les spécifications détaillées de l invention sont données dans la description qui suit en liaison avec les dessins ci-annexés. Il est à noter que ces dessins n ont d autre but que d illustrer le texte de la description et ne constituent en aucune sorte une limitation de la portée de l invention. BREVE DESCRIPTION DES DESSINS. [0056] Les Figures 1a et 1b illustrent l effet de l orientation du flux sur la résistance à la traction d une éprouvette en matière plastique selon les connaissances générales de l homme du métier. Les Figures 2a et 2b illustrent la formation d une ligne de soudure respectivement par un insert et par deux points d injection selon les connaissances générales de l homme du métier. Les Figures 3a, 3b et 3c illustrent schématiquement les différents principes de conception d un boîtier de projecteur automobile mis en oeuvre par l invention, respectivement : - principe de la concentration des contraintes (connu en soi); - principe de l orientation des flux; - principe de la localisation des lignes de soudure. Les Figures 4a, 4b et 4c reproduisent une simulation effectuée sur ordinateur et illustrent le procédé de moulage d un boîtier de projecteur de véhicule automobile selon l invention. Les Figures 5a et 5b montrent respectivement la vue de face et la vue de gauche d un boîtier de projecteur de véhicule automobile selon l invention. Les Figures 6a et 6b montrent respectivement la vue de face et la vue de gauche du boîtier de projecteur de véhicule automobile selon l invention, représenté sur les Figures 5a et 5b, après un choc. DESCRIPTION DES MODES DE REALISATION PRE- FERES DE L INVENTION. [0057] Le plasturgiste connaît les difficultés de réalisation de pièces de forme complexe exemptes de défauts par la technique de moulage par injection et cherche habituellement à limiter les défectuosités en optimisant la structure de ces pièces et les paramètres de l injection. [0058] L orientation des flux pendant le remplissage du moule se traduit, après refroidissement, par une ani- 4

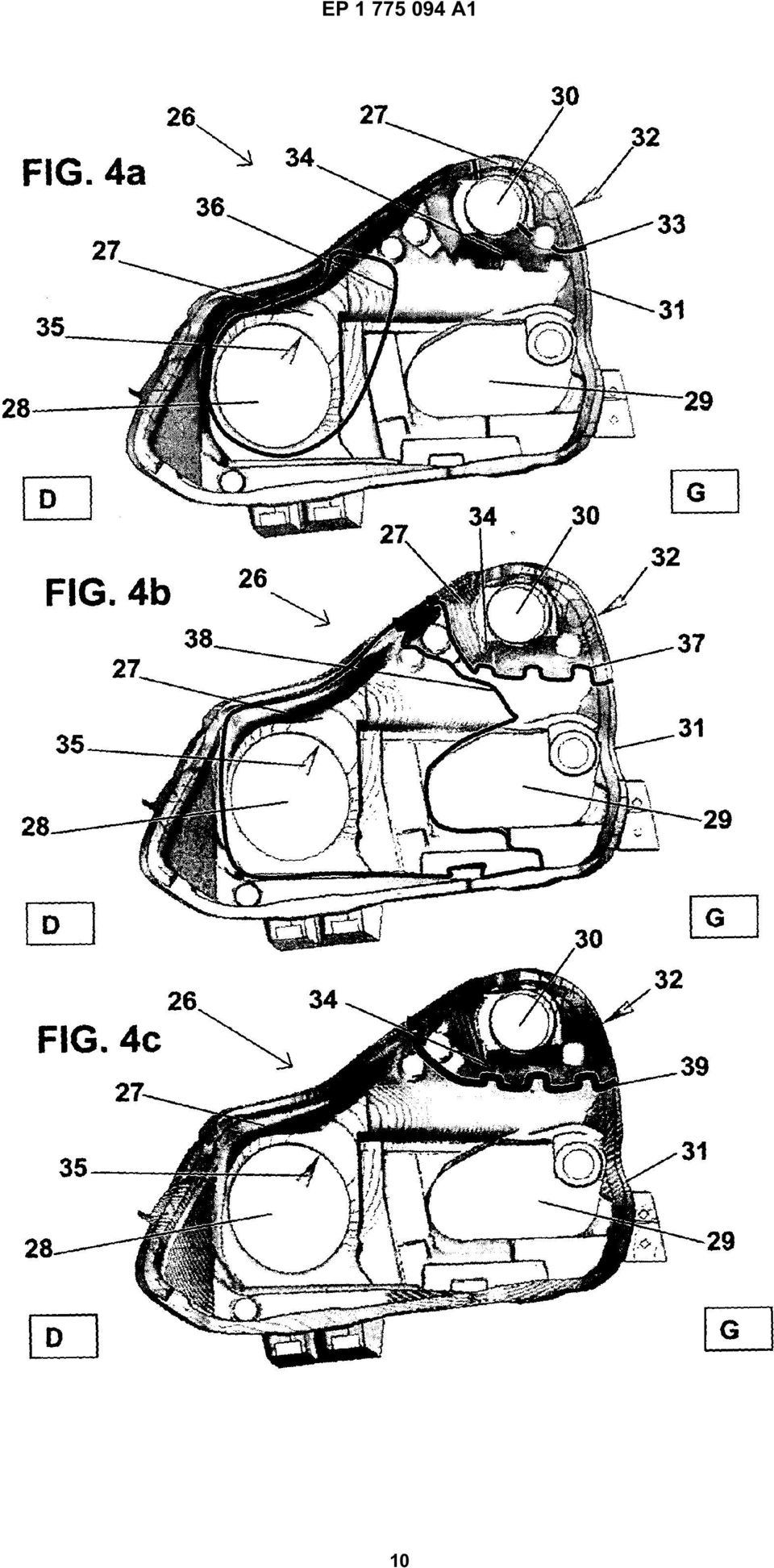
5 7 EP A1 8 sotropie des propriétés mécaniques de la pièce injectée qui n est généralement pas souhaitable. [0059] La Figure 1a montre schématiquement une éprouvette 1 de matière plastique réalisée par un flux orienté longitudinalement. Dans ce cas les chaînes polymériques 2 sont alignées longitudinalement, ce qui confère à l éprouvette 1 une résistance à la traction 3 élevée. [0060] La Figure 1 b montre schématiquement une autre éprouvette 4 de matière plastique réalisée par un flux orienté transversalement. Dans ce cas les chaînes polymériques 5 sont alignées transversalement, ce qui confère à cette éprouvette 4 une résistance à la traction 3 plus faible que celle de la première éprouvette 1. [0061] Pour un même effort longitudinal 3, l une 1 s allonge (Figure 1a), l autre 4 se brise (Figure 1b). [0062] Une autre cause importante de défectuosités connue est la formation de lignes de soudure au cours du moulage. [0063] La Figure 2a montre une pièce 6 injectée comportant un évidement 7. [0064] Dans le cas où un seul orifice d injection 8 a été utilisé en amont de l insert correspondant à l évidement 7, il se forme au moment du moulage, en aval dans la direction du flux, une ligne de soudure 9. Cette ligne de soudure 9 résulte de la séparation en deux flux antagonistes, 11 du flux initial en amont de l insert, puis de la jonction de ces deux flux, 11 en aval. [0065] La Figure 2b montre une pièce 12 injectée au moyen de deux orifices d injection dont elle porte les traces 13, 14. [0066] Au moment du moulage, à partir d une certaine distance des trous d injection 13, 14, les deux flux 15, 16 de matière plastique fondue se refroidissent et ne fusionnent plus complètement. Il se forme alors une ligne de soudure 17 visible à la surface de la pièce 12. [0067] L homme de métier élimine les défectuosités décrites précédemment en concevant des moules où les chemins des flux sont de longueurs réduites, et en augmentant la pression et la température d injection de manière à réaliser une meilleure diffusion de la matière plastique fondue. [0068] La présente invention repose sur une démarche exactement inverse : des défauts d homogénéité sont volontairement générés au cours du moulage par injection pour produire des articles en matière plastique présentant une anisotropie contrôlée des propriétés mécaniques. [0069] La Figure 3a montre schématiquement un projecteur gauche 18 en place à l avant AV d un véhicule automobile, et notamment son boîtier 19. [0070] De manière connue en soi la partie supérieure 20 du boîtier 19 est rigidifiée par des nervures longitudinales 21. La partie inférieure 22 du boîtier 19 adjacente comporte une plaque verticale transversale. Au cours d un choc frontal, les contraintes exercées sur le boîtier 19 sont, dans cet agencement spécifique, concentrées le long de la frontière 23 entre la partie rigidifiée 20 et la partie 22 du boîtier 19 qui ne l est pas. Il s ensuit qu une rupture a plus de chance de se produire selon cette frontière 23. [0071] La Figure 3b montre schématiquement le principe de l orientation des flux appliqué au boîtier 19 du même projecteur gauche 18 en place à l avant AV d un véhicule automobile. Pendant le moulage de la pièce 19, les flux 24 de matière plastique fondue ont été orientés substantiellement selon des axes transversaux D-G. [0072] De la sorte, le boîtier 19 présente une résistance mécanique réduite dans une direction perpendiculaire aux flux, c est-à-dire selon une direction d avant AV en arrière AR. [0073] La Figure 3c montre la localisation d une ligne de soudure 25 entre la partie supérieure 20 et la partie inférieure 22 du boîtier 19 du projecteur 18. La présence de cette ligne de soudure favorise une rupture le long de l arête 23. [0074] Les trois principes de concentration des contraintes, d orientation des flux et de la localisation des lignes de soudures illustrés par les Figures 3a, 3b et 3c sont appliqués de préférence simultanément pour la conception d un boîtier. [0075] L épaisseur du boîtier 19 est aussi avantageusement diminuée au niveau de la zone de rupture 23 souhaitée. Simultanément ou alternativement, l arrondi de l arrête 23 de liaison entre la plaque 22 du boîtier 19 et la partie supérieure nervurée 20 est de faible rayon, typiquement inférieur au quart de l épaisseur de la paroi. Le résultat de ces deux caractéristiques est une diminution supplémentaire de la résistance mécanique de cette zone 23. [0076] Un exemple concret de mise en application des principes ci-dessus est bien illustré par les images provenant d une simulation sur ordinateur du processus d injection d un boîtier 27, qui sont reproduites sur les Figures 4a, 4b et 4c. [0077] Ces images montrent en transparence, et en vue de face, le moule 26 d un boîtier 27 de projecteur, et ce boîtier 27 en formation pour des valeurs appropriées des paramètres d injection. [0078] La partie arrière du boîtier 27 comporte plusieurs ouvertures 28,29,30 prévues pour recevoir les blocs optiques. Le bord avant 31 du boîtier 27 constitue le plan de joint avec la glace du projecteur. [0079] La Figure 4a est une vue instantanée de l écoulement de la matière plastique fondue entre les parois du moule 26 peu après le début de l injection. [0080] Un premier flux issu d un premier point d injection 32 situé au niveau de la partie supérieure du bord avant 31 du boîtier a progressé jusqu à une première ligne de front initiale 33 en direction de la partie du moule 26 correspondant à la zone nervurée 34 du boîtier 27. [0081] Un second flux issu d un second point d injection 35 situé au niveau de la partie supérieure du bord de l ouverture 28 destinée à recevoir le bloc optique central inférieur a progressé jusqu à une seconde ligne de front initiale 36 en direction du premier flux. [0082] La Figure 4b est une vue instantanée de l écou- 5

6 9 EP A1 lement de la matière plastique fondue entre les parois du moule 26 à une date correspondant sensiblement à la moitié de la durée du processus d injection. [0083] Le premier flux a progressé jusqu à première ligne de front intermédiaire 37 au niveau de la zone nervurée 34 du boîtier 27. [0084] Le second flux a envahi une grande partie du moule 26 jusqu à une seconde ligne de front intermédiaire 38 faisant face à la première ligne de front intermédiaire 37. [0085] La Figure 4c est une vue instantanée de l écoulement de la matière plastique fondue entre les parois du moule 26 à la fin de l injection. [0086] La matière plastique fondue a rempli la totalité du moule 26, et les deux flux issus des deux points d injection 32,35 se sont rejoints en formant une ligne de soudure 39 au niveau de la partie antérieure de la zone nervurée 34. [0087] On aura noté que ces deux flux étaient substantiellement transversaux. [0088] Le boîtier 27 résultant du processus d injection décrit ci-dessus est représenté en détail sur les Figures 5a et 5b. [0089] Ces deux vues montrent bien la zone nervurée 34 de la partie supérieure 40 du boîtier 27, ainsi que l arrête 41 de la zone de transition entre la partie supérieure 40 du boîtier 27 et la plaque transversale verticale 42 de la partie inférieure 43. [0090] Au niveau de l arête 41, il existe : - une concentration de contraintes due à l association de la plaque 42 et des nervures 34 ; - une orientation transversale des chaînes polymériques résultant de la position spécifique des points d injection 32,35 (repérés par les traces 44,45 caractéristiques); - Une ligne de soudure 39 obtenue par un choix approprié des paramètres d injection. [0091] Cette arête 41 est donc une ligne de rupture privilégiée en cas de choc, conduisant à l affaissement de la partie supérieure 40 du boîtier et à sa séparation de la partie inférieure 43, comme le montrent bien les Figures 5a et 5b. [0092] Le résultat surprenant du procédé selon l invention est que la ou les lignes de soudure inévitables sont localisées dans une zone où leur inconvénient devient un avantage, et que le reste de la pièce est alors exempt de défaut. [0093] La reproductibilité du comportement du boîtier 27 du projecteur en cas de choc est donc accrue. [0094] La description détaillée précédente concernait un projecteur de véhicule automobile, sans qu il s agisse de la seule application possible. [0095] Le procédé de moulage par injection selon l invention peut en effet être mis en oeuvre dans de nombreux domaines techniques où l on utilise des articles sécables, séparables ou destructibles par un choc [0096] Dans le domaine de l automobile, outre les projecteurs et les feux, on peut également citer les rétroviseurs et les couvercles de sacs gonflables de sécurité comme applications potentielles. [0097] Comme il va de soi l invention ne se limite donc pas aux seuls modes d exécution préférentiels décrits cidessus. Elle embrasse au contraire toutes les variantes possibles de réalisation. [0098] En particulier le nombre et la position des points d injection spécifiés dans les exemples de procédés et produits donnés ne sont pas limitatifs : toute autre configuration qui conduirait à une rhéologie analogue ne sortirait pas du cadre de la présente invention dans la mesure où les caractéristiques de ces procédés et de ces produits résultent des revendications ci-après. Revendications 1. Procédé de moulage par injection d un article en matière plastique (19,27) dont la forme est définie par les parois d un moule (26) muni au moins d un orifice d injection (32,35), ledit article (19,27) devant comporter au moins une zone prédéterminée (23,41) présentant une résistance mécanique inférieure à un seuil prédéterminé selon une direction prédéterminée (AV-AR), caractérisé en ce que, pendant le remplissage de la partie dudit moule (26) définissant ladite zone (23,41), les lignes de flux (24) de ladite matière plastique fondue sont substantiellement perpendiculaires à ladite direction prédéterminée (AV- AR). 2. Procédé de moulage par injection d un article en matière plastique (19,27) selon la revendication 1, caractérisé en ce qu au moins une ligne de soudure (25,39) obtenue par la jonction d au moins deux flux (24) antagonistes de ladite matière plastique fondue est formée dans ladite zone (23,41). 3. Procédé de moulage par injection d un article en matière plastique (19,27) selon la revendication 2, caractérisé en ce que lesdits flux (24) antagonistes sont créés par au moins un insert placé dans ledit moule (26). 4. Procédé de moulage par injection d un article en matière plastique (19,27) selon l une quelconque des revendications 2 ou 3, caractérisé en ce que ledit moule (26) comporte au moins deux orifices d injection (32,35) agencés de part et d autre de ladite zone (23,41). 5. Procédé de moulage par injection d un article en matière plastique (19,27) selon l une quelconque des revendications 1 à 4, caractérisé en ce que lesdites parois présentent au niveau de ladite zone (23,41) un rayon de courbure de faible valeur par rapport à 6
![[0084] Le second flux a envahi une grande partie du moule 26 jusqu à une seconde ligne de front intermédiaire 38 faisant face à la première ligne de front intermédiaire 37.](/docs-images/50/18541292/images/page_6.jpg "[0085] La Figure 4c est une vue instantanée de l écoulement de la matière plastique fondue entre les parois du moule 26 à la fin de l injection.")
7 11 EP A1 12 l épaisseur de ladite zone (23,41), de préférence inférieur au quart de l épaisseur de ladite zone (23,41). 6. Procédé de moulage par injection d un article en matière plastique (19,27) selon l une quelconque des revendications 1 à 5, caractérisé en ce que lesdites parois définissent au moins un élément de renforcement (21,34) au voisinage de ladite zone (23,41). 7. Procédé de moulage par injection d un boîtier (19,27) de projecteur (18) de véhicule automobile, ledit boîtier (19,27) devant présenter une résistance mécanique inférieure à un seuil prédéterminé selon un axe longitudinal (AV-AR), les axes transversaux (D-G) et longitudinaux (AV-AR) dudit boîtier (19,27) étant définis respectivement par les directions transversales et longitudinales dudit véhicule, caractérisé en ce que ledit boîtier (19,27) est formé par au moins un flux (24) de matière plastique fondue dirigé substantiellement selon un axe transversal (D-G) dudit boîtier (19,27). 8. Procédé de moulage par injection d un boîtier (19,27) de projecteur (18) de véhicule automobile selon la revendication 7, caractérisé en ce que ledit boîtier (19,27) est formé par au moins deux flux (24) antagonistes de matière plastique fondue dirigés substantiellement selon un axe transversal (D-G) dudit boîtier et formant une ligne de soudure (25,39) transversale entre la partie inférieure (22,43) et la partie supérieure (20,40) dudit boîtier (19,27). 9. Procédé de moulage par injection d un boîtier (19,27) de projecteur (18) de véhicule automobile selon l une quelconque des revendications 7 ou 8, caractérisé en ce que l on forme dans une zone de transition entre la partie inférieure (22,43) et la partie supérieure (20,40) dudit boîtier (19,27) une surface présentant un rayon de courbure de faible valeur par rapport à l épaisseur de ladite zone, de préférence inférieur au quart de l épaisseur de ladite zone recevoir le bloc optique central inférieur dudit projecteur (18), l avant (AV) et l arrière (AR) dudit boîtier (27) étant définis respectivement par l avant et l arrière dudit véhicule. 12. Article en matière plastique (19,27) moulé par injection et comportant au moins une zone prédéterminée (23,41) présentant une résistance mécanique inférieure à un seuil prédéterminé selon une direction prédéterminée (AV-AR), caractérisé en ce que les chaînes polymériques de ladite matière plastique au niveau de ladite zone (23,41) sont substantiellement perpendiculaires à ladite direction prédéterminée (AV-AR). 13. Article en matière plastique selon la revendication 12, caractérisé en ce qu il comporte au moins un élément de renforcement (21,34) au voisinage de ladite zone (23,41). 14. Article en matière plastique (19,27) selon la revendication 12 ou 13, caractérisé en ce qu il est substantiellement séparable en au moins deux parties (20,22;40,43) de part et d autre de ladite zone (23,41) sous l action d un effort d intensité supérieure audit seuil dirigé selon ladite direction prédéterminée (AV-AR). 15. Projecteur (18) de véhicule automobile comportant un boîtier (19,27) présentant une résistance mécanique inférieure à un seuil prédéterminé selon un axe longitudinal (AV-AR), les axes transversaux (D- G) et longitudinaux (AV-AR) dudit boîtier (19,27) étant définis respectivement par les directions transversales et longitudinales dudit véhicule, caractérisé en ce que les chaînes polymériques de la matière plastique constituant ledit boîtier (19,27) sont substantiellement dirigées selon un axe transversal (D- G) dudit boîtier (19,27).. Procédé de moulage par injection d un boîtier (19,27) de projecteur (18) de véhicule automobile selon l une quelconque des revendications 7 à 9, caractérisé en ce que l on forme dans la partie supérieure (20,40) dudit boîtier des nervures (21,34) de renforcement dirigées selon l axe longitudinal (AV-AR) dudit boîtier (19,27). 11. Procédé de moulage par injection d un boîtier (19,27) de projecteur (18) de véhicule automobile selon l une quelconque des revendications 7 à, caractérisé en ce que ladite matière plastique est injectée, d une part, au niveau de la partie supérieure du bord avant (31) dudit boîtier (27), et, d autre part, à l arrière dudit boîtier (27) au niveau de la partie supérieure du bord de l ouverture (28) destinée à
 de projecteur (18) de véhicule automobile, ledit boîtier (19,27) devant présenter une résistance mécanique inférieure à un seuil prédéterminé")
8 EP A1 8

9 EP A1 9

10 EP A1
11 EP A1 11

12 EP A1 12
13 EP A1 13

14 EP A1 14

15 RÉFÉRENCES CITÉES DANS LA DESCRIPTION EP A1 Cette liste de références citées par le demandeur vise uniquement à aider le lecteur et ne fait pas partie du document de brevet européen. Même si le plus grand soin a été accordé à sa conception, des erreurs ou des omissions ne peuvent être exclues et l OEB décline toute responsabilité à cet égard. Documents brevets cités dans la description FR [0020] DE 1789 [0022] Littérature non-brevet citée dans la description ROBERT A. MALLOY. Plastic Part Design for Injection Molding. Hanser, 1994 [0008] 15

(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
EP 2 063 325 A2 (19) (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22
 (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
TEPZZ 568448A_T EP 2 568 448 A1 (19) (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.
 (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.") (19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
(19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
TEPZZ 6Z85Z5A T EP 2 608 505 A2 (19) (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
(19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
EP 2 071 505 A1 (19) (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25
 (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
TEPZZ 5 5 _9A_T EP 2 535 219 A1 (19) (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
(19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
(51) Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)
 Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)") (19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
(19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
EP 2 533 063 A1 (19) (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50
 (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
EP 2 290 703 A1 (19) (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09
 (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
TEPZZ 65 Z4A_T EP 2 653 204 A1 (19) (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)
 (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)") (19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
(19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
TEPZZ 8758_8A_T EP 2 875 818 A1 (19) (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.
 (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.") (19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
(19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
EP 2 464 068 A1 (19) (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)
 (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
TEPZZ 8 46 5A_T EP 2 824 625 A1 (19) (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
(19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
EP 2 339 758 A1 (19) (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26
 (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
EP 2 326 026 A1 (19) (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21
 (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
EP 2 458 813 A1 (19) (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)
 (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
Informations techniques et questions
 Journée Erasmus Appel à propositions 2015 Informations techniques et questions Catherine Carron et Amanda Crameri Coordinatrices de projet Erasmus Contenu Call solution transitoire 2015 : remarques générales
Journée Erasmus Appel à propositions 2015 Informations techniques et questions Catherine Carron et Amanda Crameri Coordinatrices de projet Erasmus Contenu Call solution transitoire 2015 : remarques générales
EP 2 372 958 A1 (19) (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40
 (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
Paiements transfrontaliers
 Paiements transfrontaliers Transférer rapidement et facilement des fonds à partir de et vers un compte à l étranger Valable à partir du 1 e janvier 2007 Valable à partir du 1 e janvier 2007 La vie actuelle
Paiements transfrontaliers Transférer rapidement et facilement des fonds à partir de et vers un compte à l étranger Valable à partir du 1 e janvier 2007 Valable à partir du 1 e janvier 2007 La vie actuelle
ANNEX 1 ANNEXE RÈGLEMENT DÉLÉGUÉ (UE) N /.. DE LA COMMISSION
 N /.. DE LA COMMISSION") COMMISSION EUROPÉENNE Bruxelles, le 26.11.2014 C(2014) 8734 final ANNEX 1 ANNEXE au RÈGLEMENT DÉLÉGUÉ (UE) N /.. DE LA COMMISSION remplaçant les annexes I et II du règlement (UE) n 1215/2012 du Parlement
COMMISSION EUROPÉENNE Bruxelles, le 26.11.2014 C(2014) 8734 final ANNEX 1 ANNEXE au RÈGLEMENT DÉLÉGUÉ (UE) N /.. DE LA COMMISSION remplaçant les annexes I et II du règlement (UE) n 1215/2012 du Parlement
Notes explicatives concernant le formulaire d opposition
 OFFICE DE L HARMONISATION DANS LE MARCHÉ INTÉRIEUR (OHMI) (marques, dessins et modèles) Notes explicatives concernant le formulaire d opposition 1. Remarques générales 1.1 Utilisation du formulaire Le
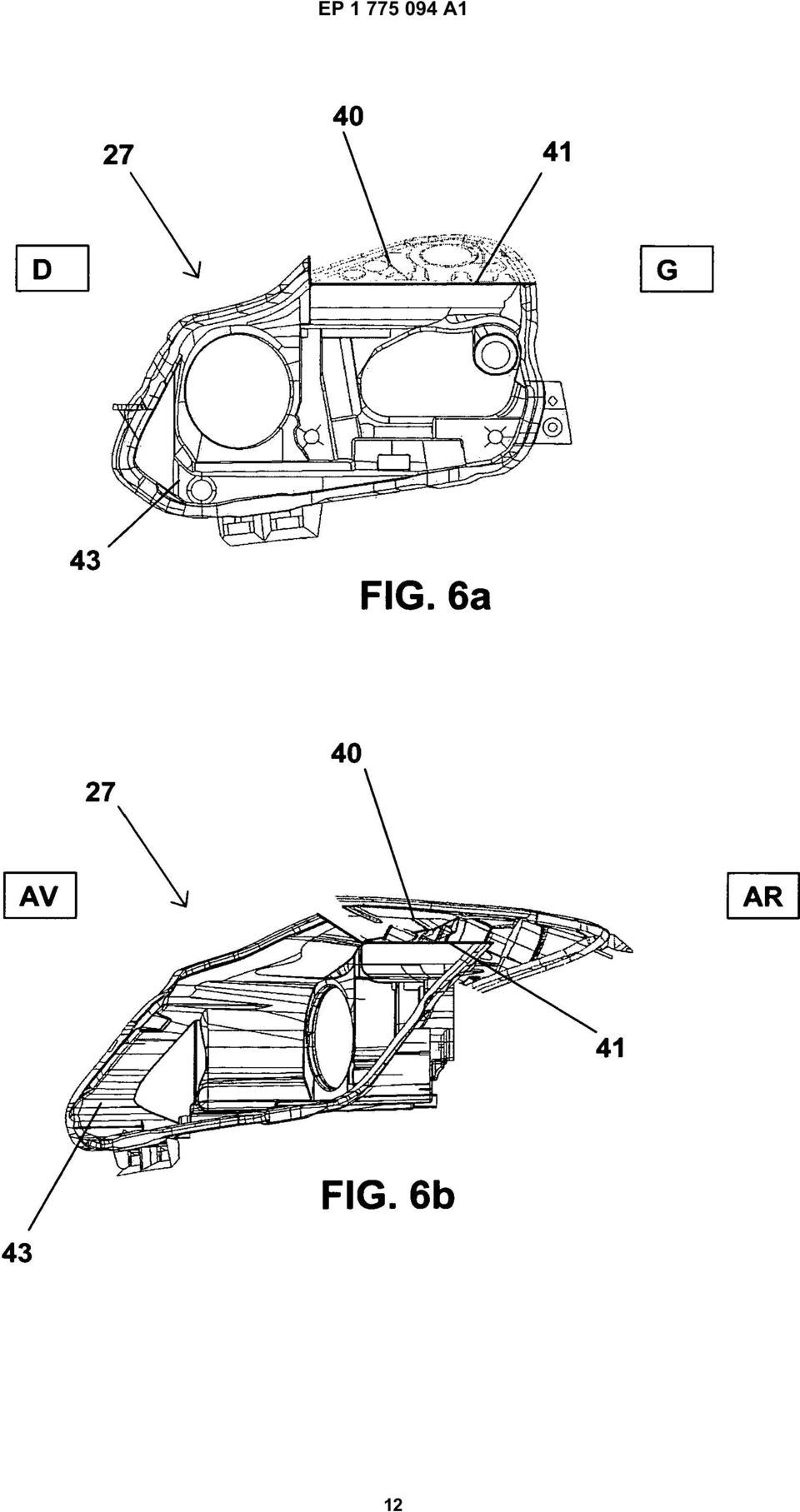
OFFICE DE L HARMONISATION DANS LE MARCHÉ INTÉRIEUR (OHMI) (marques, dessins et modèles) Notes explicatives concernant le formulaire d opposition 1. Remarques générales 1.1 Utilisation du formulaire Le
*EP001039352A1* EP 1 039 352 A1 (19) (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39
 (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
(51) Int Cl.: B60R 25/00 (2013.01)
 Int Cl.: B60R 25/00 (2013.01)") (19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
(19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
COMMENT PAYEZ-VOUS? COMMENT VOUDRIEZ-VOUS PAYER?
 COMMENT PAYEZ-VOUS? COMMENT VOUDRIEZ-VOUS PAYER? 2/09/2008-22/10/2008 329 réponses PARTICIPATION Pays DE - Allemagne 55 (16.7%) PL - Pologne 41 (12.5%) DK - Danemark 20 (6.1%) NL - Pays-Bas 18 (5.5%) BE
COMMENT PAYEZ-VOUS? COMMENT VOUDRIEZ-VOUS PAYER? 2/09/2008-22/10/2008 329 réponses PARTICIPATION Pays DE - Allemagne 55 (16.7%) PL - Pologne 41 (12.5%) DK - Danemark 20 (6.1%) NL - Pays-Bas 18 (5.5%) BE
3) Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)
 Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)") raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
Rank Xerox (UK) Business Services
 Business Services") Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
J ai demandé l asile dans l Union européenne quel pays sera responsable de l analyse de ma demande?
 FR J ai demandé l asile dans l Union européenne quel pays sera responsable de l analyse de ma demande? A Informations sur le règlement de Dublin pour les demandeurs d une protection internationale en vertu
FR J ai demandé l asile dans l Union européenne quel pays sera responsable de l analyse de ma demande? A Informations sur le règlement de Dublin pour les demandeurs d une protection internationale en vertu
Innover à l'ère du numérique : ramener l'europe sur la bonne voie Présentation de J.M. Barroso,
 Innover à l'ère du numérique : ramener l'europe sur la bonne voie Présentation de J.M. Barroso, Président de la Commission européenne, au Conseil européen des 24 et 25 octobre 213 Indice de compétitivité
Innover à l'ère du numérique : ramener l'europe sur la bonne voie Présentation de J.M. Barroso, Président de la Commission européenne, au Conseil européen des 24 et 25 octobre 213 Indice de compétitivité
B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1
 1 B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1 Objectif : Acquérir une expérience professionnelle en réalisant un stage en entreprise de 3 mois à temps plein à l étranger
1 B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1 Objectif : Acquérir une expérience professionnelle en réalisant un stage en entreprise de 3 mois à temps plein à l étranger
Je suis sous procédure Dublin qu est-ce que cela signifie?
 FR Je suis sous procédure Dublin qu est-ce que cela signifie? B Informations pour les demandeurs d une protection internationale dans le cadre d une procédure de Dublin en vertu de l article 4 du Règlement
FR Je suis sous procédure Dublin qu est-ce que cela signifie? B Informations pour les demandeurs d une protection internationale dans le cadre d une procédure de Dublin en vertu de l article 4 du Règlement
Le commerce de détail en Europe : la diversité des tissus commerciaux
 Le commerce de détail en Europe : la diversité des tissus commerciaux Claire de Kermadec* Les habitudes culturelles, la taille et la dynamique des marchés modèlent le paysage du commerce de détail en Europe.
Le commerce de détail en Europe : la diversité des tissus commerciaux Claire de Kermadec* Les habitudes culturelles, la taille et la dynamique des marchés modèlent le paysage du commerce de détail en Europe.
". TY convertisseur statique, et des condensateurs de filtrage.
 curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
Europâisches Patentamt European Patent Office Office européen des brevets. Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
Guide SEPA Paramétrage Experts Solutions SAGE depuis 24 ans
 Guide SEPA Paramétrage Axe Informatique Experts Solutions SAGE depuis 24 ans Installation Paramétrage Développement Formation Support Téléphonique Maintenance SEPA Vérification du paramétrage des applications
Guide SEPA Paramétrage Axe Informatique Experts Solutions SAGE depuis 24 ans Installation Paramétrage Développement Formation Support Téléphonique Maintenance SEPA Vérification du paramétrage des applications
Bundesdruckerei Berlin
 Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Variotec 150/GV. La ferrure. Domaine d'utilisation. Données spécifiques HAWA-Variotec 150/GV. Exemples de construction. Entailles du verre.
 Ferrure en construction modulaire pour portes et cloisons coulissantes élégantes en verre de 70 à 150 kg par vantail et épaisseurs de verre de 10 12,7 mm. La ferrure La ferrure HAWA- a d'exceptionnelles
Ferrure en construction modulaire pour portes et cloisons coulissantes élégantes en verre de 70 à 150 kg par vantail et épaisseurs de verre de 10 12,7 mm. La ferrure La ferrure HAWA- a d'exceptionnelles
*EP001343123A1* EP 1 343 123 A1 (19) (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37
 (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
Le marché de l assurance de protection juridique en Europe. Octobre 2013
 Le marché de l assurance de protection juridique en Europe Octobre 2013 Le marché de l assurance de protection juridique en Europe Octobre 2013 Dans sa dernière publication, RIAD, l Association internationale
Le marché de l assurance de protection juridique en Europe Octobre 2013 Le marché de l assurance de protection juridique en Europe Octobre 2013 Dans sa dernière publication, RIAD, l Association internationale
TEPZZ 699Z A_T EP 2 699 032 A1 (19) (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04W 12/06 (2009.01) H04L 29/06 (2006.
 (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04W 12/06 (2009.01) H04L 29/06 (2006.") (19) TEPZZ 699Z A_T (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.02.14 Bulletin 14/08 (1) Int Cl.: H04W 12/06 (09.01) H04L 29/06 (06.01) (21) Numéro de dépôt: 1004.1
(19) TEPZZ 699Z A_T (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.02.14 Bulletin 14/08 (1) Int Cl.: H04W 12/06 (09.01) H04L 29/06 (06.01) (21) Numéro de dépôt: 1004.1
ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES DEMANDE D ENREGISTREMENT INTERNATIONAL RELEVANT
 MM1(F) ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES DEMANDE D ENREGISTREMENT INTERNATIONAL RELEVANT EXCLUSIVEMENT DE L ARRANGEMENT DE MADRID (Règle 9 du règlement
MM1(F) ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES DEMANDE D ENREGISTREMENT INTERNATIONAL RELEVANT EXCLUSIVEMENT DE L ARRANGEMENT DE MADRID (Règle 9 du règlement
(51) Int Cl.: G09F 27/00 (2006.01)
 Int Cl.: G09F 27/00 (2006.01)") (19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
(19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
e-mail : bcf.courrier@bcf.asso.fr site internet : www.bcf.asso.fr. ASSURANCE FRONTIÈRE --------------------- CAHIER DES CHARGES
 BUREAU CENTRAL FRANÇAIS DES SOCIÉTÉS D ASSURANCES CONTRE LES ACCIDENTS D AUTOMOBILES Adresser toute correspondance : 1, rue Jules Lefebvre 75431 PARIS CEDEX 09 Téléphone : 01 53 21 50 80 Télécopieur :
BUREAU CENTRAL FRANÇAIS DES SOCIÉTÉS D ASSURANCES CONTRE LES ACCIDENTS D AUTOMOBILES Adresser toute correspondance : 1, rue Jules Lefebvre 75431 PARIS CEDEX 09 Téléphone : 01 53 21 50 80 Télécopieur :
Comment devenir référent? Comment le rester?
 Comment devenir référent? Comment le rester? Patrick CHOUTET Service des Maladies infectieuses CHU Bretonneau Tours RICAI décembre 2005 Quels enjeux? autres que le pouvoir Total Outpatient antibiotic use
Comment devenir référent? Comment le rester? Patrick CHOUTET Service des Maladies infectieuses CHU Bretonneau Tours RICAI décembre 2005 Quels enjeux? autres que le pouvoir Total Outpatient antibiotic use
îundesdruokerei Berlin
 Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
Tests d accès pour les concours généraux
 Tests d accès pour les concours généraux EPSO/AD/53-62/06 Administrateurs (AD5) de citoyennetés chypriote, tchèque, estonienne, hongroise, lituanienne, lettone, maltaise, polonaise, slovène, slovaque dans
Tests d accès pour les concours généraux EPSO/AD/53-62/06 Administrateurs (AD5) de citoyennetés chypriote, tchèque, estonienne, hongroise, lituanienne, lettone, maltaise, polonaise, slovène, slovaque dans
Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES DES SOLUTIONS INDIVIDUELLES. 20 Exemples Des solutions individuelles.
 8 DES SOLUTIONS INDIVIDUELLES 20 Exemples Des solutions individuelles Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES Pièces techniques Des solutions individuelles Caissespalettes Bacs pour
8 DES SOLUTIONS INDIVIDUELLES 20 Exemples Des solutions individuelles Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES Pièces techniques Des solutions individuelles Caissespalettes Bacs pour
Jouve, 18, rue Saint-Denis, 75001 PARIS
 19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
Focus sur les structures de l enseignement supérieur en Europe 2004/2005 Évolutions nationales dans le cadre du Processus de Bologne
 ISSN 1830-348X Direction générale de l éducation et de la culture Focus sur les structures de l enseignement supérieur en Europe 2004/2005 Évolutions nationales dans le cadre du Processus de Bologne Commission
ISSN 1830-348X Direction générale de l éducation et de la culture Focus sur les structures de l enseignement supérieur en Europe 2004/2005 Évolutions nationales dans le cadre du Processus de Bologne Commission
Formulaire de Candidature
 Numéro de référence A compléter par les services de l'agence exécutive Formulaire de Candidature Programme Culture (2007-2013) Sous - programme NON APPLICABLE Action Volet 1.2.2 Date limite de soumission
Numéro de référence A compléter par les services de l'agence exécutive Formulaire de Candidature Programme Culture (2007-2013) Sous - programme NON APPLICABLE Action Volet 1.2.2 Date limite de soumission
Office de l harmonisation dans le marché intérieur (OHMI) Indications requises par l OHMI: Référence du déposant/représentant :
 Indications requises par l OHMI: Référence du déposant/représentant :") Office de l harmonisation dans le marché intérieur (OHMI) Réservé pour l OHMI: Date de réception Nombre de pages Demande d enregistrement international relevant exclusivement du protocole de Madrid OHMI-Form
Office de l harmonisation dans le marché intérieur (OHMI) Réservé pour l OHMI: Date de réception Nombre de pages Demande d enregistrement international relevant exclusivement du protocole de Madrid OHMI-Form
(51) Int Cl.: B60H 1/34 (2006.01)
 Int Cl.: B60H 1/34 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 1 30 648 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.11.2006
(19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 1 30 648 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.11.2006
Décrets, arrêtés, circulaires
 Décrets, arrêtés, circulaires TEXTES GÉNÉRAUX MINISTÈRE DES TRANSPORTS, DE L ÉQUIPEMENT, DU TOURISME ET DE LA MER Arrêté du 15 janvier 2007 portant application du décret n o 2006-1658 du 21 décembre 2006
Décrets, arrêtés, circulaires TEXTES GÉNÉRAUX MINISTÈRE DES TRANSPORTS, DE L ÉQUIPEMENT, DU TOURISME ET DE LA MER Arrêté du 15 janvier 2007 portant application du décret n o 2006-1658 du 21 décembre 2006
Délégation Côte d Azur Formation Geslab 203 module dépenses 1
 Délégation Côte d Azur Formation Geslab 203 module dépenses 1 Déroulement de la journée Tiers Recherches et Couguar Créations et particularités Demandes d achats Principes et création Commandes Informations
Délégation Côte d Azur Formation Geslab 203 module dépenses 1 Déroulement de la journée Tiers Recherches et Couguar Créations et particularités Demandes d achats Principes et création Commandes Informations
COMITÉ ADMINISTRATIF ET JURIDIQUE. Quarante-huitième session Genève, 20 et 21 octobre 2003
 ORIGINAL : anglais DATE : 18 juillet 2003 F UNION INTERNATIONALE POUR LA PROTECTION DES OBTENTIONS VÉGÉTALES GENÈVE COMITÉ ADMINISTRATIF ET JURIDIQUE Quarante-huitième session Genève, 20 et 21 octobre
ORIGINAL : anglais DATE : 18 juillet 2003 F UNION INTERNATIONALE POUR LA PROTECTION DES OBTENTIONS VÉGÉTALES GENÈVE COMITÉ ADMINISTRATIF ET JURIDIQUE Quarante-huitième session Genève, 20 et 21 octobre
La réglementation Mardi de la DGPR. sur les produits biocides 05/04/2011
 La réglementation r Mardi de la DGPR 05/04/2011 sur les produits biocides Direction générale de la prévention des risques Service de la prévention des nuisances et de la qualité de l environnement Département
La réglementation r Mardi de la DGPR 05/04/2011 sur les produits biocides Direction générale de la prévention des risques Service de la prévention des nuisances et de la qualité de l environnement Département
Les actions internationales pour l enseignement supérieur Un objectif de coopération internationale entre pays programmes et partenaires
 Les actions internationales pour l enseignement supérieur Un objectif de coopération internationale entre pays programmes et partenaires Pays programmes Pays membres de l UE Autres pays programmes : Iceland,
Les actions internationales pour l enseignement supérieur Un objectif de coopération internationale entre pays programmes et partenaires Pays programmes Pays membres de l UE Autres pays programmes : Iceland,
Les enfants ayant besoin d une protection internationale
 FR Les enfants ayant besoin d une protection internationale Informations destinées aux enfants non accompagnés qui introduisent une demande de protection internationale conformément à l article 4 du Règlement
FR Les enfants ayant besoin d une protection internationale Informations destinées aux enfants non accompagnés qui introduisent une demande de protection internationale conformément à l article 4 du Règlement
0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
LES EUROPEENS ET LES LANGUES
 Eurobaromètre Commission européenne LES EUROPEENS ET LES LANGUES Terrain : Mai Juin 2005 Publication : Septembre 2005 Eurobaromètre Spécial 237-Vague 63.4 TNS Opinion & Social Sondage commandité et coordonné
Eurobaromètre Commission européenne LES EUROPEENS ET LES LANGUES Terrain : Mai Juin 2005 Publication : Septembre 2005 Eurobaromètre Spécial 237-Vague 63.4 TNS Opinion & Social Sondage commandité et coordonné
Le Concept de Sécurité Intégrale. Mercedes-Benz Autobus/Autocar
 Le Concept de Sécurité Intégrale Mercedes-Benz Autobus/Autocar Le sens des responsabilités. Vous pensez que la sécurité doit faire l objet d une priorité absolue dans les autobus/autocars? Chez Mercedes-Benz,
Le Concept de Sécurité Intégrale Mercedes-Benz Autobus/Autocar Le sens des responsabilités. Vous pensez que la sécurité doit faire l objet d une priorité absolue dans les autobus/autocars? Chez Mercedes-Benz,
EP 2 150 090 A1 (19) (11) EP 2 150 090 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 03.02.2010 Bulletin 2010/05
 (11) EP 2 150 090 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 03.02.2010 Bulletin 2010/05") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 0 090 A1 (43) Date de publication: 03.02. Bulletin /0 (1) Int Cl.: H04W 88/08 (09.01) (21) Numéro de dépôt: 092908.0 (22) Date de dépôt: 24.07.09 (84) Etats
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 0 090 A1 (43) Date de publication: 03.02. Bulletin /0 (1) Int Cl.: H04W 88/08 (09.01) (21) Numéro de dépôt: 092908.0 (22) Date de dépôt: 24.07.09 (84) Etats
BMW Service. BMW Service. BMW Mobile Care. La garantie de mobilité BMW valable dans toute l'europe. Assistance même en situations extrêmes.
 12 BMW Service Comment procéder en cas de panne. Toujours en cas de panne, prenez contact d'abord avec le service d'assistance, en téléphonant : De l'intérieur : au 0844 85 75 75 De l'étranger : au +41
12 BMW Service Comment procéder en cas de panne. Toujours en cas de panne, prenez contact d'abord avec le service d'assistance, en téléphonant : De l'intérieur : au 0844 85 75 75 De l'étranger : au +41
Français. HearPlus. 313ci
 HearPlus 313ci 1 2 3 4 5 6 7 8 9 Français 1. Prise de ligne téléphonique 2. Languette de support du combiné 3. Clavier 4. Prise du cordon du combiné 5. Volume du combiné 6. Touche R 7. Amplification du
HearPlus 313ci 1 2 3 4 5 6 7 8 9 Français 1. Prise de ligne téléphonique 2. Languette de support du combiné 3. Clavier 4. Prise du cordon du combiné 5. Volume du combiné 6. Touche R 7. Amplification du
DEMANDE DE BREVET EUROPEEN. PLASSERAUD 84, rue d'amsterdam, F-75009 Paris (FR)
") Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
ANNEXE VI CONTRAT FINANCIER ERASMUS MOBILITE 2013-2014 REGLES GENERALES D UTILISATION DES FONDS ERASMUS : EXTRAIT
 ANNEXE VI CONTRAT FINANCIER ERASMUS MOBILITE 2013-2014 REGLES GENERALES D UTILISATION DES FONDS ERASMUS : EXTRAIT 4. LISTE DES PAYS PARTICIPANTS Pays membres de l Union européenne Pays ALLEMAGNE AUTRICHE
ANNEXE VI CONTRAT FINANCIER ERASMUS MOBILITE 2013-2014 REGLES GENERALES D UTILISATION DES FONDS ERASMUS : EXTRAIT 4. LISTE DES PAYS PARTICIPANTS Pays membres de l Union européenne Pays ALLEMAGNE AUTRICHE
Commission Européenne. Deuxième édition du tableau de bord des marchés de consommation
 Commission Européenne Deuxième édition du tableau de bord des marchés de consommation Ni la Commission ni aucune personne agissant au nom de la Commission n est responsable de l usage qui pourrait être
Commission Européenne Deuxième édition du tableau de bord des marchés de consommation Ni la Commission ni aucune personne agissant au nom de la Commission n est responsable de l usage qui pourrait être
Canada-Inde Profil et perspective
 Canada-Inde Profil et perspective Mars 2009 0 L Inde et le Canada : un bref profil Vancouver Calgary Montréal Toronto INDE 3 287 263 km² 1,12 milliard 1 181 milliards $US 1 051 $US Source : Fiche d information
Canada-Inde Profil et perspective Mars 2009 0 L Inde et le Canada : un bref profil Vancouver Calgary Montréal Toronto INDE 3 287 263 km² 1,12 milliard 1 181 milliards $US 1 051 $US Source : Fiche d information
Sécurité des patients et qualité des soins de santé Rapport
 Eurobaromètre spécial Commission européenne Sécurité des patients et qualité des soins de santé Rapport Terrain : septembre - octobre 2009 Publication : avril 2010 Eurobaromètre 327 / Vague TNS Opinion
Eurobaromètre spécial Commission européenne Sécurité des patients et qualité des soins de santé Rapport Terrain : septembre - octobre 2009 Publication : avril 2010 Eurobaromètre 327 / Vague TNS Opinion
Stratégie pour l égalité entre les femmes et les hommes
 Stratégie pour l égalité entre les femmes et les hommes 2010-2015 Commission européenne Stratégie pour l égalité entre les femmes et les hommes 2010-2015 Commission européenne Stratégie adoptée en septembre
Stratégie pour l égalité entre les femmes et les hommes 2010-2015 Commission européenne Stratégie pour l égalité entre les femmes et les hommes 2010-2015 Commission européenne Stratégie adoptée en septembre
ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES RENOUVELLEMENT DE L ENREGISTREMENT INTERNATIONAL
 MM11(F) ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES RENOUVELLEMENT DE L ENREGISTREMENT INTERNATIONAL (Règle 30 du règlement d exécution commun) IMPORTANT 1.
MM11(F) ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES RENOUVELLEMENT DE L ENREGISTREMENT INTERNATIONAL (Règle 30 du règlement d exécution commun) IMPORTANT 1.
GLOSSAIRE DU BÉTON ARMÉ
 GLOSSAIRE DU BÉTON ARMÉ Accessoires Articles, à l'exception des barres d'armature; par exemple, les supports de barre. Adhérence Force de liaison entre l'acier d'armature et le béton. Armature en cisaillement
GLOSSAIRE DU BÉTON ARMÉ Accessoires Articles, à l'exception des barres d'armature; par exemple, les supports de barre. Adhérence Force de liaison entre l'acier d'armature et le béton. Armature en cisaillement
FICHE TECHNIQUE. Domaines d applications. Stockage / Mise en oeuvre. Caractéristiques physiques et techniques STOCKAGE MISE EN OEUVRE
 FICHE TECHNIQUE PLANS DE TRAVAIL EGGER EUROSPAN Les plans de travail EGGER EUROSPAN se composent d un panneau support EUROSPAN à faible émission de formaldéhyde E1 et d un stratifié décoratif plaqué uniformément
FICHE TECHNIQUE PLANS DE TRAVAIL EGGER EUROSPAN Les plans de travail EGGER EUROSPAN se composent d un panneau support EUROSPAN à faible émission de formaldéhyde E1 et d un stratifié décoratif plaqué uniformément
Leica DISTO A2. The original laser distance meter
 Leica DISTO A2 The original laser distance meter Manuel d'utilisation Français Nous vous félicitons pour l'achat de votre Leica DISTO. Vous trouverez les consignes de sécurité dans la brochure en annexe.
Leica DISTO A2 The original laser distance meter Manuel d'utilisation Français Nous vous félicitons pour l'achat de votre Leica DISTO. Vous trouverez les consignes de sécurité dans la brochure en annexe.
Serrures de porte et composants de retenue de porte
 DOCUMENT DE NORMES TECHNIQUES N o 206, Révision 2R Serrures de porte et composants de retenue de porte Le texte du présent document repose sur la Federal Motor Vehicle Safety Standard No. 206, Door Locks
DOCUMENT DE NORMES TECHNIQUES N o 206, Révision 2R Serrures de porte et composants de retenue de porte Le texte du présent document repose sur la Federal Motor Vehicle Safety Standard No. 206, Door Locks
TM1000 Bedienungsanleitung. TM1000 Guide de l utilisateur. TM1000 Guida per l utente
 TM1000 User Guide TM1000 Bedienungsanleitung TM1000 Guide de l utilisateur TM1000 Guida per l utente REMARQUE Toutes les instructions, garanties et autres documents de garantie sont sujets à la seule discrétion
TM1000 User Guide TM1000 Bedienungsanleitung TM1000 Guide de l utilisateur TM1000 Guida per l utente REMARQUE Toutes les instructions, garanties et autres documents de garantie sont sujets à la seule discrétion
Plateformes de travail élévatrices et portatives
 B354.1-04 Plateformes de travail élévatrices et portatives Plate-forme élévatrice de type 1 à déplacement manuel Plate-forme élévatrice de type 2 remorquable Édition française publiée en août 2004 par
B354.1-04 Plateformes de travail élévatrices et portatives Plate-forme élévatrice de type 1 à déplacement manuel Plate-forme élévatrice de type 2 remorquable Édition française publiée en août 2004 par
CLEANassist Emballage
 Emballage Dans la zone d emballage, il est important de vérifier exactement l état et la fonctionnalité des instruments, car ce sont les conditions fondamentales pour la réussite d une opération. Il est
Emballage Dans la zone d emballage, il est important de vérifier exactement l état et la fonctionnalité des instruments, car ce sont les conditions fondamentales pour la réussite d une opération. Il est
Les mesures à l'inclinomètre
 NOTES TECHNIQUES Les mesures à l'inclinomètre Gérard BIGOT Secrétaire de la commission de Normalisation sols : reconnaissance et essais (CNSRE) Laboratoire régional des Ponts et Chaussées de l'est parisien
NOTES TECHNIQUES Les mesures à l'inclinomètre Gérard BIGOT Secrétaire de la commission de Normalisation sols : reconnaissance et essais (CNSRE) Laboratoire régional des Ponts et Chaussées de l'est parisien
Les obstacles au marché intérieur du point de vue des citoyens
 Eurobaromètre études qualitatives Les obstacles au marché intérieur du point de vue des citoyens Rapport complet Commission européenne Les obstacles au marché intérieur du point de vue des citoyens Rapport
Eurobaromètre études qualitatives Les obstacles au marché intérieur du point de vue des citoyens Rapport complet Commission européenne Les obstacles au marché intérieur du point de vue des citoyens Rapport
Analyse comparative du. temps d'instruction. dans l'enseignement obligatoire à temps plein en Europe 2013/2014. Rapport Eurydice
 Analyse comparative du temps d'instruction dans l'enseignement obligatoire à temps plein en Europe 2013/2014 Rapport Eurydice Éducation et formation Analyse comparative du temps d'instruction dans l'enseignement
Analyse comparative du temps d'instruction dans l'enseignement obligatoire à temps plein en Europe 2013/2014 Rapport Eurydice Éducation et formation Analyse comparative du temps d'instruction dans l'enseignement
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE
 ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
NOTICE D'UTILISATION POUR TIROIRS-CAISSES À OUVERTURE PAR PRESSION TIROIRS-CAISSES ENCASTRÉS CAISSES SOUS COMPTOIR CAISSES SUR COMPTOIR
 NOTICE D'UTILISATION POUR TIROIRS-CAISSES À OUVERTURE PAR PRESSION TIROIRS-CAISSES ENCASTRÉS CAISSES SOUS COMPTOIR CAISSES SUR COMPTOIR Copyright 2002 Mogler-Kassen GmbH, Rappenau Printed in Germany Tous
NOTICE D'UTILISATION POUR TIROIRS-CAISSES À OUVERTURE PAR PRESSION TIROIRS-CAISSES ENCASTRÉS CAISSES SOUS COMPTOIR CAISSES SUR COMPTOIR Copyright 2002 Mogler-Kassen GmbH, Rappenau Printed in Germany Tous
Quitter la Suisse. Quitter la Suisse
 Quitter la Suisse et se rendre dans un Etat membre de l Union européenne (UE) ou de l Association européenne de libre-échange (AELE) Quitter la Suisse et se rendre dans un Etat membre de l Union européenne
Quitter la Suisse et se rendre dans un Etat membre de l Union européenne (UE) ou de l Association européenne de libre-échange (AELE) Quitter la Suisse et se rendre dans un Etat membre de l Union européenne
HUMAIN SIMPLE LYON. ACCeSSIBLE FACILE. aménager A TOUS ACCUEILLANT. www.lyon.fr. Janvier 2009. Les clés de la réglementation
 Janvier 2009 SIMPLE HUMAIN aménager ACCUEILLANT LYON FACILE A TOUS ACCeSSIBLE DIRECTION DU DÉVELOPPEMENT TERRITORIAL ACCESSIBILITE LOGEMENT COLLECTIF Les clés de la réglementation www.lyon.fr Nos enjeux
Janvier 2009 SIMPLE HUMAIN aménager ACCUEILLANT LYON FACILE A TOUS ACCeSSIBLE DIRECTION DU DÉVELOPPEMENT TERRITORIAL ACCESSIBILITE LOGEMENT COLLECTIF Les clés de la réglementation www.lyon.fr Nos enjeux
RÈGLEMENTS INTÉRIEURS ET DE PROCÉDURE
 L 82/56 2.6.204 RÈGLEMENTS INTÉRIEURS ET DE PROCÉDURE RÈGLEMENT INTÉRIEUR DU CONSEIL DE SURVEILLANCE PRUDENTIELLE DE LA BANQUE CENTRALE EUROPÉENNE LE CONSEIL DE SURVEILLANCE PRUDENTIELLE DE LA BANQUE CENTRALE
L 82/56 2.6.204 RÈGLEMENTS INTÉRIEURS ET DE PROCÉDURE RÈGLEMENT INTÉRIEUR DU CONSEIL DE SURVEILLANCE PRUDENTIELLE DE LA BANQUE CENTRALE EUROPÉENNE LE CONSEIL DE SURVEILLANCE PRUDENTIELLE DE LA BANQUE CENTRALE
Centreur fin cylindrique pour la fabrication de moules. Le développement
 Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
Monitoring et suivi du comportement des chaussées
 Monitoring et suivi du comportement des chaussées Pierre Hornych Juliette Blanc IFSTTAR - LAMES 1/xx MONITORING ET SUIVI DU COMPORTEMENT DES CHAUSSÉES DÉVELOPPEMENTS RÉCENTS ET PERSPECTIVES Introduction
Monitoring et suivi du comportement des chaussées Pierre Hornych Juliette Blanc IFSTTAR - LAMES 1/xx MONITORING ET SUIVI DU COMPORTEMENT DES CHAUSSÉES DÉVELOPPEMENTS RÉCENTS ET PERSPECTIVES Introduction
TEPZZ_9 94 5B_T EP 1 929 425 B1 (19) (11) EP 1 929 425 B1 (12) FASCICULE DE BREVET EUROPEEN
 (11) EP 1 929 425 B1 (12) FASCICULE DE BREVET EUROPEEN") (19) TEPZZ_9 94 B_T (11) EP 1 929 42 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 0.11.14 Bulletin 14/4 (21) Numéro de dépôt: 0679781.1 (22) Date
(19) TEPZZ_9 94 B_T (11) EP 1 929 42 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 0.11.14 Bulletin 14/4 (21) Numéro de dépôt: 0679781.1 (22) Date
ÉTUDE DE L EFFICACITÉ DE GÉOGRILLES POUR PRÉVENIR L EFFONDREMENT LOCAL D UNE CHAUSSÉE
 ÉTUDE DE L EFFICACITÉ DE GÉOGRILLES POUR PRÉVENIR L EFFONDREMENT LOCAL D UNE CHAUSSÉE ANALYSIS OF THE EFFICIENCY OF GEOGRIDS TO PREVENT A LOCAL COLLAPSE OF A ROAD Céline BOURDEAU et Daniel BILLAUX Itasca
ÉTUDE DE L EFFICACITÉ DE GÉOGRILLES POUR PRÉVENIR L EFFONDREMENT LOCAL D UNE CHAUSSÉE ANALYSIS OF THE EFFICIENCY OF GEOGRIDS TO PREVENT A LOCAL COLLAPSE OF A ROAD Céline BOURDEAU et Daniel BILLAUX Itasca
Colonnes de signalisation
 COLONNES LUMINEUSES Ø 7 5 Ø 7 compactes à diodes Avantages : Solution complète prête à être raccordée Faible hauteur de montage Durée de vie des diodes extrêmement longue (au moins 70.000 h) et donc pratiquement
COLONNES LUMINEUSES Ø 7 5 Ø 7 compactes à diodes Avantages : Solution complète prête à être raccordée Faible hauteur de montage Durée de vie des diodes extrêmement longue (au moins 70.000 h) et donc pratiquement
La plaque composite nora Lunatec combi
 Une association remarquable : La plaque composite nora Lunatec combi pour la fabrication efficace de semelles plantaires et de semelles orthopédiques Présentation du produit Lunatec combi 1 4 nora Lunatec
Une association remarquable : La plaque composite nora Lunatec combi pour la fabrication efficace de semelles plantaires et de semelles orthopédiques Présentation du produit Lunatec combi 1 4 nora Lunatec
RAPPORT DE CLASSEMENT. RAPPORT DE CLASSEMENT n EFR-14-002348
 Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
Informations techniques
 Informations techniques Force développée par un vérin Ø du cylindre (mm) Ø de la tige (mm) 12 6 16 6 20 8 25 10 32 12 40 16 50 20 63 20 80 25 100 25 125 32 160 40 200 40 250 50 320 63 ction Surface utile
Informations techniques Force développée par un vérin Ø du cylindre (mm) Ø de la tige (mm) 12 6 16 6 20 8 25 10 32 12 40 16 50 20 63 20 80 25 100 25 125 32 160 40 200 40 250 50 320 63 ction Surface utile
Notice d utilisation pour la table de cuisson à gaz VAL TGV 5 NWC CODE : 936954
 Notice d utilisation pour la table de cuisson à gaz VAL TGV 5 NWC CODE : 936954 V2.0 082013 Sommaire Informations importantes 2 Caractéristiques de la table de cuisson à gaz 2 Avertissements importants
Notice d utilisation pour la table de cuisson à gaz VAL TGV 5 NWC CODE : 936954 V2.0 082013 Sommaire Informations importantes 2 Caractéristiques de la table de cuisson à gaz 2 Avertissements importants
INSTRUCTIONS DE MONTAGE CIVIK ZINK
 Français INSTRUCTIONS DE MONTAGE CIVIK ZINK CIVIK ZINK - www.arke.ws Avant de commencer le montage, il faut déballer tous les éléments de l escalier. Il faut les poser sur une grande surface et vérifier
Français INSTRUCTIONS DE MONTAGE CIVIK ZINK CIVIK ZINK - www.arke.ws Avant de commencer le montage, il faut déballer tous les éléments de l escalier. Il faut les poser sur une grande surface et vérifier
DEMANDE DE BREVET EUROPEEN
 Patentamt JEuropâisches European Patent Office Office européen des brevets (g) Numéro de publication : 0 458 661 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt : 91400889.1 mt Cl.5: A61K 31/415, C07D
Patentamt JEuropâisches European Patent Office Office européen des brevets (g) Numéro de publication : 0 458 661 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt : 91400889.1 mt Cl.5: A61K 31/415, C07D
Machine engineering. MACHINES HORIZONTALES A DECOUPER LES CONTOURS OFS 222 OFS-HE 3 OFS-H TWINCUT FSM I
 Machine engineering. MACHINES HORIZONTALES A DECOUPER LES CONTOURS OFS 222 OFS-HE 3 OFS-H TWINCUT FSM I SOLUTIONS SUR MESURE : FIABILITE, PRECISION ET RENTABILITE. TABLE DES MATIERES 4-5 ofs 222 6-7 Données
Machine engineering. MACHINES HORIZONTALES A DECOUPER LES CONTOURS OFS 222 OFS-HE 3 OFS-H TWINCUT FSM I SOLUTIONS SUR MESURE : FIABILITE, PRECISION ET RENTABILITE. TABLE DES MATIERES 4-5 ofs 222 6-7 Données
MANUEL D INSTALLATION ET DE MISE EN SERVICE SOMMAIRE. Fonction. Avertissements Gamme de produits Caractéristiques techniques
 8/FR www.caleffi.com Groupes de transfert pour installations solaires Copyright Caleffi Séries 8 9 MANUEL D INSTALLATION ET DE MISE EN SERVICE SOMMAIRE Fonction Avertissements Gamme de produits Caractéristiques
8/FR www.caleffi.com Groupes de transfert pour installations solaires Copyright Caleffi Séries 8 9 MANUEL D INSTALLATION ET DE MISE EN SERVICE SOMMAIRE Fonction Avertissements Gamme de produits Caractéristiques
10. Instruments optiques et Microscopes Photomètre/Cuve
 0. Instruments s et Microscopes GENERAL CATALOGUE 00/ Cuve à usage unique pour spectrophotomètre Cuve jetable, moulée en et en pour UV. Avec parois traitées Kartell ment pour une transparence optimale
0. Instruments s et Microscopes GENERAL CATALOGUE 00/ Cuve à usage unique pour spectrophotomètre Cuve jetable, moulée en et en pour UV. Avec parois traitées Kartell ment pour une transparence optimale