(51) Int Cl.: B22C 7/02 ( ) B22C 9/04 ( ) B22C 9/10 ( ) B22D 25/00 ( ) C22C 1/08 ( )
|
|
|
- Victor Cloutier
- il y a 8 ans
- Total affichages :
Transcription
1 (19) TEPZZ 7_4 Z B_T (11) EP B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: Bulletin 201/28 (21) Numéro de dépôt: (22) Date de dépôt: (1) Int Cl.: B22C 7/02 ( ) B22C 9/04 ( ) B22C 9/ ( ) B22D 2/00 ( ) C22C 1/08 ( ) (86) Numéro de dépôt international: PCT/FR2012/ (87) Numéro de publication internationale: WO 2012/16027 ( Gazette 2012/48) (4) PROCEDE DE FABRICATION D UNE MOUSSE. METALLIQUE MUNIE DE CONDUITS ET MOUSSE METALLIQUE AINSI OBTENUE VERFAHREN ZUR HERSTELLUNG EINES METALLSCHAUMS MIT KANÄLEN UND RESULTIERENDER METALLSCHAUM METHOD FOR MANUFACTURING A METAL FOAM PROVIDED WITH CHANNELS AND RESULTING METAL FOAM (84) Etats contractants désignés: AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR (30) Priorité: FR 116 (43) Date de publication de la demande: Bulletin 2014/1 (73) Titulaire: Filtrauto SA Guyancourt (FR) (72) Inventeur: POGGI Frédéric Mesnil-Clinchamps (FR) (74) Mandataire: Célanie, Christian Cabinet Célanie Avenue de Saint Cloud B.P Versailles Cedex (FR) (6) Documents cités: EP-A EP-B WO-A1-03/03122 FR-A US-A US-A EP B1 Il est rappelé que: Dans un délai de neuf mois à compter de la publication de la mention de la délivrance du brevet européen au Bulletin européen des brevets, toute personne peut faire opposition à ce brevet auprès de l'office européen des brevets, conformément au règlement d'exécution. L'opposition n'est réputée formée qu'après le paiement de la taxe d'opposition. (Art. 99(1) Convention sur le brevet européen). Printed by Jouve, 7001 PARIS (FR)

2 1 EP B1 2 Description [0001] Le secteur technique de la présente invention est celui de la fabrication des mousses métalliques incorporant des conduits débouchant de part et d autre. [0002] Ces mousses métalliques peuvent être utilisées en particulier dans les échangeurs thermiques pour dissiper ou diffuser la chaleur. Toutefois, il s avère important de disposer un ou plusieurs conduits traversant de part en part la mousse métallique afin réaliser des échangeurs plus complexes permettant la circulation d un second fluide au sein de l échangeur ou afin de réalise des passages préférentiels (connus sous la dénomination de «Bypass»). [0003] On a déjà proposé de réaliser un ou des conduits à l intérieur d une mousse métallique. Ainsi, le document US-2009/00820 propose de perforer la mousse afin d y introduire un tube soit en forçant soit en prévoyant un brasage après introduction du tube pour le solidariser avec la mousse. On comprend que cette manière de faire implique d abord la fabrication de la mousse métallique, puis son percement et enfin la mise en place du tube de manière solidaire avec la mousse. La tenue du tube dans la mousse est obtenue selon ce document de diverses manières, par exemple par brasage, par compression de la mousse sur le tube, par un ajustement serré du tube, etc... Enfin, on comprend que ce système ne permet l insertion que de tubes rectilignes. [0004] Le brevet EP décrit un procédé de réalisation de conduits dans une mousse métallique selon lequel on insère les tubes métalliques préalablement dans la préforme avant la coulée de l aluminium ou de l alliage d aluminium en fusion ou bien après la coulée. Ce système prévoit donc l insertion d un tube préformé. [000] La technologie des mousses métalliques est bien connue et on peut se reporter aux brevets EP , US et EP qui préconisent la fabrication d une préforme sous forme de granules à partir d un sel, tel le chlorure de sodium. Après, remplissage de l espace libre entre les granules à l aide d un métal fondu, le sel est dissous pour récupérer la mousse métallique. [0006] Quel que soit le procédé employé pour l obtention d un conduit au sein d une mousse métallique, on se heurte à une conductivité dégradée au niveau de la liaison entre le tube et le milieu poreux de la mousse. De plus, au cours du temps, la ténue mécanique entre le tube et la mousse formant deux parties s altère. Enfin, il est à ce jour impossible de former le conduit et la mousse métallique en une seule étape et avec le même matériau. [0007] Le but de la présente invention est de fournir une mousse métallique incorporant un tube traversant obtenu pendant la fabrication même de la mousse. [0008] La fabrication de la mousse s effectue de façon classique à partir d une préforme de granules comme décrit par exemple dans le document ci-après cité. [0009] En effet, le brevet EP décrit une méthode particulièrement intéressante en proposant de fabriquer une préforme avec des granules à base de farine de grains. On réalise alors une cuisson de cette préforme avant le coulage du métal afin de détruire les chaînes carbonées des granules. Ce brevet prévoit donc d abord la fabrication d une pâte constituée de farine, de chlorure de sodium et d eau. A partir de cette pâte, on prépare des granules qui sont utilisées ensuite pour fabriquer la préforme. [00] L invention a donc pour objet un procédé de fabrication d une mousse métallique munie d au moins un conduit et destinée notamment à la fabrication d échangeur thermique à partir d une préforme de billes, caractérisé en ce qu on dispose dans un moule de fonderie un noyau constitué d une âme et d un enrobage en matériau fusible à basse température, puis on dispose la préforme autour du noyau en réalisant un contact intime avec ce noyau, puis on provoque par chauffage l élimination du matériau fusible à basse température, puis on coule la masse métallique en fusion dans le moule pour remplir les espaces libres entre les billes et entre les billes et l âme et on élimine enfin les billes. [0011] Selon une réalisation particulière, le conduit est constitué, après coulage de la masse métallique, par la masse métallique remplaçant l enrobage de cire. [0012] Selon une autre réalisation particulière, l âme du noyau est constituée par de la céramique, de l acier, du sable, d un matériau soluble ou d un matériau identique à celui constituant la préforme. [0013] Selon encore une autre réalisation, le noyau est constitué de trois éléments, un premier élément constitué par l âme en céramique, acier ou sable, un second élément constitué par une couche périphérique de matériau réfractaire et un troisième élément constitué par un enrobage de matériau fusible à basse température. [0014] Selon encore une autre réalisation, le noyau est constitué de quatre éléments, un premier élément constitué par l âme en céramique, en acier ou en sable, un second élément constitué par une couche périphérique d un matériau réfractaire, un troisième élément constitué par une couche d un matériau céramique et une quatrième couche constituée par l enrobage de matériau fusible à basse température. [001] Selon encore une autre réalisation, le noyau est rectiligne. [0016] Selon encore une autre réalisation, le noyau est muni de courbures. [0017] Selon encore une autre réalisation, l âme est tubulaire. [0018] Selon encore une autre réalisation, le matériau fusible à basse température est une cire. [0019] Selon encore une autre réalisation, l enrobage comporte au niveau de sa surface interne des protubérances continues ou discontinues. [0020] L invention concerne également la mousse métallique obtenue suivant le procédé selon l invention en étant munie d au moins un conduit. [0021] Avantageusement, le conduit est de forme tubulaire rectiligne ou courbe. 2
.")
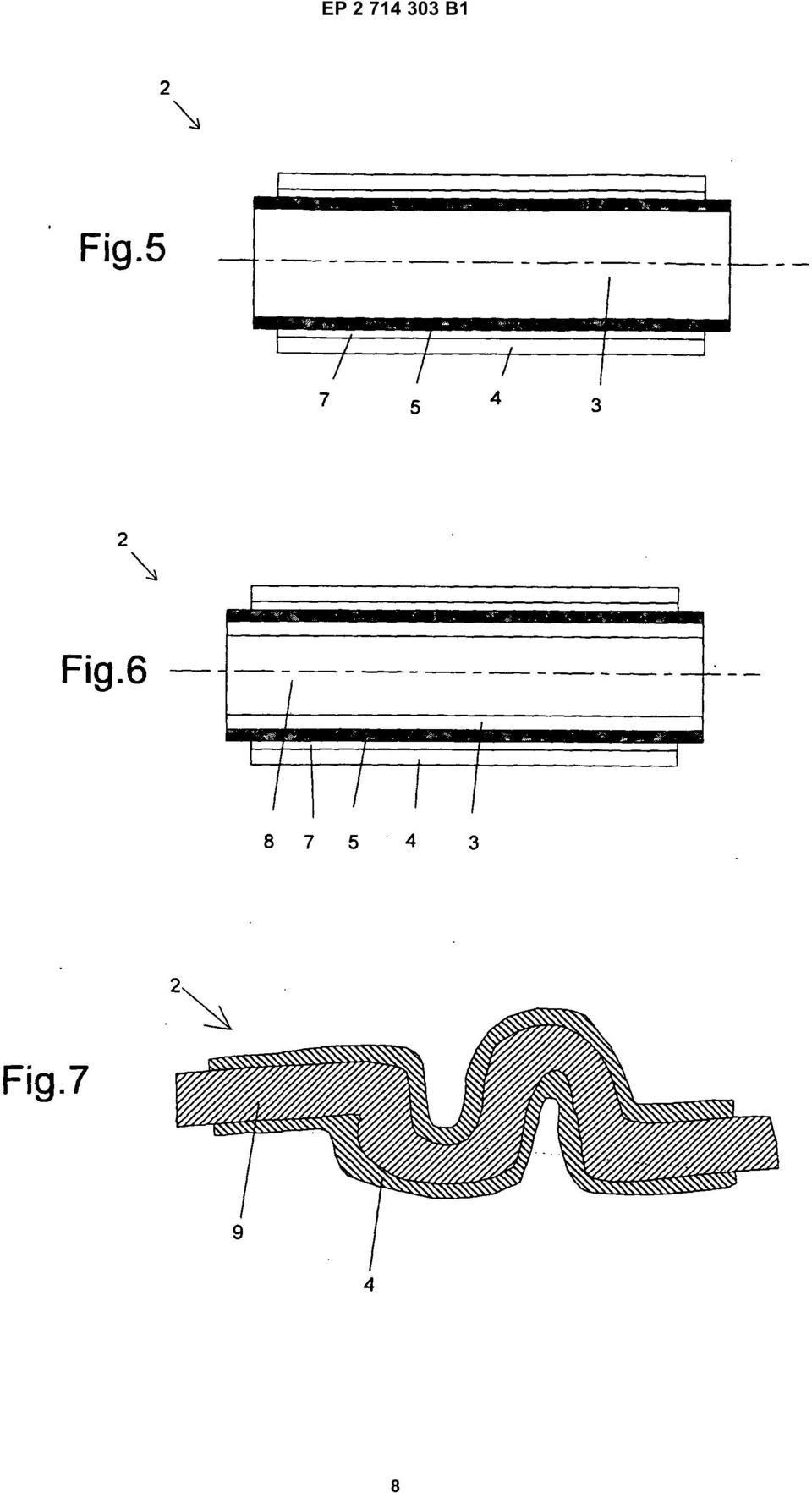
3 3 EP B1 4 [0022] Avantageusement encore, le conduit et la mousse sont à base d aluminium ou d un alliage d aluminium. [0023] Un tout premier avantage de la présente invention réside dans l obtention d une mousse incorporant un conduit de même nature que la mousse métallique ellemême. [0024] Un autre avantage de l invention réside dans l obtention pour la première fois et de manière simultanée de la mousse métallique et du ou des conduits. [002] Un autre avantage de l invention réside dans le fait d obtenir un conduit de n importe quelle forme, par exemple rectiligne, courbe, ou autres. [0026] Un autre avantage encore de l invention dans l absence d interaction néfaste entre le conduit et la mousse métallique. [0027] Un autre avantage encore de l invention réside dans l élimination de tout problème de tenue mécanique ou de conductivité thermique entre le ou les conduits et la mousse métallique. [0028] D autres caractéristiques, avantages et détails de l invention seront mieux compris à la lecture du complément de description qui va suivre de modes de réalisation donnés à titre d exemple en relation avec des dessins sur lesquels : - la figure 1 est une vue montrant une préforme dans laquelle est inséré un noyau, - les figures 2-6 illustrent des coupes montrant diverses réalisations d un noyau, - la figure 7 est une coupe montrant une autre réalisation d un noyau, et - les figures 8 et 9 sont des coupes de la mousse métallique avec un conduit réalisé in situ. [0029] Dans la suite de la description, on considérera que la préforme est réalisée de manière connue, c està-dire à partir de billes agglomérées et que cette préforme est utilisée de manière connue pour fabriquer une mousse métallique. Le matériau constituant la mousse métallique est lui aussi connu et on citera à titre d exemple l aluminium, les alliages d aluminium et tous les matériaux connus utilisés en fonderie. Pour plus de précision, on pourra se reporter au brevet précité. [0030] Comme indiqué précédemment, on insère selon l invention au sein de la préforme un noyau qu il est possible de préparer de différentes manières. De façon générale, l invention repose sur le remplacement d une couche d enrobage fusible par le matériau même de la mousse métallique pour réaliser le conduit in situ. [0031] Sur la vue selon la figure 1, on a représenté une préforme constituée des billes 1, comprimée ou non, dans laquelle un noyau 2 est disposé. Ce noyau est constitué d une âme 3 et d un enrobage 4. On a représenté une préforme 6 extraire de son moule pour des raisons de clarté. Cette préforme est de forme parallélépipédique dans laquelle on a inséré le noyau 2 selon la figure 1. On voit que l ensemble des billes 1 sont en contact intime les unes avec les autres. L extrémité de l enrobage 4 vient en affleurement de la paroi latérale de la préforme alors que l âme 3 est saillante. Cette représentation n est nullement limitative et l invention pourra également être réalisée en faisant dépasser la cire afin de créer une peau ou d obtenir un tube saillant par rapport à la mousse. [0032] Bien entendu, dans le moule d injection du métal en fusion, on dispose d abord le noyau 2 avec une position droite ou inclinée selon les besoins de l utilisateur puis on y verse les billes. La mousse est ensuite réalisée selon la technologie connue qu il n est pas nécessaire de décrire en détail. Il va de soi qu il est possible de disposer plusieurs noyaux pour obtenir plusieurs conduits. [0033] Sur la figure 2, on a représenté en coupe un premier mode de réalisation du noyau 2 constitué de l âme 3 et de l enrobage 4. L âme 3 est constituée par exemple par un matériau céramique, de l acier ou du sable communément utilisés dans la technologie de la fonderie. L enrobage est ici constitué d une couche de cire ou de tout autre matériau fusible à basse température. Par matériau fusible à basse température, on entend un matériau dont le point de fusion est compris entre 40 C et 10 C. Bien entendu, le diamètre de l âme et l épaisseur de la couche d enrobage sont dictés par les applications envisagées de la mousse métallique. Ainsi, des diamètres de l âme supérieurs à 2 mm peuvent être envisagés et une épaisseur d enrobage de 0, mm à mm (préférentiellement 0, à 3 mm) peut être adoptée. [0034] Sur la figure, on a représenté un noyau rectiligne. Mais il va sans dire qu un noyau de forme quelconque peut être réalisé. Dans ce cas, on privilégiera une âme en sable. [003] Cette préforme 1 intégrant le noyau 2 est traitée de manière classique pour fabriquer la mousse métallique. Ainsi, au cours de la montée en température du moule, on agglomère les billes entre elles pour créer la préforme rigide, puis l enrobage 4 fondu et éliminé par simple écoulement de fluide. On injecte le métal en fusion de manière connue qui viendra occuper les espaces interstitiels entre les billes et l espace libre laissé par l enrobage entre la préforme et l âme restante pour constituer le conduit. Après refroidissement, l âme 3 est extraite ou éliminée s il s agit de sable pour laisser libre le conduit formé. [0036] Sur la figure 3, on a représenté en coupe une variante de réalisation du noyau 2 en trois parties à savoir l âme 3 sur laquelle une couche d un matériau réfractaire est appliquée et enfin l enrobage 4 de cire ou de matériau fusible à basse température. L intérêt de ce matériau réfractaire est de faciliter le démoulage du noyau après coulage du métal alors que la rigidité est assurée par l âme 3. Ce matériau réfractaire permet également d augmenter le diamètre du conduit final sans modifier l âme. [0037] Sur la figure 4, on a représenté le noyau 2 selon la figure 3 dont l âme 3 est évidée longitudinalement pour 3
![[0024] Un autre avantage de l invention réside dans l obtention pour la première fois et de manière simultanée de la mousse métallique et du ou des conduits.](/docs-images/58/5308411/images/page_3.jpg "[002] Un autre avantage de l invention réside dans le fait d obtenir un conduit de n importe quelle forme, par exemple rectiligne, courbe, ou autres.")
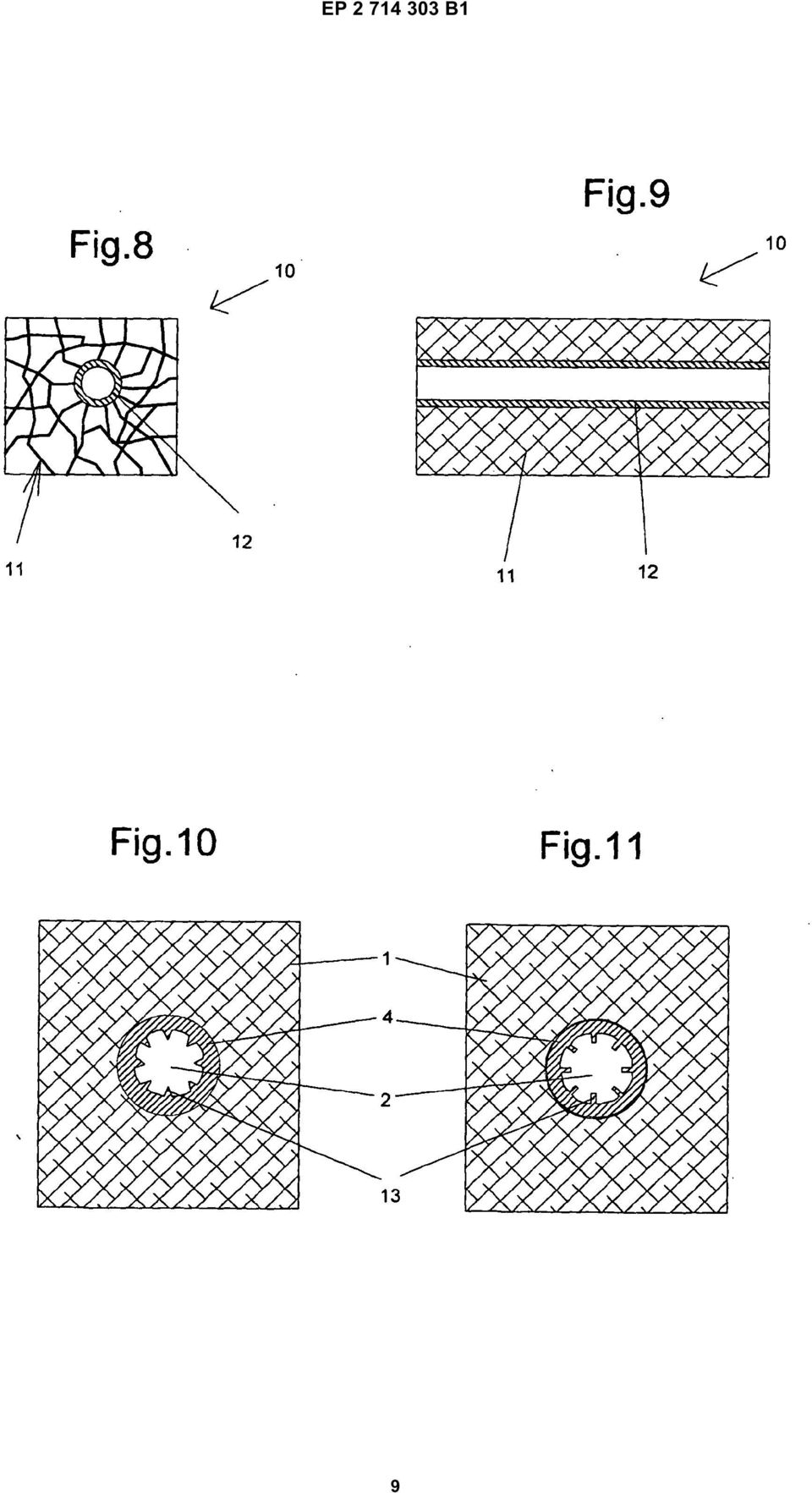
4 EP B présenter un canal 6. L intérêt de cette réalisation réside dans la réduction de la matière constituant l âme 3. Un autre avantage d une telle réalisation demeure dans la possibilité d y faire circuler un flux d air afin d améliorer le refroidissement après coulage. L âme se présente alors sous la forme d un tube d épaisseur plus ou moins importante. [0038] Sur la figure, on a représenté en coupe un autre mode de réalisation du noyau 2 en quatre parties. L âme 3 est recouverte d une couche d un matériau réfractaire, elle-même recouverte d une couche d un matériau céramique 7 et enfin la couche d enrobage 4. L utilisation du matériau céramique permet d augmenter la rigidité du matériau réfractaire et d éliminer les infiltrations potentielles d aluminium fondu dans le réfractaire et d éviter ainsi les micro-fissures. [0039] Sur la figure 6 qui représente une variante du mode de réalisation selon la figure, on a prévu une âme 3 creuse se présentant sous la forme d un tube. Cette réalisation permet une économie de matière du matériau constitutif de l âme. [0040] Tous les noyaux précédemment décrits en relation avec les figures sont insérés dans une préforme afin de réaliser un ou plusieurs conduits à l intérieur de la mousse métallique. A cette fin, on dispose le noyau dans le moule de fabrication de la mousse puis on introduit les billes en s assurant d une bonne compacité qui favorisera le contact entre toutes les billes. Si nécessaire la préforme est comprimée. [0041] Tous ces noyaux peuvent comporter une âme en matériau céramique, en acier, ou en sable, et plus généralement n importe quel matériau utilisable dans le domaine de la fonderie. Il va de soi que lorsque l âme est réalisée en matériau céramique ou en acier elle se présente sous la forme d un barreau droit pour assurer son extraction, le conduit obtenu étant rectiligne. Le noyau peut occuper n importe quelle position à l intérieur de la préforme et le tube peut alors déboucher en n importe point des faces de la mousse métallique en entrée et en sortie. [0042] Sur la figure 7, on a représenté un autre mode de réalisation du noyau 2 dont l âme 9 comporte plusieurs courbures et recouverte d un enrobage 4 de cire ou d un matériau fusible à basse température. Dans ce cas, l âme 9 est réalisée en sable ou en un matériau friable. Le conduit obtenu au sein de la mousse permet d obtenir une plus grande surface de contact entre le fluide circulant dans la mousse métallique et le fluide circulant dans le conduit. [0043] Sur la figure 8, on a représenté une coupe d un bloc de mousse métallique constituée par un treillis métallique 11 au sein duquel le conduit tubulaire 12 est formé dans l espace libre entre les billes et l âme après fusion de l enrobage. On comprend que l épaisseur du conduit 12 est sensiblement égale à l épaisseur de la couche d enrobage. [0044] On voit tout l intérêt de la présente invention puisque la mousse et le conduit 12 sont réalisés simultanément lors de la coulée du métal fondu. Ils sont donc de même nature ce qui assure une conductivité identique au niveau de ces deux éléments et élimine les problèmes de tenue mécanique. [004] Sur la figure 9, on a représenté une coupe longitudinale au niveau du conduit 12 et on voit que le conduit 12 est totalement imbriqué dans le treillis 11 de la mousse métallique avec une confusion de la matière. [0046] Sur les figures et 11, on a représenté une variante de réalisation consistant à réaliser des rainures ou des entailles sur la surface externe de l âme 3 (ou du matériau réfractaire). Lesdites rainures ou entailles étant comblées au moyen de l enrobage 4, réalisant ainsi des protubérances 13 continues ou discontinues au niveau de la surface interne de l enrobage 4 permettant, lors de la coulée de métal, la création de surface d échange disposées à l intérieure du conduit afin d améliorer les échanges thermiques. Ces protubérances 13 sont ici représentées à titre illustratif et non exhaustif, sous forme de sections triangulaires et rectangulaires. Il va de soi pour l homme du métier qu elles pourront se présenter sous d autres formes visant à favoriser les échanges thermiques tout en préservent l écoulement du fluide à l intérieur du conduit. Un avantage de ce mode de réalisation réside dans l augmentation de la surface d échange à l intérieur du conduit et donc de l efficacité du dispositif. [0047] Sur les figures illustrant l invention on a représenté à titre illustratif et non limitatif le noyau, l enrobage et la tubulure de section sensiblement circulaire, il va de soi que l Homme de l Art sera en mesure de réaliser l invention en utilisant des sections différentes, notamment ovales ou rectangulaires. [0048] Les mousses selon l invention sont particulièrement aptes à la réalisation d échangeurs thermiques, quels que soient ces échangeurs, liquide/liquide, ou liquide/gaz, ou gaz/gaz, ou les fluides à changement de phase (liquide gaz). Revendications 1. Procédé de fabrication d une mousse métallique () munie d au moins un conduit (12) et destinée notamment à la fabrication d échangeur thermique à partir d une préforme (1) de billes, caractérisé en ce qu on dispose dans un moule de fonderie un noyau (2) constitué d une âme (3, 9) et d un enrobage (4) en matériau fusible à basse température, puis on dispose la préforme (1) autour du noyau en réalisant un contact intime avec ce noyau, puis on provoque par chauffage l élimination du matériau fusible à basse température, puis on coule la masse métallique en fusion dans le moule pour remplir les espaces libres entre les billes et entre les billes et l âme (3, 9) et on élimine enfin les billes. 2. Procédé selon la revendication 1, caractérisé en ce 4
![L âme se présente alors sous la forme d un tube d épaisseur plus ou moins importante. [0038] Sur la figure, on a représenté en coupe un autre mode de réalisation du noyau 2 en quatre parties.](/docs-images/58/5308411/images/page_4.jpg "L âme 3 est recouverte d une couche d un matériau réfractaire, elle-même recouverte d une couche d un matériau céramique 7 et enfin la couche d enrobage 4.")
5 7 EP B1 8 que le conduit (12) est constitué, après coulage de la masse métallique, par la masse métallique remplaçant l enrobage (4) de cire. 3. Procédé selon la revendication 1 ou 2, caractérisée en ce que l âme (3, 9) du noyau (2) est constituée par de la céramique, de l acier, du sable, d un matériau soluble ou d un matériau identique à celui constituant la préforme. 4. Procédé selon l une des revendications 1 à 3, caractérisée en ce que le noyau (2) est constitué de trois éléments, un premier élément constitué par l âme (3) en céramique, acier ou sable, et un second élément constitué par une couche périphérique () de matériau réfractaire et un troisième élément constitué par un enrobage (4) de matériau fusible à basse température.. Procédé selon l une des revendications 1 à 3, caractérisée en ce que le noyau (2) est constitué de quatre éléments, un premier élément constitué par l âme (3) en céramique, en acier ou en sable, un second élément constitué par une couche périphérique () d un matériau réfractaire, un troisième élément constitué par une couche (7) d un matériau céramique et une quatrième couche constituée par l enrobage (4) de matériau fusible à basse température. 6. Procédé selon l une des revendications précédentes, caractérisée en ce que le noyau (2) est rectiligne. 7. Procédé selon l une quelconque des revendications 1 à 3, caractérisée en ce que le noyau (9) est muni de courbures. 8. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce que l âme (3) est tubulaire. 9. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce que le matériau fusible à basse température est une cire.. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce que l enrobage (4) comporte au niveau de sa surface interne des protubérances (13) continues ou discontinues. 11. Mousse métallique obtenue suivant le procédé selon l une quelconque des revendications précédentes munie d au moins un conduit (12). 12. Mousse métallique selon la revendication 11, caractérisée en ce que le conduit (12) est de forme tubulaire rectiligne ou courbe Mousse métallique selon la revendication 11 ou 12, caractérisée en ce que le conduit (12) et la mousse () sont à base d aluminium ou d un alliage d aluminium. Patentansprüche 1. Verfahren zum Herstellen eines mit mindestens einer Leitung (12) versehenen Metallschaums (), der insbesondere zur Herstellung eines Wärmetauschers ausgehend von einer Vorform (1) von Kugeln vorgesehen ist, dadurch gekennzeichnet, dass in eine Gussform ein Kern (2), welcher von einer Seele (3, 9) und einer Umhüllung (4) aus bei niedriger Temperatur schmelzbarem Material gebildet wird, angeordnet wird, dann die Vorform (1) um den Kern angeordnet wird, indem ein inniger Kontakt mit diesem Kern hergestellt wird, dann durch Erwärmen das Beseitigen des bei niedriger Temperatur schmelzbaren Materials bewirkt wird, dann die Metallschmelze in die Form gegossen wird, um die freien Räume zwischen den Kugeln und zwischen den Kugeln und der Seele (3, 9) zu füllen, und schließlich die Kugeln beseitigt werden. 2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Leitung (12) nach dem Gießen der Metallmasse durch die Metallmasse gebildet wird, welche die Umhüllung (4) aus Wachs ersetzt. 3. Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Seele (3, 9) des Kerns (2) von Keramik, Stahl, Sand, einem löslichen Material oder einem Material, welches dem die Vorform bildenden Material ähnlich ist, gebildet wird. 4. Verfahren nach irgendeinem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Kern (2) aus drei Elementen gebildet wird, einem ersten Element, welches von der Seele (3) aus Keramik, Stahl oder Sand gebildet wird, einem zweiten Element, welches von einer Randschicht () aus hitzebeständigem Material gebildet wird, und einem dritten Element, welches von einer Umhüllung (4) aus bei niedriger Temperatur schmelzbarem Material gebildet wird.. Verfahren nach irgendeinem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Kern (2) aus vier Elementen gebildet wird, einem ersten Element, welches von der Seele (3) aus Keramik, Stahl oder Sand gebildet wird, einem zweiten Element, welches von einer Randschicht () aus hitzebeständigem Material gebildet wird, einem dritten Element, welches von einer Schicht (7) aus einem keramischen Material gebildet wird, und einer vierten Schicht, welches von der Umhüllung (4) aus bei niedriger Temperatur schmelzbarem Material gebildet wird.

6 9 EP B1 6. Verfahren nach irgendeinem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Kern (2) geradlinig ist. 7. Verfahren nach irgendeinem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das Kern (2) mit Krümmungen versehen ist. 8. Verfahren nach irgendeinem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Seele (3) rohrförmig ist. 9. Verfahren nach irgendeinem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das bei niedriger Temperatur schmelzbare Material ein Wachs ist.. Verfahren nach irgendeinem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Umhüllung (4) im Bereich ihrer Innenfläche kontinuierliche oder diskontinuierliche Ausstülpungen (13) umfasst. 11. Metallschaum, welcher nach dem Verfahren nach irgendeinem der vorhergehenden Ansprüche erzielt wird und mit mindestens einer Leitung (12) versehen ist. 12. Metallschaum nach Anspruch 11, dadurch gekennzeichnet, dass die Leitung (12) von geradliniger oder gekrümmter rohrförmiger Form ist A process according to Claims 1 or 2, characterised in that the central core (3, 9) or the core (2) is formed by ceramic, steel, sand, a soluble material or a material identical to that forming the preform. 4. A process according to one of Claims 1 to 3, characterised in that the core (2) is formed of three elements, a first element constituted by the ceramic, steel or sand central core (3), a second element constituted by a peripheral layer () of refractory material and a third element constituted by a coating (4) of material fusible at low temperature.. A process according to one of Claims 1 to 3, characterised in that the core (2) is formed of four elements, a first element constituted by a ceramic, steel or sand central core (3), a second element constituted by a peripheral layer () of a refractory material, a third element constituted by a layer (7) of ceramic material and a fourth element constituted by the coating (4) of material fusible at low temperature. 6. A process according to one of the above Claims, characterised in that the central core is rectilinear. 7. A process according to any one of the above Claims, characterised in that the central core (2) has curves. 8. A process according to any one of the above Claims, characterised in that the core (3) is tubular. 13. Metallschaum nach Anspruch 11 oder 12, dadurch gekennzeichnet, dass die Leitung (12) und der Schaum () auf Aluminium oder einer Aluminiumlegierung basieren. Claims 1. A manufacturing process for a metal foam () provided with at least one channel (12) and intended namely for the manufacture of heat exchangers using a preform (1) of balls, characterised in that a core (2) constituted by a central core (3, 9) and a coating (4) of a material fusible at low temperature are arranged in a foundry mould, the preform (1) is then tightly arranged around the core, the fusible material is then eliminated by heating at a low temperature, then the molten metal mass is cast in the mould in order to fill the free spaces between the balls and between the balls and the central core (3, 9), and lastly the balls are eliminated A process according to any one of the above Claims, characterised in that the low temperature fusible material is a wax.. A process according to one of the above Claims, characterised in that the coating (4) has continuous or discontinuous protrusions (13) on its inner surface. 11. A metal foam obtained by following the process according to the above Claims and provided with at least one channel (12). 12. A metal foam according to Claim 11, characterised in that the channel (12) is in the form of a rectilinear or curved tube. 13. A metal foam according to Claim 11 or 12, characterised in that the channel (12) and foam () are made of aluminium or aluminium alloy. 2. A process according to Claim 1, characterised in that the channel (12) is constituted, after the metal mass has been cast, by the metal mass replacing the wax coating (4). 6
 im Bereich ihrer Innenfläche kontinuierliche oder diskontinuierliche Ausstülpungen (13)")
7 EP B1 7

8 EP B1 8
9 EP B1 9
10 RÉFÉRENCES CITÉES DANS LA DESCRIPTION EP B1 Cette liste de références citées par le demandeur vise uniquement à aider le lecteur et ne fait pas partie du document de brevet européen. Même si le plus grand soin a été accordé à sa conception, des erreurs ou des omissions ne peuvent être exclues et l OEB décline toute responsabilité à cet égard. Documents brevets cités dans la description US A [0003] EP A [0004] [000] US A [000] EP A [000] [0009]

EP 2 063 325 A2 (19) (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22
 (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(51) Int Cl.: B60H 1/34 (2006.01)
 Int Cl.: B60H 1/34 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 1 30 648 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.11.2006
(19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 1 30 648 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.11.2006
TEPZZ 568448A_T EP 2 568 448 A1 (19) (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.
 (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.") (19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
(19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
TEPZZ 6Z85Z5A T EP 2 608 505 A2 (19) (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
(19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
TEPZZ 5 5 _9A_T EP 2 535 219 A1 (19) (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
(19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
EP 2 071 505 A1 (19) (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25
 (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
TEPZZ_9 94 5B_T EP 1 929 425 B1 (19) (11) EP 1 929 425 B1 (12) FASCICULE DE BREVET EUROPEEN
 (11) EP 1 929 425 B1 (12) FASCICULE DE BREVET EUROPEEN") (19) TEPZZ_9 94 B_T (11) EP 1 929 42 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 0.11.14 Bulletin 14/4 (21) Numéro de dépôt: 0679781.1 (22) Date
(19) TEPZZ_9 94 B_T (11) EP 1 929 42 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 0.11.14 Bulletin 14/4 (21) Numéro de dépôt: 0679781.1 (22) Date
EP 2 290 703 A1 (19) (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09
 (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
EP 2 533 063 A1 (19) (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50
 (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
(51) Int Cl. 7 : E03D 1/012, E03D 11/14
 Int Cl. 7 : E03D 1/012, E03D 11/14") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00086770B1* (11) EP 0 867 70 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00086770B1* (11) EP 0 867 70 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
(51) Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)
 Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)") (19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
(19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
(51) Int Cl.: G06K 19/07 (2006.01) G06K 19/073 (2006.01)
 Int Cl.: G06K 19/07 (2006.01) G06K 19/073 (2006.01)") (19) TEPZZ 4Z_7Z6B_T (11) EP 2 401 706 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.04.201 Bulletin 201/17 (21) Numéro de dépôt: 711430.8 (22)
(19) TEPZZ 4Z_7Z6B_T (11) EP 2 401 706 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.04.201 Bulletin 201/17 (21) Numéro de dépôt: 711430.8 (22)
TEPZZ 65 Z4A_T EP 2 653 204 A1 (19) (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)
 (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)") (19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
(19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
EP 2 339 758 A1 (19) (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26
 (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
TEPZZ 8758_8A_T EP 2 875 818 A1 (19) (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.
 (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.") (19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
(19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
(51) Int Cl. 7 : E03B 7/07, E03C 1/02
 Int Cl. 7 : E03B 7/07, E03C 1/02") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00129827B1* (11) EP 1 298 27 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00129827B1* (11) EP 1 298 27 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
TEPZZ_98 747B_T EP 1 983 747 B1 (19) (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN. (51) Int Cl.:
 (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN. (51) Int Cl.:") (19) TEPZZ_98 747B_T (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 14.08.13 Bulletin 13/33 (1) Int Cl.: H04N /77 (06.01) H04N /76
(19) TEPZZ_98 747B_T (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 14.08.13 Bulletin 13/33 (1) Int Cl.: H04N /77 (06.01) H04N /76
EP 2 464 068 A1 (19) (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)
 (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
Informations techniques et questions
 Journée Erasmus Appel à propositions 2015 Informations techniques et questions Catherine Carron et Amanda Crameri Coordinatrices de projet Erasmus Contenu Call solution transitoire 2015 : remarques générales
Journée Erasmus Appel à propositions 2015 Informations techniques et questions Catherine Carron et Amanda Crameri Coordinatrices de projet Erasmus Contenu Call solution transitoire 2015 : remarques générales
Paiements transfrontaliers
 Paiements transfrontaliers Transférer rapidement et facilement des fonds à partir de et vers un compte à l étranger Valable à partir du 1 e janvier 2007 Valable à partir du 1 e janvier 2007 La vie actuelle
Paiements transfrontaliers Transférer rapidement et facilement des fonds à partir de et vers un compte à l étranger Valable à partir du 1 e janvier 2007 Valable à partir du 1 e janvier 2007 La vie actuelle
(51) Int Cl.: F27D 3/02 (2006.01)
 Int Cl.: F27D 3/02 (2006.01)") (19) (11) EP 1 880 17 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 16.07.08 Bulletin 08/29 (21) Numéro de dépôt: 06726144.6 (22) Date de dépôt: 24.03.06
(19) (11) EP 1 880 17 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 16.07.08 Bulletin 08/29 (21) Numéro de dépôt: 06726144.6 (22) Date de dépôt: 24.03.06
TEPZZ 8 46 5A_T EP 2 824 625 A1 (19) (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
(19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
*EP001039352A1* EP 1 039 352 A1 (19) (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39
 (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
(51) Int Cl.: B60R 25/00 (2013.01)
 Int Cl.: B60R 25/00 (2013.01)") (19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
(19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
Bundesdruckerei Berlin
 Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
(51) Int Cl.: A47B 5/00 (2006.01) A47B 31/00 (2006.01) E05C 17/28 (2006.01)
 Int Cl.: A47B 5/00 (2006.01) A47B 31/00 (2006.01) E05C 17/28 (2006.01)") (19) TEPZZ 664 5_B_T (11) EP 2 664 251 B1 (12) FASCICULE DE BREVET EUROPEEN (45) Date de publication et mention de la délivrance du brevet: 18.02.2015 Bulletin 2015/08 (51) Int Cl.: A47B 5/00 (2006.01)
(19) TEPZZ 664 5_B_T (11) EP 2 664 251 B1 (12) FASCICULE DE BREVET EUROPEEN (45) Date de publication et mention de la délivrance du brevet: 18.02.2015 Bulletin 2015/08 (51) Int Cl.: A47B 5/00 (2006.01)
B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1
 1 B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1 Objectif : Acquérir une expérience professionnelle en réalisant un stage en entreprise de 3 mois à temps plein à l étranger
1 B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1 Objectif : Acquérir une expérience professionnelle en réalisant un stage en entreprise de 3 mois à temps plein à l étranger
". TY convertisseur statique, et des condensateurs de filtrage.
 curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
Guide SEPA Paramétrage Experts Solutions SAGE depuis 24 ans
 Guide SEPA Paramétrage Axe Informatique Experts Solutions SAGE depuis 24 ans Installation Paramétrage Développement Formation Support Téléphonique Maintenance SEPA Vérification du paramétrage des applications
Guide SEPA Paramétrage Axe Informatique Experts Solutions SAGE depuis 24 ans Installation Paramétrage Développement Formation Support Téléphonique Maintenance SEPA Vérification du paramétrage des applications
COMMENT PAYEZ-VOUS? COMMENT VOUDRIEZ-VOUS PAYER?
 COMMENT PAYEZ-VOUS? COMMENT VOUDRIEZ-VOUS PAYER? 2/09/2008-22/10/2008 329 réponses PARTICIPATION Pays DE - Allemagne 55 (16.7%) PL - Pologne 41 (12.5%) DK - Danemark 20 (6.1%) NL - Pays-Bas 18 (5.5%) BE
COMMENT PAYEZ-VOUS? COMMENT VOUDRIEZ-VOUS PAYER? 2/09/2008-22/10/2008 329 réponses PARTICIPATION Pays DE - Allemagne 55 (16.7%) PL - Pologne 41 (12.5%) DK - Danemark 20 (6.1%) NL - Pays-Bas 18 (5.5%) BE
(51) Int Cl.: F16C 7/06 (2006.01) F16C 7/04 (2006.01) F02K 1/12 (2006.01) F02K 1/70 (2006.01) F02K 1/72 (2006.01)
 Int Cl.: F16C 7/06 (2006.01) F16C 7/04 (2006.01) F02K 1/12 (2006.01) F02K 1/70 (2006.01) F02K 1/72 (2006.01)") (19) TEPZZ 4 686B_T (11) EP 2 411 686 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet:.12.2014 Bulletin 2014/0 (21) Numéro de dépôt: 73.8 (22) Date de
(19) TEPZZ 4 686B_T (11) EP 2 411 686 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet:.12.2014 Bulletin 2014/0 (21) Numéro de dépôt: 73.8 (22) Date de
EP 2 372 958 A1 (19) (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40
 (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
Je suis sous procédure Dublin qu est-ce que cela signifie?
 FR Je suis sous procédure Dublin qu est-ce que cela signifie? B Informations pour les demandeurs d une protection internationale dans le cadre d une procédure de Dublin en vertu de l article 4 du Règlement
FR Je suis sous procédure Dublin qu est-ce que cela signifie? B Informations pour les demandeurs d une protection internationale dans le cadre d une procédure de Dublin en vertu de l article 4 du Règlement
EP 2 326 026 A1 (19) (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21
 (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
BROSSES ANTISTATIQUES GUIDE TECHNIQUE
 BROSSES ANTISTATIQUES GUIDE TECHNIQUE BROSSES ANTISTATIQUES BROSSES ANTISTATIQUES Les brosses de Mersen sont constituées de milliers de fibres carbone Rigilor ou inox, tout particulièrement efficaces pour
BROSSES ANTISTATIQUES GUIDE TECHNIQUE BROSSES ANTISTATIQUES BROSSES ANTISTATIQUES Les brosses de Mersen sont constituées de milliers de fibres carbone Rigilor ou inox, tout particulièrement efficaces pour
ANNEX 1 ANNEXE RÈGLEMENT DÉLÉGUÉ (UE) N /.. DE LA COMMISSION
 N /.. DE LA COMMISSION") COMMISSION EUROPÉENNE Bruxelles, le 26.11.2014 C(2014) 8734 final ANNEX 1 ANNEXE au RÈGLEMENT DÉLÉGUÉ (UE) N /.. DE LA COMMISSION remplaçant les annexes I et II du règlement (UE) n 1215/2012 du Parlement
COMMISSION EUROPÉENNE Bruxelles, le 26.11.2014 C(2014) 8734 final ANNEX 1 ANNEXE au RÈGLEMENT DÉLÉGUÉ (UE) N /.. DE LA COMMISSION remplaçant les annexes I et II du règlement (UE) n 1215/2012 du Parlement
EP 2 458 813 A1 (19) (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)
 (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
DEMANDE DE BREVET EUROPEEN. PLASSERAUD 84, rue d'amsterdam, F-75009 Paris (FR)
") Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES DEMANDE D ENREGISTREMENT INTERNATIONAL RELEVANT
 MM1(F) ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES DEMANDE D ENREGISTREMENT INTERNATIONAL RELEVANT EXCLUSIVEMENT DE L ARRANGEMENT DE MADRID (Règle 9 du règlement
MM1(F) ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES DEMANDE D ENREGISTREMENT INTERNATIONAL RELEVANT EXCLUSIVEMENT DE L ARRANGEMENT DE MADRID (Règle 9 du règlement
Rank Xerox (UK) Business Services
 Business Services") Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
pouchard tubes pouchard tubes C A T A L O G U E G E N E R A L Pouchard Tubes Pantin Pouchard Tubes Lyon Pouchard Tubes Nantes PANTIN
 pouchard tubes pouchard tubes PANTIN Pouchard Tubes Pantin 1 à 15, rue du Cheval Blanc 93698 Pantin Cédex France Tél. 33 (0) 1 49 42 75 75 Fax 33 (0) 1 48 91 71 00 14, rue Jules Auffret 93500 Pantin 157,
pouchard tubes pouchard tubes PANTIN Pouchard Tubes Pantin 1 à 15, rue du Cheval Blanc 93698 Pantin Cédex France Tél. 33 (0) 1 49 42 75 75 Fax 33 (0) 1 48 91 71 00 14, rue Jules Auffret 93500 Pantin 157,
(51) Int Cl.: G09F 27/00 (2006.01)
 Int Cl.: G09F 27/00 (2006.01)") (19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
(19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
Notes explicatives concernant le formulaire d opposition
 OFFICE DE L HARMONISATION DANS LE MARCHÉ INTÉRIEUR (OHMI) (marques, dessins et modèles) Notes explicatives concernant le formulaire d opposition 1. Remarques générales 1.1 Utilisation du formulaire Le
OFFICE DE L HARMONISATION DANS LE MARCHÉ INTÉRIEUR (OHMI) (marques, dessins et modèles) Notes explicatives concernant le formulaire d opposition 1. Remarques générales 1.1 Utilisation du formulaire Le
J ai demandé l asile dans l Union européenne quel pays sera responsable de l analyse de ma demande?
 FR J ai demandé l asile dans l Union européenne quel pays sera responsable de l analyse de ma demande? A Informations sur le règlement de Dublin pour les demandeurs d une protection internationale en vertu
FR J ai demandé l asile dans l Union européenne quel pays sera responsable de l analyse de ma demande? A Informations sur le règlement de Dublin pour les demandeurs d une protection internationale en vertu
3) Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)
 Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)") raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
(51) Int Cl.: H04L 29/08 (2006.01) H04L 12/24 (2006.01) H04L 12/26 (2006.01) H04L 29/06 (2006.01)
 Int Cl.: H04L 29/08 (2006.01) H04L 12/24 (2006.01) H04L 12/26 (2006.01) H04L 29/06 (2006.01)") (19) (11) EP 1 987 68 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.07.09 Bulletin 09/ (21) Numéro de dépôt: 077316.6 (22) Date de dépôt: 13.02.07
(19) (11) EP 1 987 68 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.07.09 Bulletin 09/ (21) Numéro de dépôt: 077316.6 (22) Date de dépôt: 13.02.07
Le No.1 de l économie d énergie pour patinoires.
 Le No.1 de l économie d énergie pour patinoires. Partner of REALice system Economie d énergie et une meilleure qualité de glace La 2ème génération améliorée du système REALice bien connu, est livré en
Le No.1 de l économie d énergie pour patinoires. Partner of REALice system Economie d énergie et une meilleure qualité de glace La 2ème génération améliorée du système REALice bien connu, est livré en
Innover à l'ère du numérique : ramener l'europe sur la bonne voie Présentation de J.M. Barroso,
 Innover à l'ère du numérique : ramener l'europe sur la bonne voie Présentation de J.M. Barroso, Président de la Commission européenne, au Conseil européen des 24 et 25 octobre 213 Indice de compétitivité
Innover à l'ère du numérique : ramener l'europe sur la bonne voie Présentation de J.M. Barroso, Président de la Commission européenne, au Conseil européen des 24 et 25 octobre 213 Indice de compétitivité
1. Raison de la modification
 T Service Documentation Technicocommerciale Information Technique Rubrique F Les régulations Nouvelle version de programme de la carte SU : F1.4 P5253 JS F 67580 Mertzwiller N ITOE0117 26/09/2011 FR 1.
T Service Documentation Technicocommerciale Information Technique Rubrique F Les régulations Nouvelle version de programme de la carte SU : F1.4 P5253 JS F 67580 Mertzwiller N ITOE0117 26/09/2011 FR 1.
Wandluftdurchlass WAVE-ARC Typ WA Diffuseur mural WAVE-ARC type WA
 Int. Modellschutz angem. / Prot. int. des mod. dép. Trox Hesco (Schweiz) AG Anwendung Der rechteckige Wandluftdurchlass WAVE-ARC, der mit dem Anschlusskasten eine Einheit bildet, kommt vorwiegend über
Int. Modellschutz angem. / Prot. int. des mod. dép. Trox Hesco (Schweiz) AG Anwendung Der rechteckige Wandluftdurchlass WAVE-ARC, der mit dem Anschlusskasten eine Einheit bildet, kommt vorwiegend über
Europâisches Patentamt European Patent Office Office européen des brevets. Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
ASSEMBLYcomponents H 10. Grundplatte. Base plate. Plaque de base BEM 3 BEW 3. FP 3 Base plate 30001121 1,1kg BEM 6 BEM 6D BEW 6
 S ASSEMBLYcomponents Base plate FP H 10 Die Grundplatten sind aus Stahl 700 N/mm 2 hergestellt. Sie sind brüniert und beidseitig geschliffen. Die Passfedern werden mitgeliefert. Die SUHNER-Bearbeitungseinheiten
S ASSEMBLYcomponents Base plate FP H 10 Die Grundplatten sind aus Stahl 700 N/mm 2 hergestellt. Sie sind brüniert und beidseitig geschliffen. Die Passfedern werden mitgeliefert. Die SUHNER-Bearbeitungseinheiten
COMITÉ ADMINISTRATIF ET JURIDIQUE. Quarante-huitième session Genève, 20 et 21 octobre 2003
 ORIGINAL : anglais DATE : 18 juillet 2003 F UNION INTERNATIONALE POUR LA PROTECTION DES OBTENTIONS VÉGÉTALES GENÈVE COMITÉ ADMINISTRATIF ET JURIDIQUE Quarante-huitième session Genève, 20 et 21 octobre
ORIGINAL : anglais DATE : 18 juillet 2003 F UNION INTERNATIONALE POUR LA PROTECTION DES OBTENTIONS VÉGÉTALES GENÈVE COMITÉ ADMINISTRATIF ET JURIDIQUE Quarante-huitième session Genève, 20 et 21 octobre
Réserve Personnelle. Persönliche Reserve. Emprunter et épargner en fonction de vos besoins. Leihen und sparen je nach Bedarf
 crédit épargne Réserve Personnelle Emprunter et épargner en fonction de vos besoins Persönliche Reserve Leihen und sparen je nach Bedarf Réserve Personnelle Vous voulez disposer à tout moment des moyens
crédit épargne Réserve Personnelle Emprunter et épargner en fonction de vos besoins Persönliche Reserve Leihen und sparen je nach Bedarf Réserve Personnelle Vous voulez disposer à tout moment des moyens
192 Office européen des brevets DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
[Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc. Les différentes techniques de galvanisation
![[Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc. Les différentes techniques de galvanisation](/thumbs/19/335726.jpg "[Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc. Les différentes techniques de galvanisation") [Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc Les différentes techniques de galvanisation InfoZinc Benelux La nouvelle Association InfoZinc Benelux a vu officiellement
[Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc Les différentes techniques de galvanisation InfoZinc Benelux La nouvelle Association InfoZinc Benelux a vu officiellement
Schnellverschlusskupplungen in Messing Accouplements rapides en laiton
 Schnellverschlusskupplungen in Messing Accouplements rapides en laiton Typ 02 M3, Schlauch 2-3 mm NW 1,5 Kv 0,053 181 Type 02 M3, tuyaux 2-3 mm DN 1,5 Kv 0.053 Typ 20 M5 1 /8, Schlauch 3 6 mm NW 2,7 Kv
Schnellverschlusskupplungen in Messing Accouplements rapides en laiton Typ 02 M3, Schlauch 2-3 mm NW 1,5 Kv 0,053 181 Type 02 M3, tuyaux 2-3 mm DN 1,5 Kv 0.053 Typ 20 M5 1 /8, Schlauch 3 6 mm NW 2,7 Kv
Délégation Côte d Azur Formation Geslab 203 module dépenses 1
 Délégation Côte d Azur Formation Geslab 203 module dépenses 1 Déroulement de la journée Tiers Recherches et Couguar Créations et particularités Demandes d achats Principes et création Commandes Informations
Délégation Côte d Azur Formation Geslab 203 module dépenses 1 Déroulement de la journée Tiers Recherches et Couguar Créations et particularités Demandes d achats Principes et création Commandes Informations
Manuel d installation et de maintenance (serrures LR128 E)
") Manuel d installation et de maintenance (serrures LR128 E) Manuel comprenant : Installation de la gâche GV et GVR :............................................ page 2 Position et réglage du shunt - Cales
Manuel d installation et de maintenance (serrures LR128 E) Manuel comprenant : Installation de la gâche GV et GVR :............................................ page 2 Position et réglage du shunt - Cales
Laboratory accredited by the French Home Office (official gazette date February 5 th, 1959, modified) Valid five years from August 27 th, 2013
 Valid five years from August 27 th, 2013") CLASSIFICATION REPORT OF REACTION TO FIRE PERFORMANCE IN ACCORDANCE WITH THE EUROPEAN STANDARD EN 350-+A: 203 and in compliance with the French Home Office Regulation dated November 2 st, 2002 concerning
CLASSIFICATION REPORT OF REACTION TO FIRE PERFORMANCE IN ACCORDANCE WITH THE EUROPEAN STANDARD EN 350-+A: 203 and in compliance with the French Home Office Regulation dated November 2 st, 2002 concerning
Alfa Laval échangeurs de chaleur spiralés. La solution à tous les besoins de transfert de chaleur
 Alfa Laval échangeurs de chaleur spiralés La solution à tous les besoins de transfert de chaleur L idée des échangeurs de chaleur spiralés n est pas nouvelle, mais Alfa Laval en a amélioré sa conception.
Alfa Laval échangeurs de chaleur spiralés La solution à tous les besoins de transfert de chaleur L idée des échangeurs de chaleur spiralés n est pas nouvelle, mais Alfa Laval en a amélioré sa conception.
TEPZZ 699Z A_T EP 2 699 032 A1 (19) (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04W 12/06 (2009.01) H04L 29/06 (2006.
 (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04W 12/06 (2009.01) H04L 29/06 (2006.") (19) TEPZZ 699Z A_T (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.02.14 Bulletin 14/08 (1) Int Cl.: H04W 12/06 (09.01) H04L 29/06 (06.01) (21) Numéro de dépôt: 1004.1
(19) TEPZZ 699Z A_T (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.02.14 Bulletin 14/08 (1) Int Cl.: H04W 12/06 (09.01) H04L 29/06 (06.01) (21) Numéro de dépôt: 1004.1
(51) Int Cl.: H04W 8/24 (2009.01) G06F 9/445 (2006.01)
 Int Cl.: H04W 8/24 (2009.01) G06F 9/445 (2006.01)") (19) (12) FASCICULE DE BREVET EUROPEEN (11) EP 1 961 247 B1 (4) Date de publication et mention de la délivrance du brevet: 17.02. Bulletin /07 (21) Numéro de dépôt: 06778042.9 (22) Date de dépôt: 28.07.06
(19) (12) FASCICULE DE BREVET EUROPEEN (11) EP 1 961 247 B1 (4) Date de publication et mention de la délivrance du brevet: 17.02. Bulletin /07 (21) Numéro de dépôt: 06778042.9 (22) Date de dépôt: 28.07.06
B1 Cahiers des charges
 B1 Cahiers des charges B1 cahiers des charges 35 B.1 Cahiers des charges Ce chapitre contient les cahiers des charges. Pour plus d informations, nous réfèrons au paragraphe B.3. Mise en oeuvre et B.4 Détails
B1 Cahiers des charges B1 cahiers des charges 35 B.1 Cahiers des charges Ce chapitre contient les cahiers des charges. Pour plus d informations, nous réfèrons au paragraphe B.3. Mise en oeuvre et B.4 Détails
Canada-Inde Profil et perspective
 Canada-Inde Profil et perspective Mars 2009 0 L Inde et le Canada : un bref profil Vancouver Calgary Montréal Toronto INDE 3 287 263 km² 1,12 milliard 1 181 milliards $US 1 051 $US Source : Fiche d information
Canada-Inde Profil et perspective Mars 2009 0 L Inde et le Canada : un bref profil Vancouver Calgary Montréal Toronto INDE 3 287 263 km² 1,12 milliard 1 181 milliards $US 1 051 $US Source : Fiche d information
*EP001343123A1* EP 1 343 123 A1 (19) (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37
 (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
Comment devenir référent? Comment le rester?
 Comment devenir référent? Comment le rester? Patrick CHOUTET Service des Maladies infectieuses CHU Bretonneau Tours RICAI décembre 2005 Quels enjeux? autres que le pouvoir Total Outpatient antibiotic use
Comment devenir référent? Comment le rester? Patrick CHOUTET Service des Maladies infectieuses CHU Bretonneau Tours RICAI décembre 2005 Quels enjeux? autres que le pouvoir Total Outpatient antibiotic use
D'un simple coup d'oeil: Caractéristiques techniques de la MC15. 44 cm. 40 cm. Idéale pour des fontes uniques et des petites séries
 D'un simple coup d'oeil: Idéale pour des fontes uniques et des petites séries Besoin infime en matière l'équivalent d'un dé à coudre Un générateur de 3,5 kw autorisant une montée de température pour les
D'un simple coup d'oeil: Idéale pour des fontes uniques et des petites séries Besoin infime en matière l'équivalent d'un dé à coudre Un générateur de 3,5 kw autorisant une montée de température pour les
Europâisches Patentamt. European Patent Office Office européen des brevets. @ Numéro de publication: 0086 441 B1 FASCICULE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication: 0086 441 B1 FASCICULE DE BREVET EUROPEEN ( ) Dafe de publication du fascicule du brevet: @ Int. Cl.4:
Europâisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication: 0086 441 B1 FASCICULE DE BREVET EUROPEEN ( ) Dafe de publication du fascicule du brevet: @ Int. Cl.4:
Efficacité énergétique des murs Impact des fuites d air sur la performance énergétique
 De 2005 à 2010, a participé à un consortium de recherche formé d intervenants de l industrie de la mousse de polyuréthane pulvérisée (MPP) et de l Institut de recherche en construction du Conseil national
De 2005 à 2010, a participé à un consortium de recherche formé d intervenants de l industrie de la mousse de polyuréthane pulvérisée (MPP) et de l Institut de recherche en construction du Conseil national
(51) Int Cl.: H04Q 7/38 (2006.01)
 Int Cl.: H04Q 7/38 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (12) EUROPEAN PATENT SPECIFICATION (11) EP 1 327 373 B1 (4) Date of publication and mention of the grant of the patent: 13.09.06
(19) Europäisches Patentamt European Patent Office Office européen des brevets (12) EUROPEAN PATENT SPECIFICATION (11) EP 1 327 373 B1 (4) Date of publication and mention of the grant of the patent: 13.09.06
La réglementation Mardi de la DGPR. sur les produits biocides 05/04/2011
 La réglementation r Mardi de la DGPR 05/04/2011 sur les produits biocides Direction générale de la prévention des risques Service de la prévention des nuisances et de la qualité de l environnement Département
La réglementation r Mardi de la DGPR 05/04/2011 sur les produits biocides Direction générale de la prévention des risques Service de la prévention des nuisances et de la qualité de l environnement Département
LES ESCALIERS. Les mots de l escalier
 Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
CLASSIFICATION REPORT OF REACTION TO FIRE PERFORMANCE IN ACCORDANCE WITH EN 13501-1: 2007
 1 Introduction This classification report defines the classification assigned to «Paintable wall covering EKOTEX : Exclusief Ecologisch Sprint Excellent Schone Lucht Hygiëne» (as described by the sponsor)
1 Introduction This classification report defines the classification assigned to «Paintable wall covering EKOTEX : Exclusief Ecologisch Sprint Excellent Schone Lucht Hygiëne» (as described by the sponsor)
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques
 et structures mécaniques") Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études
UNE APPROCHE EXCLUSIVE DANS LA CONCEPTION DE PRODUITS DURABLES.
 Une approche exclusive dans la conception de produits durables août 2012 UNE APPROCHE EXCLUSIVE DANS LA CONCEPTION DE PRODUITS DURABLES. Auteur: Tracey Rawling Church, Director of Brand and Reputation
Une approche exclusive dans la conception de produits durables août 2012 UNE APPROCHE EXCLUSIVE DANS LA CONCEPTION DE PRODUITS DURABLES. Auteur: Tracey Rawling Church, Director of Brand and Reputation
Die Fotografie als Lebensgefühl, mit all ihren Facetten und Ausdrucksmöglichkeiten,
 PORTFOLIO Claus Rose Photography as a way of living, with all its aspects and opportunities for expression, became my passion at an early stage. In particular the magic of nude photography, which lends
PORTFOLIO Claus Rose Photography as a way of living, with all its aspects and opportunities for expression, became my passion at an early stage. In particular the magic of nude photography, which lends
Office de l harmonisation dans le marché intérieur (OHMI) Indications requises par l OHMI: Référence du déposant/représentant :
 Indications requises par l OHMI: Référence du déposant/représentant :") Office de l harmonisation dans le marché intérieur (OHMI) Réservé pour l OHMI: Date de réception Nombre de pages Demande d enregistrement international relevant exclusivement du protocole de Madrid OHMI-Form
Office de l harmonisation dans le marché intérieur (OHMI) Réservé pour l OHMI: Date de réception Nombre de pages Demande d enregistrement international relevant exclusivement du protocole de Madrid OHMI-Form
CONTRAT D ABONNEMENT DUO/TRIO
 CONTRAT D ABONNEMENT DUO/TRIO CONTACT COMMERCIAL tous les prix sont ttc INFO CLIENT M. MME LANGUE PRÉFÉRÉE: LU NOM, PRÉNOM DE EN FR PT MATRICULE SOCIAL RUE ET NUMÉRO CODE POSTAL VILLE ÉTAGE/APPART. I N
CONTRAT D ABONNEMENT DUO/TRIO CONTACT COMMERCIAL tous les prix sont ttc INFO CLIENT M. MME LANGUE PRÉFÉRÉE: LU NOM, PRÉNOM DE EN FR PT MATRICULE SOCIAL RUE ET NUMÉRO CODE POSTAL VILLE ÉTAGE/APPART. I N
e-mail : bcf.courrier@bcf.asso.fr site internet : www.bcf.asso.fr. ASSURANCE FRONTIÈRE --------------------- CAHIER DES CHARGES
 BUREAU CENTRAL FRANÇAIS DES SOCIÉTÉS D ASSURANCES CONTRE LES ACCIDENTS D AUTOMOBILES Adresser toute correspondance : 1, rue Jules Lefebvre 75431 PARIS CEDEX 09 Téléphone : 01 53 21 50 80 Télécopieur :
BUREAU CENTRAL FRANÇAIS DES SOCIÉTÉS D ASSURANCES CONTRE LES ACCIDENTS D AUTOMOBILES Adresser toute correspondance : 1, rue Jules Lefebvre 75431 PARIS CEDEX 09 Téléphone : 01 53 21 50 80 Télécopieur :
Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1
 J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
English version Version Française Deutsche Fassung. Free-standing chimneys - Part 5: Material for brick liners - Product specifications
 EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 13084-5:2005/AC May 2006 Mai 2006 Mai 2006 ICS 91.060.40; 91.100.15 English version Version Française Deutsche Fassung Free-standing chimneys - Part
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 13084-5:2005/AC May 2006 Mai 2006 Mai 2006 ICS 91.060.40; 91.100.15 English version Version Française Deutsche Fassung Free-standing chimneys - Part
Documentation Utilisateur
 Documentation Utilisateur Version du Modifiée par Commentaires 09-09-25 RPA Création 10-03-01 CAL Précisions 10-03-01 FPI Exemples d utilisation 10-03-16 JTG Relecture et corrections Table des matières
Documentation Utilisateur Version du Modifiée par Commentaires 09-09-25 RPA Création 10-03-01 CAL Précisions 10-03-01 FPI Exemples d utilisation 10-03-16 JTG Relecture et corrections Table des matières
Lavatory Faucet. Instruction Manual. Questions? 1-866-661-9606 customerservice@artikaworld.com
 Lavatory Faucet Instruction Manual rev. 19-01-2015 Installation Manual You will need Adjustable Wrench Adjustable Pliers Plumber s Tape Hardware list (included) Allen Key Socket wrench tool Important Follow
Lavatory Faucet Instruction Manual rev. 19-01-2015 Installation Manual You will need Adjustable Wrench Adjustable Pliers Plumber s Tape Hardware list (included) Allen Key Socket wrench tool Important Follow
Eléments mobiles du moteur Moteur 1/9
 Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
(51) Int Cl.: H04L 12/24 (2006.01) H04L 12/14 (2006.01)
 Int Cl.: H04L 12/24 (2006.01) H04L 12/14 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 0 94 917 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 29.11.2006
(19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 0 94 917 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 29.11.2006
20 Place Stéphanie Localité/Ville: Bruxelles Code postal: 1050. thi-achatsmp@thalys.com
 1/ 11 BE001 26/01/2015 - Numéro BDA: 2015-501859 Formulaire standard 5 - FR Bulletin des Adjudications Publication du Service Fédéral e-procurement SPF P&O - 51, rue de la Loi B-1040 Bruxelles +32 27905200
1/ 11 BE001 26/01/2015 - Numéro BDA: 2015-501859 Formulaire standard 5 - FR Bulletin des Adjudications Publication du Service Fédéral e-procurement SPF P&O - 51, rue de la Loi B-1040 Bruxelles +32 27905200
Jouve, 18, rue Saint-Denis, 75001 PARIS
 19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
Haute Ecole de la Ville de Liège. Institut Supérieur d Enseignement Technologique.
 Haute Ecole de la Ville de Liège. Institut Supérieur d Enseignement Technologique. Laboratoire Electronique Méthodologie. Jamart Jean-François. - 1 - La fabrication d un circuit imprimé. SOMMAIRE Introduction
Haute Ecole de la Ville de Liège. Institut Supérieur d Enseignement Technologique. Laboratoire Electronique Méthodologie. Jamart Jean-François. - 1 - La fabrication d un circuit imprimé. SOMMAIRE Introduction
FONTANOT CREE UNE LIGNE D ESCALIERS IMAGINÉE POUR CEUX QUI AIMENT LE BRICOLAGE.
 STILE FONTANOT CREE UNE LIGNE D ESCALIERS IMAGINÉE POUR CEUX QUI AIMENT LE BRICOLAGE. 2 3 Magia. Une gamme de produits qui facilitera le choix de votre escalier idéal. 4 06 Guide pour la sélection. 16
STILE FONTANOT CREE UNE LIGNE D ESCALIERS IMAGINÉE POUR CEUX QUI AIMENT LE BRICOLAGE. 2 3 Magia. Une gamme de produits qui facilitera le choix de votre escalier idéal. 4 06 Guide pour la sélection. 16
Système d énergie solaire et de gain énergétique
 Système d énergie solaire et de gain énergétique Pour satisfaire vos besoins en eau chaude sanitaire, chauffage et chauffage de piscine, Enerfrance vous présente Néo[E]nergy : un système utilisant une
Système d énergie solaire et de gain énergétique Pour satisfaire vos besoins en eau chaude sanitaire, chauffage et chauffage de piscine, Enerfrance vous présente Néo[E]nergy : un système utilisant une
CLASSIFICATION REPORT OF REACTION TO FIRE PERFORMANCE IN ACCORDANCE WITH EN 13501-1: 2007
 1 Introduction This classification report defines the classification assigned to «Paintable wall covering VELIO : Exclusive Florentine Authentique Easypaint Clean Air Mold X» (as described by the sponsor)
1 Introduction This classification report defines the classification assigned to «Paintable wall covering VELIO : Exclusive Florentine Authentique Easypaint Clean Air Mold X» (as described by the sponsor)
LES MENUISERIES INTÉRIEURES
 Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
(sî) Int. Cl.5 : B60N 3/00. (72) Inventeur : Mercier, Jean-Louis Henri Robert
 Int. Cl.5 : B60N 3/00. (72) Inventeur : Mercier, Jean-Louis Henri Robert") Europâisches Patentamt 19 à European Patent Office Office européen des brevets (fi) Numéro de publication : 0 388 307 B1 12 FASCICULE DE BREVET EUROPEEN (45) Date de publication du fascicule du brevet
Europâisches Patentamt 19 à European Patent Office Office européen des brevets (fi) Numéro de publication : 0 388 307 B1 12 FASCICULE DE BREVET EUROPEEN (45) Date de publication du fascicule du brevet
Europâisches Patentamt 19 à. European Patent Office Office européen des brevets (fi) Numéro de publication : 0 440 083 B1
 Numéro de publication : 0 440 083 B1") Europâisches Patentamt 19 à European Patent Office Office européen des brevets (fi) Numéro de publication : 0 440 083 B1 12 FASCICULE DE BREVET EUROPEEN (45) Date de publication du fascicule du brevet
Europâisches Patentamt 19 à European Patent Office Office européen des brevets (fi) Numéro de publication : 0 440 083 B1 12 FASCICULE DE BREVET EUROPEEN (45) Date de publication du fascicule du brevet
LES MATÉRIAUX DE MOULAGE ELASTOSIL M : LA VOIE DE LA FACILITÉ.
 LES MATÉRIAUX DE MOULAGE ELASTOSIL M : LA VOIE DE LA FACILITÉ. CREATING TOMORROW S SOLUTIONS Table des matières Techniques de moulage 4 Choix de la technique de moulage 6 Préparation du modèle 8 Préparation
LES MATÉRIAUX DE MOULAGE ELASTOSIL M : LA VOIE DE LA FACILITÉ. CREATING TOMORROW S SOLUTIONS Table des matières Techniques de moulage 4 Choix de la technique de moulage 6 Préparation du modèle 8 Préparation
Integrated Ceramics. Une flexibilité. fascinante.
 Integrated Ceramics Une flexibilité fascinante. Integrated Ceramics Les céramiques cosmétiques utilisées au laboratoire dentaire? Les matériaux d infrastructure utilisés au laboratoire Vitrocéramique alliages
Integrated Ceramics Une flexibilité fascinante. Integrated Ceramics Les céramiques cosmétiques utilisées au laboratoire dentaire? Les matériaux d infrastructure utilisés au laboratoire Vitrocéramique alliages
CALPEX Système à basse température
 CALPEX Système à basse température Pour un avenir sûr en toute flexibilité Nouveau: CALPEX PLUS amélioration jusqu à 22% de l isolation thermique CALPEX Système à basse température pour systèmes de chauffage
CALPEX Système à basse température Pour un avenir sûr en toute flexibilité Nouveau: CALPEX PLUS amélioration jusqu à 22% de l isolation thermique CALPEX Système à basse température pour systèmes de chauffage
Variantes du cycle à compression de vapeur
 Variantes du cycle à compression de vapeur Froid indirect : circuit à frigoporteur Cycle mono étagé et alimentation par regorgement Cycle bi-étagé en cascade Froid direct et froid indirect Froid direct
Variantes du cycle à compression de vapeur Froid indirect : circuit à frigoporteur Cycle mono étagé et alimentation par regorgement Cycle bi-étagé en cascade Froid direct et froid indirect Froid direct