Numéro de publication: Al
|
|
|
- Alain Crépeau
- il y a 8 ans
- Total affichages :
Transcription
1 ê Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: Al DEMANDE DE BREVET EUROPEEN Numero de depot: Int. CI.5: B22D Date de depot: Priorite: FR Inventeur: Vansnick, Michel Dijck, 25 Date de publication de la demande: B-1780 Wemmel(BE) Bulletin 92/46 Inventeur: De Keyzer, Luc Mohrfeld, 28 A ril ± ± ±.. B-1090 Bruxelles(BE) Q*) Etats contractants designes: BE DE ES FR GB IT 0 Mandataire: Bouchoms, Maurice et al Demandeur: SOLVAY (Societe Anonyme) So vay Departement de la Propriete Rue du Prince Albert, 33 Industrielle, 310, rue de Ransbeek B-1050 Bruxelles(BE) B-1120 Bruxelles(BE) Contrôle d'une machine d'injection. Le métal fondu constitutif du noyau est refoulé sous pression dans un moule par l'intermédiaire d'une pompe volumétrique, on mesure la pression du métal refoulé et on adapte le débit de la pompe de façon telle que la pression croissante imposée au métal fondu refoulé ne subisse pas de variation brusque durant toute la durée du cycle de remplis- sage du moule. Le procédé fait appel à un dispositif de mesure 5 permettant d'enregistrer la pression du métal refoulé et à une boucle de régulation rapide 12 qui contrôle le débit d'une pompe volumétrique 3 refoulant le métal fondu dans la cavité d'un moule 1. FIG il a ia 00 co CM pdxlj tit ira Rank Xerox (UK) Business Services
 Q*) Etats contractants designes: BE DE ES FR GB IT 0 Mandataire: Bouchoms, Maurice et al Demandeur: SOLVAY (Societe Anonyme) So vay Departement de la Propriete Rue du Prince")
2 1 EP A1 2 La présente invention concerne un procédé pour le moulage d'un noyau fusible à partir de métal fondu dans lequel le métal fondu est refoulé sous pression dans un moule approprié. Les noyaux fusibles utilisés pour mouler des pièces en matière plastique creuses présentant des parties en contre-dépouille doivent être exempts : - de stries de coulées, de telles stries étant généralement produites par des variations brusques de sections de remplissage ou par des vitesses de remplissage inadéquates provoquées notamment par des contrepressions dans le moule qui sont difficilement maîtrisables. - de bavures et ce en réalisant des plans de joint de moule aussi parfaits que possible. Toutefois, de tels plans ont pour effet d'augmenter la contrepression ce qui implique la nécessité de prévoir des évents de dégazage, ces derniers n'ayant pas un comportement constant et fiable dans le temps. - de trous superficiels recouverts d'une mince pellicule métallique qui, par effondrement de cette pellicule lors de l'utilisation subséquente du noyau fusible dans le cadre d'un moulage par injection, donnent naissance à des défauts de surface dans les pièces en matière plastique moulées par injection. Une technique largement utilisée pour le moulage de noyaux fusibles consiste à refouler le métal fondu, dans une canalisation reliée au moule, sous l'effet d'une pression gazeuse. Cette technique présente toutefois deux graves défauts : - la contrepression dans le moule varie dans le temps suivant notamment l'état des évents de dégazage qui ont tendance à se boucher et, dès lors, même en imposant un profil de pression lors du moulage, il n'est pas possible, lors d'une succession de cycles de moulage, de connaître à tout moment le niveau de remplissage du moule en particulier lorsque ce dernier présente des sections variables. - le métal est refoulé de façon oscillante et contient souvent des bulles de gaz ce qui entraîne la production de stries et la formation de trous dans les noyaux fusibles ainsi produits. En outre, lors du moulage de certains types de noyaux fusibles, il importe de pouvoir faire basculer le moule durant son remplissage pour éviter tout déversement de métal et partant la formation de vagues. Dans ce cas, le recours à la technique susdécrite doit être exclu car, celle-ci ne permettant pas de connaître à tout moment le niveau du front de métal dans le moule, il devient impossible de déterminer le moment précis imposant un basculement du moule. Une autre technique possible consiste à utiliser une pompe volumétrique qui permet une relation 5 non équivoque entre le niveau atteint par le front de métal fondu dans le moule et la quantité de métal fondu délivré par la pompe. Toutefois, cette technique ne permet pas, a priori, un remplissage régulier des moules, en par- io ticulier, dans le cas de moules présentant des sections variables et/ou nécessitant un ou plusieurs basculements en cours de remplissage. Il est également connu (Giesserei 1991, 78, Nr 5, 4 mars, p ) d'injecter le métal fondu 75 dans le moule de formage par l'intermédiaire, par exemple, d'une pompe à piston et, dans ce cas, de mesurer la pression du fluide entraînant la pompe et d'asservir cette pression à un profil prédéterminé, par exemple, par intermédiaire d'une boucle de 20 régulation. Toutefois, dans de tels procédés, il n'est pas tenu compte des accroissements parasites de pression dus, par exemple, à des frottements qui peuvent être très importants et même prépondé- 25 rants compte tenu de la faible viscosité du métal fondu. Il en résulte que la pression mesurée et contrôlée ne reflète pas le degré de remplissage du moule et que, dès lors, ces procédés ne permettent pas un contrôle efficace du remplissage du 30 moule et partant la production de noyaux fusibles exempts de défauts. La présente invention concerne, dès lors, un procédé de moulage de noyaux fusibles à l'intervention d'une pompe volumétrique qui permet, de 35 façon simple, une production régulière de noyaux fusibles pratiquement exempts de défauts. La présente invention concerne, dès lors, un procédé pour le moulage d'un noyau fusible à partir d'un métal fondu dans lequel le métal fondu 40 est refoulé dans un moule par l'intermédiaire d'une pompe volumétrique qui se caractérise en ce qu'on mesure la pression du métal refoulé et en ce qu'on adapte le débit de la pompe de façon telle que la pression croissante imposée au métal fondu refoulé 45 ne subisse pas de variation brusque durant toute la durée du cycle de remplissage du moule. La pompe volumétrique peut être de n'importe quel type adapté à la nature du matériau, métal fondu, à traiter. On préfère toutefois utiliser une 50 pompe volumétrique du type à piston car ce type de pompe permet une relation univoque entre la position du piston et la quantité de métal fondu refoulé dans le moule. Dans ce cas, durant le remplissage du moule, la vitesse de déplacement 55 imposée au piston de la pompe volumétrique est contrôlée de façon à éviter toute variation brusque de la pression exercée sur le métal fondu refoulé dans le moule durant son remplissage. 2

3 3 EP A1 4 Selon un mode de réalisation très simple du procédé conforme à l'invention, pour la réalisation d'un noyau fusible on effectue un premier moulage en imposant une vitesse de déplacement constante au piston et on relève les positions du piston pour lesquelles on enregistre une variation brusque de pression du métal fondu refoulé (passage du front de métal fondu refoulé dans des sections variables du moule). L'examen du diagramme de la variation des pressions relevées en fonction des positions successives du piston permet, par ailleurs, de déterminer la variation de vitesse à imposer au déplacement du piston, dans ces positions relevées, pour maintenir un remplissage sous une pression croissant de façon régulière et sans variation brusque. On peut, dès lors, par le recours, par exemple, à une boucle de régulation rapide et à un distributeur hydraulique proportionnel alimentant le cylindre de commande du piston de la pompe volumétrique, imposer au déplacement du piston une vitesse variable telle que la pression croissante imposée au métal fondu refoulé ne subisse pas de variation brusque durant toute la durée de chaque cycle de remplissage du moule lors des cycles de moulage ultérieurs. La demanderesse préfère recourir à une commande de type hydraulique pour contrôler les déplacements du piston mais il est bien évident que d'autres types de commandes tels que, par exemple, une commande par un moteur électrique, peuvent être exploités dans le cadre du procédé selon l'invention. Le but du réglage à effectuer est donc d'adapter, par un essai préalable, la vitesse de déplacement du piston dans une plage donnée pour que le profil de pression du métal refoulé dans le moule ne subisse pas de variation brusque dans le temps, cette procédure étant itérative jusqu'au remplissage complet du moule. Ainsi qu'il a été dit précédemment, les évents de dégazage prévus dans le moule n'ont pas un comportement constant dans le temps, ces derniers pouvant, en fait, avoir tendance à se boucher progressivement ou brusquement avec pour conséquence directe le développement d'une forte contrepression dans le moule. Cette contrepression pouvant influencer néfastement la pression mesurée sur le métal fondu, il importe que la procédure de mise au point des cycles de moulage soit réalisée avec des moules dont les évents sont maintenus dégagés. Dès que cette procédure de mise au point est terminée et, par conséquent, lors du cycle de production industriel subséquent un bouchage éventuel d'un ou plusieurs évents devient sans incidence sur le remplissage du moule puisque ce dernier est volumétrique. En fait, le bouchage d'un évent se révèle uniquement par une dérive des pressions mesurées durant les remplissages successifs. Ainsi qu'il a été mentionné précédemment, un basculement du moule durant son remplissage 5 peut se révéler indispensable, lors de la réalisation de certains types de noyaux fusibles, pour éviter un déversement du métal fondu pouvant engendrer des vagues et ainsi conduire à la production de noyaux fusibles défectueux. io Le procédé conforme à l'invention peut être facilement adapté au remplissage de moules exigeant un tel basculement. Dans ce cas, en réalisant dans un premier essai de production des noyaux fusibles imcom- 15 plets, on détermine les cotes de déplacement du piston de la pompe qui correspondent à des niveaux de remplisssage du moule pour lesquelles il est nécessaire d'imposer un ou plusieurs basculements successifs au moule. 20 Dès que ce ou ces points sont déterminés, on effectue de nouveau un premier remplissage du moule à vitesse constante de déplacement du piston en faisant basculer le moule aux cotes appropriées et on relève le diagramme de variation de la 25 pression du métal refoulé. Sur base de ce diagramme, on peut alors déterminer les positions du piston pour lesquelles il convient d'agir sur la vitesse du piston et les variations de vitesses à imposer au piston en ces endroits de façon à réaliser un cycle 30 de moulage tel que la pression du métal fondu refoulé dans le moule croisse selon un profil prédéterminé et ce sans variation brusque durant chaque cycle de production industrielle. Dans le procédé conforme à l'invention, il se 35 révèle, en outre, avantageux d'équiper la pompe d'un régulateur de pression ayant pour fonction de limiter la pression maximale exercée par la pompe sur le métal fondu refoulé. De cette façon, on réduit tout risque d'accident éventuel en cours de 40 production industrielle et on empêche l'application d'une pression trop élévée en fin de remplissage du moule qui pourrait favoriser la formation de bavures indésirables sur les noyaux fusibles moulés. En règle générale, la demanderesse préfère 45 que le régulateur de pression limite la pression maximum exercée sur le métal fondu à une valeur légèrement supérieure à la hauteur monométrique correspondant au remplissage total du moule. Selon un autre mode de réalisation du procédé 50 conforme à l'invention qui présente l'avantage d'être automatisé, on prédétermine un profil croissant pour la pression du métal fondu à refouler dans le moule, on relève en continu la pression du métal fondu refoulé en cours de fabrication et, à 55 partir de cette mesure, on règle en continu le débit de la pompe volumétrique de façon à respecter le profil croissant de pression prédéterminé. Le procédé selon cette variante peut être avan- 3

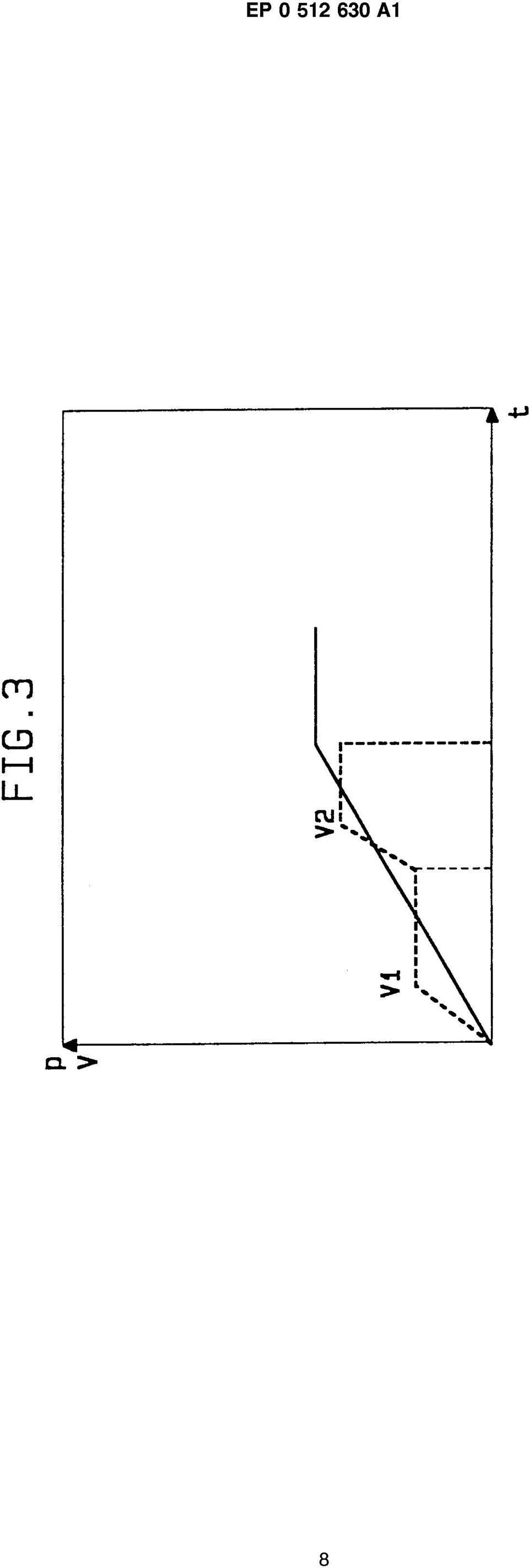
4 5 EP A1 6 tageusement réalisé en faisant appel à un système automatique comparateurrégulateur qui en tout moment du cycle de fabrication compare la pression relevée du métal fondu refoulé avec la valeur instantanée de la pression prédéterminée et qui, en cas de disparité entre ces valeurs de pressions, agit sur le débit de la pompe de façon à compenser cette disparité. Le procédé selon l'invention est, par ailleurs, explicité de façon plus détaillée dans la description, qui va suivre, de son premier mode de réalisation et dans laquelle, on se référera aux figures des dessins annexés dans lesquelles : - la fig. 1 est une vue schématique d'un dispositif de moulage de noyaux fusibles convenant pour réaliser le procédé selon l'invention, ce dispositif faisant appel à une pompe volumétrique à piston. - la fig. 2 est un diagramme de variation de pression du métal fondu refoulé relevé lors du moulage initial, le piston de la pompe volumétrique étant animé d'une vitesse de déplacement constante. - la fig. 3 est un diagramme de variation de pression du métal fondu refoulé et de vitesse de déplacement du piston imposé dans le procédé conforme à l'invention. Le dispositif tel qu'illustré par la fig. 1 comporte un moule 1 adapté pour le moulage d'un noyau fusible dont la cavité est raccordée par une canalisation 2 à une pompe volumétrique 3 à piston 4 conçue pour permettre le refoulement d'un métal fondu dans la cavité du moule 1. Conformément à l'invention, la canalisation 2 est pourvue d'un dispositif de mesure 5 permettant d'enregistrer la pression du métal fondu refoulé. Le piston 4 est commandé par un vérin hydraulique 6 et est équipé d'un dispositif 7 permettant de relever en continu les positions successives occupées par le piston 4. Le vérin hydraulique 6 est alimenté via un distributeur proportionnel 8 raccordé à un circuit d'alimentation en fluide hydraulique sous pression comportant une cuve de stockage 9, une pompe 10 et un régulateur de pression 11 qui limite la pression du fluide hydraulique délivré à une valeur de 20 bars. Le dispositif est complété par une boucle de régulation rapide 12 qui contrôle, via la commande 13, le distributeur proportionnel 8, cette boucle étant raccordée au dispositif 7 relevant la position instantanée du piston 4. Conformément au procédé selon l'invention, le dispositif tel que décrit est exploité comme suit en vue de la production d'une série de noyaux fusibles. Dans un premier stade, on réalise un premier noyau fusible en imposant une vitesse de déplace- ment constante au piston 4 et donc sous un débit constant de métal fondu réfoulé et, durant ce cycle de production, on relève, en continu, à l'aide du dispositif 5, la pression du métal fondu refoulé et, à 5 l'aide du dispositif 7, les positions successives correspondantes du piston 4. Sur base des indications ainsi relevées, il est, dès lors, possible d'établir un diagramme des variations de vitesse V de déplacement du piston 4 et io de pression P du métal fondu refoulé en fonction du temps T qui, dans le cas de la production d'un noyau correspondant à l'empreinte du moule 1 représenté à la fig. 1, est illustré par la fig. 2. Sur ce diagramme on constate, d'une part, que 15 la vitesse de déplacement V du piston (représentée en traits pointillés) est constante et, d'autre part, que la pression du métal fondu refoulé P (représentée en trait plein) présente une variation brusque. Cette variation brusque de pression cor- 20 respond, en fait, au passage du front de métal fondu refoulé dans une section de l'empreinte du moule présentant une variation de section accrue comme représenté sur la fig. 1. Sur base du diagramme de la figure 2, il de- 25 vient donc possible de déterminer la position du piston correspondant à une variation brusque de pression et de calculer l'accroissement progressif de vitesse à imposer au déplacement du piston, en cet endroit, pour éviter cette variation de pression. 30 Lorque cette correction est imposée par le régulateur 12, on peut entreprendre un cycle de fabrication continu. Le diagramme des pressions du métal fondu refoulé et des vitesses de déplacement du piston relevées durant ces cycles est 35 donné par la fig. 3. Dans ce diagramme, on constate que la montée en pression P, illustrée en trait plein, est maintenue constante et ce, sans variation brusque, par une modification de la vitesse V de déplacement 40 du piston illustrée en traits pointillés en cours de remplissage du moule (passage d'une vitesse V1 à une vitesse V2 plus élevée au moment où le front du métal refoulé dans le moule atteint une section accrue). 45 Revendications 1. Procédé pour le moulage d'un noyau fusible à partir d'un métal fondu dans lequel le métal 50 fondu est refoulé sous presion dans un moule par l'intermédiaire d'une pompe volumétrique caractérisé en ce qu'on mesure la pression du métal refoulé et en ce qu'on adapte le débit de la pompe de façon telle que la pression crois- 55 santé imposée au métal fondu refoulé ne subisse pas de variation brusque durant toute la durée du cycle de remplissage du moule. 4

5 EP A1 Procédé selon la revendication 1 caractérisé en ce que la pompe volumétrique est une pompe à piston contrôlée par une boucle de régulation rapide et commandée par un distributeur hydraulique et en ce que, durant le 5 remplissage du moule, la vitesse de déplacement du piston de la pompe volumétrique est contrôlée de façon à éviter toute variation brusque de la pression exercée sur le métal fondu refoulé dans le moule durant son rem- 10 plissage. Procédé selon la revendication 1 caractérisé en ce qu'on équipe la pompe d'un régulateur de pression permettant de limiter la pression 75 maximale exercée sur le métal fondu à une valeur légèrement supérieure à la hauteur monométrique correspondant au remplissage total du moule. 20 Procédé selon la revendication 1 caractérisé en ce qu'on prédétermine un profil croissant pour la pression du métal fondu à refouler dans le moule, on relève en continu la pression du métal fondu refoulé en cours de fabri- 25 cation et, à partir de cette mesure, on règle en continu le débit de la pompe volumétrique de façon à respecter le profil croissant de pression prédéterminé

6 EP A1

7 EP A1

8 EP A1 8
9 Office européen des brevets ^ p p ^ DE RECHERCHE EUROPEENNE n " 1"1"1 «DOCUMENTS CONSIDERES COMME PERTINENTS Catégorie Citation du document avec indication, en cas de besoin, Revendication des parties pertinentes concernée D,X GIESSEREI vol. 78, no. 5, 1991, DUESSELDORF pages ; L. ITEN: 'Neue Druckgussmaschlnen mit dlgltaler Echtzeltregelung des Glessvorgangs1 * abrégé * EP CLASSEMENT DE LA DEMANDE tint. CI.S ) 1-4 B22D17/32 DE-A (IDRA PRESSEN) * revendications * PATENT ABSTRACTS OF JAPAN vol. 8, no. 280 (M-347)( 1717) 21 Décembre 1984 & JP-A ( UBE KOSAN K. K. ) 28 Août 1984 * abrégé * GB-A ( UBE INDUSTRIES LTD) * abrégé * 1-4 1, DE-A (TOSHIBA KIKAI) * revendications * DOMAINES TECHNIQUES RECHERCHES (Int. C1.5 ) B22D Le présent rapport a été établi pour toutes les revendications lie* de la recherche LA HAYE Date &achèveneai de la recherche 18 AOUT 1992 HODIAMONT S. CATEGORIE DES DOCUMENTS CITES X particulièrement pertinent a lui seul Y : particulièrement pertinent en combinaison avec un autre document de la même catégorie A arrière-plan technologique O : divulgation non-ècrite P : document intercalaire T théorie ou principe a la base de l'invention E : document de brevet antérieur, mais publié i la date de dépôt ou après cette date D : cité dans la demande L : cité pour d'autres raisons & : membre de la même famille, document correspondant
 1-4 B22D17/32 DE-A-3 142 811 (IDRA PRESSEN) * revendications * PATENT ABSTRACTS OF JAPAN vol. 8, no. 280 (M-347)( 1717) 21 Décembre 1984 & JP-A-59 150 652 ( UBE KO")
Rank Xerox (UK) Business Services
 Business Services") Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
". TY convertisseur statique, et des condensateurs de filtrage.
 curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
Numéro de publication: 0 547 276 Al. Int. CIA H03K 17/12, H03K 17/08. Demandeur: FERRAZ Societe Anonyme
 ê Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 547 276 Al DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91420460.7 Int. CIA H03K 17/12, H03K 17/08 @
ê Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 547 276 Al DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91420460.7 Int. CIA H03K 17/12, H03K 17/08 @
îundesdruokerei Berlin
 Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
Jouve, 18, rue Saint-Denis, 75001 PARIS
 19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
3) Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)
 Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)") raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
Bundesdruckerei Berlin
 Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Numéro de publication: 0 421 891 Al. int. Cl.5: H01H 9/54, H01H 71/12. Inventeur: Pion-noux, uerara. Inventeur: Morel, Robert
 à ïuropaisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 421 891 Al 3 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90420384.1 int. Cl.5: H01H 9/54, H01H 71/12
à ïuropaisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 421 891 Al 3 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90420384.1 int. Cl.5: H01H 9/54, H01H 71/12
0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
TEPZZ 568448A_T EP 2 568 448 A1 (19) (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.
 (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.") (19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
(19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
EP 2 063 325 A2 (19) (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22
 (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
Europâisches Patentamt European Patent Office Office européen des brevets. Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
ii) Numéro de publication: ) 4Z1 Al
 Numéro de publication: ) 4Z1 Al") uropaisches Patentamt uropean Patent Office )ffice européen des brevets ii) Numéro de publication: ) 4Z1 Al S) DEMANDE DE BREVET EUROPEEN g) Numero de depot: 90402708.3 (& Int. CI.5: U01 M d/lu ) Date
uropaisches Patentamt uropean Patent Office )ffice européen des brevets ii) Numéro de publication: ) 4Z1 Al S) DEMANDE DE BREVET EUROPEEN g) Numero de depot: 90402708.3 (& Int. CI.5: U01 M d/lu ) Date
La contrefaçon par équivalence en France
 BREVETS La contrefaçon par équivalence en France I. Introduction Si l'on considère une revendication de brevet qui remplit les conditions de validité au regard de l'art antérieur, le cas de contrefaçon
BREVETS La contrefaçon par équivalence en France I. Introduction Si l'on considère une revendication de brevet qui remplit les conditions de validité au regard de l'art antérieur, le cas de contrefaçon
DEMANDE DE BREVET EUROPEEN
 Patentamt JEuropâisches European Patent Office Office européen des brevets (g) Numéro de publication : 0 458 661 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt : 91400889.1 mt Cl.5: A61K 31/415, C07D
Patentamt JEuropâisches European Patent Office Office européen des brevets (g) Numéro de publication : 0 458 661 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt : 91400889.1 mt Cl.5: A61K 31/415, C07D
192 Office européen des brevets DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
GUIDE D'INSTALLATION. Lave-Vaisselle
 GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1/ CONSIGNES DE SECURITE Avertissements importants 03 2/ INSTALLATION DE VOTRE LAVE-VAISSELLE Appareil non encastré 04 Appareil encastré 04 Appareil encastré
GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1/ CONSIGNES DE SECURITE Avertissements importants 03 2/ INSTALLATION DE VOTRE LAVE-VAISSELLE Appareil non encastré 04 Appareil encastré 04 Appareil encastré
Numéro de publication: 0 683 400 Al. Int. Cl.6: G01S 15/52
 Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 683 400 Al DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 95106587.9 Int. Cl.6: G01S 15/52 @ Date de dépôt:
Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 683 400 Al DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 95106587.9 Int. Cl.6: G01S 15/52 @ Date de dépôt:
*EP001039352A1* EP 1 039 352 A1 (19) (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39
 (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
DEMANDE DE BREVET EUROPEEN. (si) Int. Cl.5: E05B9/10
 Int. Cl.5: E05B9/10") 19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 553 044 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt : 93420031.2 (si) Int. Cl.5: E05B9/10 (22)
19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 553 044 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt : 93420031.2 (si) Int. Cl.5: E05B9/10 (22)
DEMANDE DE BREVET EUROPEEN. PLASSERAUD 84, rue d'amsterdam, F-75009 Paris (FR)
") Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
CIRCUITS DE PUISSANCE PNEUMATIQUES
 V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
LA MESURE DE PRESSION PRINCIPE DE BASE
 Page 1 / 6 LA MESURE DE PRESSION PRINCIPE DE BASE 1) Qu est-ce qu un sensor de pression? Tout type de sensor est composé de 2 éléments distincts : Un corps d épreuve soumit au Paramètre Physique φ à mesurer
Page 1 / 6 LA MESURE DE PRESSION PRINCIPE DE BASE 1) Qu est-ce qu un sensor de pression? Tout type de sensor est composé de 2 éléments distincts : Un corps d épreuve soumit au Paramètre Physique φ à mesurer
Manomètre pour pression différentielle avec contacts électriques Exécution soudée Types DPGS43.1x0, version acier inox
 Mesure mécatronique de pression Manomètre pour pression différentielle avec contacts électriques Exécution soudée Types DPGS43.1x0, version acier inox Fiche technique WIKA PV 27.05 Applications Contrôle
Mesure mécatronique de pression Manomètre pour pression différentielle avec contacts électriques Exécution soudée Types DPGS43.1x0, version acier inox Fiche technique WIKA PV 27.05 Applications Contrôle
Calcul des pertes de pression et dimensionnement des conduits de ventilation
 Calcul des pertes de pression et dimensionnement des conduits de ventilation Applications résidentielles Christophe Delmotte, ir Laboratoire Qualité de l Air et Ventilation CSTC - Centre Scientifique et
Calcul des pertes de pression et dimensionnement des conduits de ventilation Applications résidentielles Christophe Delmotte, ir Laboratoire Qualité de l Air et Ventilation CSTC - Centre Scientifique et
Thermorégulateurs Series 5 et Series 4. Exciting technology!
 Thermorégulateurs Series 5 et Series 4 Exciting technology! surveillance entièrement automatique du process menu interactif multilingue circuit fermé à l'abri du contact avec l'oxygène de l'air refroidissement
Thermorégulateurs Series 5 et Series 4 Exciting technology! surveillance entièrement automatique du process menu interactif multilingue circuit fermé à l'abri du contact avec l'oxygène de l'air refroidissement
TEPZZ 6Z85Z5A T EP 2 608 505 A2 (19) (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
(19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
BREVET DE TECHNICIEN SUPÉRIEUR AGRICOLE SUJET
 SESSION 2010 France métropolitaine BREVET DE TECHNICIEN SUPÉRIEUR AGRICOLE ÉPREUVE N 2 DU PREMIER GROUPE ÉPREUVE SCIENTIFIQUE ET TECHNIQUE Option : Génie des équipements agricoles Durée : 3 heures 30 Matériel
SESSION 2010 France métropolitaine BREVET DE TECHNICIEN SUPÉRIEUR AGRICOLE ÉPREUVE N 2 DU PREMIER GROUPE ÉPREUVE SCIENTIFIQUE ET TECHNIQUE Option : Génie des équipements agricoles Durée : 3 heures 30 Matériel
Le chantier compte 4 étapes :
 02 Bien mettre en place le 03 béton désactivé La technique du béton désactivé consiste à mettre en valeur les granulats en éliminant la couche superficielle du mortier en surface. Un chantier de béton
02 Bien mettre en place le 03 béton désactivé La technique du béton désactivé consiste à mettre en valeur les granulats en éliminant la couche superficielle du mortier en surface. Un chantier de béton
Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1
 J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
Atelier B : Maintivannes
 Atelier B : Maintivannes BMA03 : Procédure de réglage de la vanne de régulation CAMFLEX BMA03 : Procédure de réglage de la vanne CAMFLEX Page 1 Buts de l exercice : - Réaliser la manutention d un élément
Atelier B : Maintivannes BMA03 : Procédure de réglage de la vanne de régulation CAMFLEX BMA03 : Procédure de réglage de la vanne CAMFLEX Page 1 Buts de l exercice : - Réaliser la manutention d un élément
(51) Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)
 Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)") (19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
(19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
TEPZZ 5 5 _9A_T EP 2 535 219 A1 (19) (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
(19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
3. Artefacts permettant la mesure indirecte du débit
 P-14V1 MÉTHODE DE MESURE DU DÉBIT D UN EFFLUENT INDUSTRIEL EN CANALISATIONS OUVERTES OU NON EN CHARGE 1. Domaine d application Cette méthode réglemente la mesure du débit d un effluent industriel en canalisations
P-14V1 MÉTHODE DE MESURE DU DÉBIT D UN EFFLUENT INDUSTRIEL EN CANALISATIONS OUVERTES OU NON EN CHARGE 1. Domaine d application Cette méthode réglemente la mesure du débit d un effluent industriel en canalisations
Vanne de mélange DirectConnect série AMX300
 Vanne de mélange DirectConnect série AMX300 DIRECTIVES D'INSTALLATION APPLICATION Les vannes de mélange DirectConnect série AMX 300 conviennent à toutes les applications nécessitant une régulation précise
Vanne de mélange DirectConnect série AMX300 DIRECTIVES D'INSTALLATION APPLICATION Les vannes de mélange DirectConnect série AMX 300 conviennent à toutes les applications nécessitant une régulation précise
*EP001343123A1* EP 1 343 123 A1 (19) (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37
 (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
Equipement d un forage d eau potable
 Equipement d un d eau potable Mise en situation La Société des Sources de Soultzmatt est une Société d Economie Mixte (SEM) dont l activité est l extraction et l embouteillage d eau de source en vue de
Equipement d un d eau potable Mise en situation La Société des Sources de Soultzmatt est une Société d Economie Mixte (SEM) dont l activité est l extraction et l embouteillage d eau de source en vue de
Vannes à 2 ou 3 voies, PN16
 4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
Une onzième machine pour 200 mégawatts supplémentaires de courant de pointe
 «Société Électrique de l Our» Une onzième machine pour 200 mégawatts supplémentaires de courant de pointe Pour un meilleur équilibre entre production d électricité et pointes de consommation Afin d'augmenter
«Société Électrique de l Our» Une onzième machine pour 200 mégawatts supplémentaires de courant de pointe Pour un meilleur équilibre entre production d électricité et pointes de consommation Afin d'augmenter
F-67160 Wissembourg(FR) Inventeur: Foeller, Clement 8, rue du Marechal Mac-Mahon F-67110 Reichsoffen(FR)
 Inventeur: Foeller, Clement 8, rue du Marechal Mac-Mahon F-67110 Reichsoffen(FR)") Europàisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 362 093 A2 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 89440065.4 Int. Cl.5: A61 N 1/39 Date de dépôt:
Europàisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 362 093 A2 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 89440065.4 Int. Cl.5: A61 N 1/39 Date de dépôt:
CENTRE HOSPITALIER CAHIER DES CLAUSES TECHNIQUES PARTICULIERES MAINTENANCE DES CHAUDIERES ET DES SYSTEMES DE CLIMATISATION
 CENTRE HOSPITALIER 1, rue du Docteur Paul Martinais 37600 LOCHES 02 47 91 33 33 02 47 91 32 00 CAHIER DES CLAUSES TECHNIQUES PARTICULIERES MISE EN CONCURRENCE PORTANT SUR MAINTENANCE DES CHAUDIERES ET
CENTRE HOSPITALIER 1, rue du Docteur Paul Martinais 37600 LOCHES 02 47 91 33 33 02 47 91 32 00 CAHIER DES CLAUSES TECHNIQUES PARTICULIERES MISE EN CONCURRENCE PORTANT SUR MAINTENANCE DES CHAUDIERES ET
Bateau à moteur PROPULSEURS. Comment choisir le propulseur adapté à vos besoins. Bateau 1 Tableau 1. Bateau 2. Bateau 4. Bateau 1. Bateau 3.
 PROPULSEURS Comment choisir le propulseur adapté à vos besoins En tunnel ou rétractable? Les propulseurs en tunnel représentent une solution simple et efficace pour les bateaux à moteur et voiliers à fort
PROPULSEURS Comment choisir le propulseur adapté à vos besoins En tunnel ou rétractable? Les propulseurs en tunnel représentent une solution simple et efficace pour les bateaux à moteur et voiliers à fort
NOTICE DE MISE EN SERVICE
 NOTICE DE MISE EN SERVICE Dispositif de Surpression à Variation, pompe de 2,2kW 1. GENERALITES Avant de procéder à l installation, lire attentivement cette notice de mise en service. CONTROLE PRELIMINAIRE
NOTICE DE MISE EN SERVICE Dispositif de Surpression à Variation, pompe de 2,2kW 1. GENERALITES Avant de procéder à l installation, lire attentivement cette notice de mise en service. CONTROLE PRELIMINAIRE
NOTRE OFFRE GLOBALE STAGES INTER-ENTREPRISES
 NOTRE OFFRE GLOBALE STAGES INTER-ENTREPRISES HYDRAULIQUE MOBILE 5 Stages de 4 jours ----- HM1 HM2 HM3 HM4 HM5 2 Stages SAUER DANFOSS de 2 jours ----- PVG 32 ----- POMPE 90 MOTEUR 51 ELECTRONIQUE EMBARQUEE
NOTRE OFFRE GLOBALE STAGES INTER-ENTREPRISES HYDRAULIQUE MOBILE 5 Stages de 4 jours ----- HM1 HM2 HM3 HM4 HM5 2 Stages SAUER DANFOSS de 2 jours ----- PVG 32 ----- POMPE 90 MOTEUR 51 ELECTRONIQUE EMBARQUEE
Notice d'utilisation. Installation solaire avec appareil de régulation KR 0106. 6302 1500 05/2002 FR Pour l'utilisateur
 6302 1500 05/2002 FR Pour l'utilisateur Notice d'utilisation Installation solaire avec appareil de régulation KR 0106 Lire attentivement avant utilisation SVP Préface Remarque Les appareils répondent aux
6302 1500 05/2002 FR Pour l'utilisateur Notice d'utilisation Installation solaire avec appareil de régulation KR 0106 Lire attentivement avant utilisation SVP Préface Remarque Les appareils répondent aux
Vanne " Tout ou Rien" à siège incliné Type 3353
 Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
Initiation à la Mécanique des Fluides. Mr. Zoubir HAMIDI
 Initiation à la Mécanique des Fluides Mr. Zoubir HAMIDI Chapitre I : Introduction à la mécanique des fluides 1 Introduction La mécanique des fluides(mdf) a pour objet l étude du comportement des fluides
Initiation à la Mécanique des Fluides Mr. Zoubir HAMIDI Chapitre I : Introduction à la mécanique des fluides 1 Introduction La mécanique des fluides(mdf) a pour objet l étude du comportement des fluides
Vannes 3 voies avec filetage extérieur, PN 16
 4 464 Vannes 3 voies avec filetage extérieur, PN 6 VXG44... Corps en bronze CC49K (Rg5) DN 5...DN 40 k vs 0,25...25 m 3 /h Corps filetés avec étanchéité par joint plat G selon ISO 228/ Des raccords à vis
4 464 Vannes 3 voies avec filetage extérieur, PN 6 VXG44... Corps en bronze CC49K (Rg5) DN 5...DN 40 k vs 0,25...25 m 3 /h Corps filetés avec étanchéité par joint plat G selon ISO 228/ Des raccords à vis
CONCOURS D OUVRIER PROFESSIONNEL SPÉCIALITÉ "AGENCEMENT INTÉRIEUR" CONCOURS EXTERNE ET INTERNE
 CONCOURS D OUVRIER PROFESSIONNEL SPÉCIALITÉ "AGENCEMENT INTÉRIEUR" CONCOURS EXTERNE ET INTERNE NATURE DES ÉPREUVES Arrêté du 24 janvier 1992 (publié au Journal officiel du 14 février 1992) Les épreuves
CONCOURS D OUVRIER PROFESSIONNEL SPÉCIALITÉ "AGENCEMENT INTÉRIEUR" CONCOURS EXTERNE ET INTERNE NATURE DES ÉPREUVES Arrêté du 24 janvier 1992 (publié au Journal officiel du 14 février 1992) Les épreuves
TEPZZ 8758_8A_T EP 2 875 818 A1 (19) (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.
 (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.") (19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
(19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
Mesure de la pression différentielle et différentielle bidirectionnelle expliquée à l'aide du capteur
 Dans la technique de mesure de pression, on distingue les méthodes de mesure en fonction des tâches à réaliser. Au rang de ces méthodes figurent la mesure de la pression absolue, la mesure de la pression
Dans la technique de mesure de pression, on distingue les méthodes de mesure en fonction des tâches à réaliser. Au rang de ces méthodes figurent la mesure de la pression absolue, la mesure de la pression
VS2000V+CAPNO. Moniteur de paramètres vitaux À usage vétérinaire. Manuel d utilisation
 VS2000V+CAPNO Moniteur de paramètres vitaux À usage vétérinaire Manuel d utilisation Sommaire Information et garantie... Propriété de la notice... Limite de garantie... Rejet des garanties... Conditions
VS2000V+CAPNO Moniteur de paramètres vitaux À usage vétérinaire Manuel d utilisation Sommaire Information et garantie... Propriété de la notice... Limite de garantie... Rejet des garanties... Conditions
DISPOSITIF DE BLOCAGE STATIQUE Ø 32 à 100 mm - double effet ISO 15552
 DISPOSITIF DE BLOCAGE STATIQUE Ø 3 à 100 mm - double effet ISO 1555 Séries 53-50 9 PRESENTATION Il est destiné à assurer le maintien et le blocage en position extrême de la tige du vérin sous charge lors
DISPOSITIF DE BLOCAGE STATIQUE Ø 3 à 100 mm - double effet ISO 1555 Séries 53-50 9 PRESENTATION Il est destiné à assurer le maintien et le blocage en position extrême de la tige du vérin sous charge lors
CANALISATIONS A L AIR LIBRE OU DANS LES PASSAGES COUVERTS, OUVERTS SUR L'EXTERIEUR SOMMAIRE
 CAHIER DES CHARGES AFG CANALISATIONS A L AIR LIBRE OU DANS LES PASSAGES COUVERTS, OUVERTS SUR L'EXTERIEUR RSDG 5 15 décembre 2002 SOMMAIRE 1. - REGLES GENERALES 2 1.1. - Objet du cahier des charges 2 1.2.
CAHIER DES CHARGES AFG CANALISATIONS A L AIR LIBRE OU DANS LES PASSAGES COUVERTS, OUVERTS SUR L'EXTERIEUR RSDG 5 15 décembre 2002 SOMMAIRE 1. - REGLES GENERALES 2 1.1. - Objet du cahier des charges 2 1.2.
Description du système. Pompe 1 : Pompe de régulation du retour sur le poêle.
 Description du système Pompe 1 : Pompe de régulation du retour sur le poêle. La vitesse de la pompe varie de façon à ce que la température de l eau qui reparte vers le poêle soit toujours de 60 C. Le débit
Description du système Pompe 1 : Pompe de régulation du retour sur le poêle. La vitesse de la pompe varie de façon à ce que la température de l eau qui reparte vers le poêle soit toujours de 60 C. Le débit
Les types et niveaux de maintenance
 Les types et niveaux de maintenance Les types de maintenance La maintenance des équipements constitue une contrainte réglementaire pour les entreprises possédant des matériels sur lesquels travaillent
Les types et niveaux de maintenance Les types de maintenance La maintenance des équipements constitue une contrainte réglementaire pour les entreprises possédant des matériels sur lesquels travaillent
Électricité. 1 Interaction électrique et modèle de l atome
 4 e - AL Électricité 1 Électricité 1 Interaction électrique et modèle de l atome 1.1 Électrisation par frottement Expérience 1.1 Une baguette en matière plastique est frottée avec un chiffon de laine.
4 e - AL Électricité 1 Électricité 1 Interaction électrique et modèle de l atome 1.1 Électrisation par frottement Expérience 1.1 Une baguette en matière plastique est frottée avec un chiffon de laine.
Catalogue - Formation en «électropneumatique et systèmes automatisés process control system»
 entre echnologies Avancées Catalogue - en «électropneumatique et systèmes automatisés process control system» 2012-2013 Boulevard du Château 12, 7800 ATH Tél : 068/26.88.80 Fax : 068/26.88.81 E-Mail :
entre echnologies Avancées Catalogue - en «électropneumatique et systèmes automatisés process control system» 2012-2013 Boulevard du Château 12, 7800 ATH Tél : 068/26.88.80 Fax : 068/26.88.81 E-Mail :
Des indicateurs vous permettant de mesurer et de contrôler vos opérations au quotidien. SÉRIE ZM300
 Des indicateurs vous permettant de mesurer et de contrôler vos opérations au quotidien. SÉRIE ZM300 Conçus pour les besoins d aujourd hui et les défis de demain Des indicateurs à la pointe de la technologie
Des indicateurs vous permettant de mesurer et de contrôler vos opérations au quotidien. SÉRIE ZM300 Conçus pour les besoins d aujourd hui et les défis de demain Des indicateurs à la pointe de la technologie
CODE DU TRAVAIL Art. R. 233-15 Art. R. 233-16 Art. R. 233-17 Art. R. 233-18
 CODE DU TRAVAIL Art. R. 233-15.- Les éléments mobiles de transmission d'énergie ou de mouvements des équipements de travail présentant des risques de contact mécanique pouvant entraîner des accidents doivent
CODE DU TRAVAIL Art. R. 233-15.- Les éléments mobiles de transmission d'énergie ou de mouvements des équipements de travail présentant des risques de contact mécanique pouvant entraîner des accidents doivent
PERFORMANCES D UNE POMPE TURBOMOLECULAIRE
 EUROPEAN LABORATORY FOR NUCLEAR RESEARCH CERN - LHC DIVISION LHC-VAC/KW Vacuum Technical Note 00-09 May 2000 PERFORMANCES D UNE POMPE TURBOMOLECULAIRE K. Weiss Performances d une pompe turbomoléculaire
EUROPEAN LABORATORY FOR NUCLEAR RESEARCH CERN - LHC DIVISION LHC-VAC/KW Vacuum Technical Note 00-09 May 2000 PERFORMANCES D UNE POMPE TURBOMOLECULAIRE K. Weiss Performances d une pompe turbomoléculaire
FUSION PAR CONFINEMENT MAGNÉTIQUE
 FUSION PAR CONFINEMENT MAGNÉTIQUE Séminaire de Xavier GARBET pour le FIP 06/01/2009 Anthony Perret Michel Woné «La production d'énergie par fusion thermonucléaire contrôlée est un des grands défis scientifiques
FUSION PAR CONFINEMENT MAGNÉTIQUE Séminaire de Xavier GARBET pour le FIP 06/01/2009 Anthony Perret Michel Woné «La production d'énergie par fusion thermonucléaire contrôlée est un des grands défis scientifiques
VOTRE EAU CHAUDE ELECTRIQUE
 G U I D E VOTRE EAU CHAUDE ELECTRIQUE SICAE Une réduction d'impôts peut être obtenue (sous certaines conditions) lors du remplacement de votre chauffe-eau électrique. Renseignez-vous auprès du Centre des
G U I D E VOTRE EAU CHAUDE ELECTRIQUE SICAE Une réduction d'impôts peut être obtenue (sous certaines conditions) lors du remplacement de votre chauffe-eau électrique. Renseignez-vous auprès du Centre des
Vanne à tête inclinée VZXF
 Caractéristiques et fourniture Fonction LavanneàtêteinclinéeVZXF est un distributeur 2/2 à pilotage externe. Les distributeurs de ce type sont commutés par le biais d'un fluide de commande supplémentaire.
Caractéristiques et fourniture Fonction LavanneàtêteinclinéeVZXF est un distributeur 2/2 à pilotage externe. Les distributeurs de ce type sont commutés par le biais d'un fluide de commande supplémentaire.
crm+ capteurs à ultrasons Extrait de notre catalogue en ligne : Mise à jour : 2015-06-29
 Extrait de notre catalogue en ligne : crm+ capteurs à ultrasons Mise à jour : 2015-06-29 microsonic gmbh, phoenixseestraße 7, d-44263 dortmund, allemagne, tél : +49 231 9751510, fax : +49 231 97515151,
Extrait de notre catalogue en ligne : crm+ capteurs à ultrasons Mise à jour : 2015-06-29 microsonic gmbh, phoenixseestraße 7, d-44263 dortmund, allemagne, tél : +49 231 9751510, fax : +49 231 97515151,
Prescriptions Techniques
 Prescriptions Techniques Application du décret n 2004-555 du 15 juin 2004 relatif aux prescriptions techniques applicables aux Canalisations et Raccordements des installations de transport, de distribution
Prescriptions Techniques Application du décret n 2004-555 du 15 juin 2004 relatif aux prescriptions techniques applicables aux Canalisations et Raccordements des installations de transport, de distribution
DOSSIER TECHNIQUE INJECTION ELECTRONIQUE GPL MULTIPOINT
 Examen : BREVET DE TECHNICIEN SUPERIEUR Session 2000 Spécialité : MAINTENANCE ET APRES-VENTE AUTOMOBILE Code : Option : VEHICULES PARTICULIERS Durée : 6 h Epreuve : U5 - COMPREHENSION DES SYSTEMES - GESTION
Examen : BREVET DE TECHNICIEN SUPERIEUR Session 2000 Spécialité : MAINTENANCE ET APRES-VENTE AUTOMOBILE Code : Option : VEHICULES PARTICULIERS Durée : 6 h Epreuve : U5 - COMPREHENSION DES SYSTEMES - GESTION
NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine
 NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine «Capteur autonome eau chaude» Choix de la gamme ECOAUTONOME a retenu un capteur solaire
NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine «Capteur autonome eau chaude» Choix de la gamme ECOAUTONOME a retenu un capteur solaire
EP 2 533 063 A1 (19) (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50
 (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
Indicateur de niveau Contrôleur de niveau Thermocontacteur FSA / FSK / TS
 Indicateur de niveau Contrôleur de niveau Thermocontacteur FSA / FSK / TS jusqu'à NG38; jusqu'à PN 0,5; jusqu'à T = 80 C. Description.. Généralités Les indicateurs de niveau FSA, les contrôleurs de niveau
Indicateur de niveau Contrôleur de niveau Thermocontacteur FSA / FSK / TS jusqu'à NG38; jusqu'à PN 0,5; jusqu'à T = 80 C. Description.. Généralités Les indicateurs de niveau FSA, les contrôleurs de niveau
EasiHeat Unité de production d'eau chaude
 IM-S027-05 CH-BEf-02 3.7.1.140 EasiHeat Unité de production d'eau chaude 1. Sécurité 2. Général 3. Montage 4. Mise en route 5. Fonctionnement 6. Entretien MONTAGE et ENTRETIEN Modifications réservées EasiHeat
IM-S027-05 CH-BEf-02 3.7.1.140 EasiHeat Unité de production d'eau chaude 1. Sécurité 2. Général 3. Montage 4. Mise en route 5. Fonctionnement 6. Entretien MONTAGE et ENTRETIEN Modifications réservées EasiHeat
Diamètres 3" 4" 6" 8" Type de Bride PN 16 PN 16 PN 16 PN 16. Orangé-rouge (RAL 2002) Agrément CE/APSAD CE/APSAD CE/APSAD CE/APSAD
 Agrément CE/APSAD CE/APSAD CE/APSAD CE/APSAD") Description En général, un poste d'alarme à eau est composé de:. Un clapet d'alarme relié à un gong hydraulique.. Un ensemble de vannes et by-pass permettant l'essai du système.. Une vanne de vidange..
Description En général, un poste d'alarme à eau est composé de:. Un clapet d'alarme relié à un gong hydraulique.. Un ensemble de vannes et by-pass permettant l'essai du système.. Une vanne de vidange..
MISE EN GARDE MISE EN GARDE
 III. U ENTRETIEN ET RÉPARATION n entretien régulier de l élévateur de chaise roulante RICON Séries KlearVue garantira des performances optimales et réduira la nécessité de réparations. Ce chapitre contient
III. U ENTRETIEN ET RÉPARATION n entretien régulier de l élévateur de chaise roulante RICON Séries KlearVue garantira des performances optimales et réduira la nécessité de réparations. Ce chapitre contient
NOUVEAU. Les plus puissants chariots télescopiques Kramer jamais conçus. Chariots Télescopiques
 407 507 509 Chariots Télescopiques NOUVEAU Les plus puissants chariots télescopiques Kramer jamais conçus. Charge utile de 4,3 t à 5,5 t et hauteur de levage de 7 à 9 m. Les nouveaux chariots télescopiques
407 507 509 Chariots Télescopiques NOUVEAU Les plus puissants chariots télescopiques Kramer jamais conçus. Charge utile de 4,3 t à 5,5 t et hauteur de levage de 7 à 9 m. Les nouveaux chariots télescopiques
GUIDE D'INSTALLATION Lave-Vaisselle
 GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1 / CONSIGNES DE SECURITE Avertissements importants 03 Dimensions d encastrement 04 Inventaire des pièces livrées 04 Raccordement à l eau 05 Evacuation des
GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1 / CONSIGNES DE SECURITE Avertissements importants 03 Dimensions d encastrement 04 Inventaire des pièces livrées 04 Raccordement à l eau 05 Evacuation des
U-31 CHIMIE-PHYSIQUE INDUSTRIELLES
 Session 200 BREVET de TECHNICIEN SUPÉRIEUR CONTRÔLE INDUSTRIEL et RÉGULATION AUTOMATIQUE E-3 SCIENCES PHYSIQUES U-3 CHIMIE-PHYSIQUE INDUSTRIELLES Durée : 2 heures Coefficient : 2,5 Durée conseillée Chimie
Session 200 BREVET de TECHNICIEN SUPÉRIEUR CONTRÔLE INDUSTRIEL et RÉGULATION AUTOMATIQUE E-3 SCIENCES PHYSIQUES U-3 CHIMIE-PHYSIQUE INDUSTRIELLES Durée : 2 heures Coefficient : 2,5 Durée conseillée Chimie
OFFICE DE LA PROPRIÉTÉ INTELLECTUELLE DE LA MONGOLIE
 PCT Guide du déposant Phase nationale Chapitre national MN Page 1 OFFICE DE LA PROPRIÉTÉ INTELLECTUELLE DE LA MONGOLIE EN TANT QU OFFICE DÉSIGNÉ (OU ÉLU) TABLE DES MATIÈRES L OUVERTURE DE LA PHASE NATIONALE
PCT Guide du déposant Phase nationale Chapitre national MN Page 1 OFFICE DE LA PROPRIÉTÉ INTELLECTUELLE DE LA MONGOLIE EN TANT QU OFFICE DÉSIGNÉ (OU ÉLU) TABLE DES MATIÈRES L OUVERTURE DE LA PHASE NATIONALE
TEPZZ 65 Z4A_T EP 2 653 204 A1 (19) (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)
 (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)") (19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
(19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
MANUEL D INSTALLATION ET DE MISE EN SERVICE SOMMAIRE. Fonction. Avertissements Gamme de produits Caractéristiques techniques
 8/FR www.caleffi.com Groupes de transfert pour installations solaires Copyright Caleffi Séries 8 9 MANUEL D INSTALLATION ET DE MISE EN SERVICE SOMMAIRE Fonction Avertissements Gamme de produits Caractéristiques
8/FR www.caleffi.com Groupes de transfert pour installations solaires Copyright Caleffi Séries 8 9 MANUEL D INSTALLATION ET DE MISE EN SERVICE SOMMAIRE Fonction Avertissements Gamme de produits Caractéristiques
Notice complémentaire. Centrage. pour VEGAFLEX série 80. Document ID: 44967
 Notice complémentaire Centrage pour VEGAFLEX série 80 Document ID: 44967 Table des matières Table des matières 1 Description du produit 1.1 Aperçu... 3 1.2 Centrages... 3 2 Montage 2.1 Remarques générales...
Notice complémentaire Centrage pour VEGAFLEX série 80 Document ID: 44967 Table des matières Table des matières 1 Description du produit 1.1 Aperçu... 3 1.2 Centrages... 3 2 Montage 2.1 Remarques générales...
de faible capacité (inférieure ou égale à 75 litres) doivent être certifiés et porter la marque NF électricité performance.
 doivent être certifiés et porter la marque NF électricité performance.") 9.5. PRODUCTION D EAU CHAUDE sanitaire Les équipements doivent être dimensionnés au plus juste en fonction du projet et une étude de faisabilité doit être réalisée pour les bâtiments collectifs d habitation
9.5. PRODUCTION D EAU CHAUDE sanitaire Les équipements doivent être dimensionnés au plus juste en fonction du projet et une étude de faisabilité doit être réalisée pour les bâtiments collectifs d habitation
FILTERS. SYSTEM CARE - Filtres en derivation INFORMATIONS TECHNIQUES CODIFICATION POUR COMMANDE INDICATEUR DE COLMATAGE
 ILTERS HYDRAULIC DIVISION - iltres en derivation O INORMATIONS TECHNIQUES CODIICATION POUR COMMANDE COURBES DE PERTE DE CHARGE ( p) SCHEMA ONCTIONNEL INORMATIONS POUR LA COMMANDE DE PIECES DETACHEES DINSIONS
ILTERS HYDRAULIC DIVISION - iltres en derivation O INORMATIONS TECHNIQUES CODIICATION POUR COMMANDE COURBES DE PERTE DE CHARGE ( p) SCHEMA ONCTIONNEL INORMATIONS POUR LA COMMANDE DE PIECES DETACHEES DINSIONS
MESURE DE LA TEMPERATURE
 145 T2 MESURE DE LA TEMPERATURE I. INTRODUCTION Dans la majorité des phénomènes physiques, la température joue un rôle prépondérant. Pour la mesurer, les moyens les plus couramment utilisés sont : les
145 T2 MESURE DE LA TEMPERATURE I. INTRODUCTION Dans la majorité des phénomènes physiques, la température joue un rôle prépondérant. Pour la mesurer, les moyens les plus couramment utilisés sont : les
Eau chaude sanitaire FICHE TECHNIQUE
 FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
@ Demandeur : Talenti geom. Rino, Via Merenda, 3, 1-47100 Forli (IT) @ Inventeur: Talenti geom. Rino, Via Merenda, 3,
 @ Inventeur: Talenti geom. Rino, Via Merenda, 3,") Patentamt J JEuropâisches» European Patent Office Numéro de publication: Office européen des brevets 0 063 6 2 8 ^ ^ g) DEMANDE DE BREVET EUROPEEN g) Numéro de dépôt: 81103214.3 Int. Cl.3: E 06 C 1/383,
Patentamt J JEuropâisches» European Patent Office Numéro de publication: Office européen des brevets 0 063 6 2 8 ^ ^ g) DEMANDE DE BREVET EUROPEEN g) Numéro de dépôt: 81103214.3 Int. Cl.3: E 06 C 1/383,
Grille d'évaluation Compétences reliées aux activités Evaluation du stage en entreprise
 Page 1 sur 6 Grille d'évaluation Compétences reliées aux activités Evaluation du stage en entreprise Nom élève:.. Entreprise: Nom et fonction du professeur:. Dates de stage:.. Zone de compétence: Zone
Page 1 sur 6 Grille d'évaluation Compétences reliées aux activités Evaluation du stage en entreprise Nom élève:.. Entreprise: Nom et fonction du professeur:. Dates de stage:.. Zone de compétence: Zone
Votre assurance automobile
 Votre assurance automobile Programe Ajusto Conditions d utilisation 236 004 (2015-03) Ajusto Conditions d utilisation du Programme Option téléphone intelligent Lexique Adresse Web : http://www.lapersonnelle.com/ajusto
Votre assurance automobile Programe Ajusto Conditions d utilisation 236 004 (2015-03) Ajusto Conditions d utilisation du Programme Option téléphone intelligent Lexique Adresse Web : http://www.lapersonnelle.com/ajusto
Plateformes de travail élévatrices et portatives
 B354.1-04 Plateformes de travail élévatrices et portatives Plate-forme élévatrice de type 1 à déplacement manuel Plate-forme élévatrice de type 2 remorquable Édition française publiée en août 2004 par
B354.1-04 Plateformes de travail élévatrices et portatives Plate-forme élévatrice de type 1 à déplacement manuel Plate-forme élévatrice de type 2 remorquable Édition française publiée en août 2004 par
Logique binaire. Aujourd'hui, l'algèbre de Boole trouve de nombreuses applications en informatique et dans la conception des circuits électroniques.
 Logique binaire I. L'algèbre de Boole L'algèbre de Boole est la partie des mathématiques, de la logique et de l'électronique qui s'intéresse aux opérations et aux fonctions sur les variables logiques.
Logique binaire I. L'algèbre de Boole L'algèbre de Boole est la partie des mathématiques, de la logique et de l'électronique qui s'intéresse aux opérations et aux fonctions sur les variables logiques.
PROJET D INVERSION DE LA CANALISATION 9B ET D ACCROISSEMENT DE LA CAPACITÉ DE LA CANALISATION 9
 Page 1 of 7 PROJET D INVERSION DE LA CANALISATION 9B ET D ACCROISSEMENT DE LA CAPACITÉ DE LA CANALISATION 9 RAPPORT SOMMAIRE DE L ANALYSE DES TRANSITOIRES SUR LE RÉSEAU PRINCIPAL Préparé par : Enbridge
Page 1 of 7 PROJET D INVERSION DE LA CANALISATION 9B ET D ACCROISSEMENT DE LA CAPACITÉ DE LA CANALISATION 9 RAPPORT SOMMAIRE DE L ANALYSE DES TRANSITOIRES SUR LE RÉSEAU PRINCIPAL Préparé par : Enbridge
LES MATÉRIAUX DE MOULAGE ELASTOSIL M : LA VOIE DE LA FACILITÉ.
 LES MATÉRIAUX DE MOULAGE ELASTOSIL M : LA VOIE DE LA FACILITÉ. CREATING TOMORROW S SOLUTIONS Table des matières Techniques de moulage 4 Choix de la technique de moulage 6 Préparation du modèle 8 Préparation
LES MATÉRIAUX DE MOULAGE ELASTOSIL M : LA VOIE DE LA FACILITÉ. CREATING TOMORROW S SOLUTIONS Table des matières Techniques de moulage 4 Choix de la technique de moulage 6 Préparation du modèle 8 Préparation
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE
 ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
BREVET D ETUDES PROFESSIONNELLES REPRESENTATION INFORMATISEE DE PRODUITS INDUSTRIELS. Epreuve EP1 Unité : UP1
 Doc 1/11 BREVET D ETUDES PROFESSIONNELLES REPRESENTATION INFORMATISEE DE PRODUITS INDUSTRIELS Epreuve EP1 Unité : UP1 Analyser une pièce et produire sa maquette numérique en fonction d'un mode d'élaboration
Doc 1/11 BREVET D ETUDES PROFESSIONNELLES REPRESENTATION INFORMATISEE DE PRODUITS INDUSTRIELS Epreuve EP1 Unité : UP1 Analyser une pièce et produire sa maquette numérique en fonction d'un mode d'élaboration
Questions avant intervention pour dépannage Enomatic
 Questions avant intervention pour dépannage Enomatic 1 La machine de fonctionne pas - absence de voyant lumineux? Contrôler que la fiche de la machine soit en place dans une prise 220V Fusible de la prise
Questions avant intervention pour dépannage Enomatic 1 La machine de fonctionne pas - absence de voyant lumineux? Contrôler que la fiche de la machine soit en place dans une prise 220V Fusible de la prise
Vanne de réglage pneumatique types 3249-1 et 3249-7 Vanne aseptique à passage équerre type 3249
 Vanne de réglage pneumatique types 3249-1 et 3249-7 Vanne aseptique à passage équerre type 3249 Application Vannes de réglage pour applications aseptiques dans l industrie pharmaceutique et alimentaire
Vanne de réglage pneumatique types 3249-1 et 3249-7 Vanne aseptique à passage équerre type 3249 Application Vannes de réglage pour applications aseptiques dans l industrie pharmaceutique et alimentaire
Recopieur de position Type 4748
 Recopieur de position Type 4748 Fig. 1 Type 4748 1. Conception et fonctionnement Le recopieur de position type 4748 détermine un signal de sortie analogique 4 à 20 ma correspondant à la position de vanne
Recopieur de position Type 4748 Fig. 1 Type 4748 1. Conception et fonctionnement Le recopieur de position type 4748 détermine un signal de sortie analogique 4 à 20 ma correspondant à la position de vanne
Condition Monitoring pour une gestion efficace du coût de possession.
 Condition Monitoring pour une gestion efficace du coût de possession. HYDAC Allemagne HYDAC Chine HYDAC Danemark Le partenaire compétent pour le Condition Monitoring. Avec plus de 4.000 collaborateurs
Condition Monitoring pour une gestion efficace du coût de possession. HYDAC Allemagne HYDAC Chine HYDAC Danemark Le partenaire compétent pour le Condition Monitoring. Avec plus de 4.000 collaborateurs
Information. BASES LITTERAIRES Etre capable de répondre à une question du type «la valeur trouvée respecte t-elle le cahier des charges?
 Compétences générales Avoir des piles neuves, ou récentes dans sa machine à calculer. Etre capable de retrouver instantanément une info dans sa machine. Prendre une bouteille d eau. Prendre CNI + convocation.
Compétences générales Avoir des piles neuves, ou récentes dans sa machine à calculer. Etre capable de retrouver instantanément une info dans sa machine. Prendre une bouteille d eau. Prendre CNI + convocation.
MISE À LA TERRE POUR LA SÉCURITÉ ÉLECTRIQUE
 Les informations techniques PROMOTELEC MISE À LA TERRE POUR LA SÉCURITÉ ÉLECTRIQUE La sécurité des personnes contre un défaut d isolement survenant dans un matériel doit être assurée. En effet, un défaut
Les informations techniques PROMOTELEC MISE À LA TERRE POUR LA SÉCURITÉ ÉLECTRIQUE La sécurité des personnes contre un défaut d isolement survenant dans un matériel doit être assurée. En effet, un défaut