(51) Int Cl.: C04B 35/64 ( ) C04B 41/00 ( ) B23K 26/00 ( ) B22F 3/105 ( ) B29C 67/00 ( )
|
|
|
- Émilie Bernier
- il y a 8 ans
- Total affichages :
Transcription
1 (19) (11) EP B2 (12) NOUVEAU FASCICULE DE BREVET EUROPEEN Après la procédure d opposition (4) Date de publication et mention de la décision concernant l opposition: Bulletin 2009/01 (4) Mention de la délivrance du brevet: Bulletin 2003/37 (21) Numéro de dépôt: (22) Date de dépôt: (1) Int Cl.: C04B 3/64 ( ) C04B 41/00 ( ) B23K 26/00 ( ) B22F 3/ ( ) B29C 67/00 ( ) (86) Numéro de dépôt international: PCT/FR1999/00037 (87) Numéro de publication internationale: WO 1999/ ( Gazette 1999/34) (4) PROCEDE DE PROTOTYPAGE RAPIDE PAR FRITTAGE LASER DE POUDRE VERFAHREN ZUR SCHNELLEN HERSTELLUNG EINES PROTOTYPES DURCH LASERSINTERUNG FAST PROTOTYPING METHOD BY LASER SINTERING OF POWDER (84) Etats contractants désignés: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE (30) Priorité: FR (43) Date de publication de la demande: Bulletin 2000/0 (73) Titulaire: L Ecole Nationale Supérieure de Céramique Industrielle ( E.N.S.C.I.) 8706 Limoges Cedex (FR) (72) Inventeurs: HORY, Arnaud F Limoges (FR) GAILLARD, Jean-Marie F-870 Limoges (FR) ABELARD, Pierre F-870 Limoges (FR) (74) Mandataire: Thébault, Jean-Louis SCHMIT CHRETIEN 111, cours du Médoc Bordeaux (FR) (6) Documents cités: WO-A2-88/02677 DE-C US-A US-A US-A SUMAN DAS ET AL: Design of a high temperature workstation for the selective laser sintering process, solid freeform fabrication SYMPOSIUM PROCEEDINGS Septembre 1991, THE UNIVERSITY OF TEXAS AT AUSTIN, Remarques: Le dossier contient des informations techniques présentées postérieurement au dépôt de la demande et ne figurant pas dans le présent fascicule. EP B2 Printed by Jouve, 7001 PARIS (FR)
 (4) PROCEDE DE PROTOTYPAGE RAPIDE PAR FRITTAGE LASER DE POUDRE VERFAHREN ZUR SCHNELLEN HERSTELLUNG EINES PROTOTYPES DURCH LASERSINTERUNG FAST PROTOTYPING METHOD BY LASER")
2 1 EP B2 2 Description [0001] La présente invention a pour objet un procédé de prototypage rapide par frittage de poudre, notamment de poudre céramique, et un dispositif pour la mise en oeuvre dudit procédé. [0002] Le prototypage rapide est un procédé qui permet d obtenir des pièces de formes complexes sans outillage et sans usinage, à partir d une image en trois dimensions de la pièce à réaliser, en frittant des couches superposées de poudres à l aide d un laser. [0003] Un premier procédé de prototypage par frittage laser de poudre est décrit dans la demande de brevet internationale WO 96/ Il permet notamment d obtenir des pièces en polymère en frittant en phase liquide des poudres de polymères. Dans ce cas, le niveau de température généré par le laser est relativement faible car les températures de fusion des polymères sont peu élevées, de l ordre d une centaine de degrés. [0004] Afin d obtenir des pièces en matériau plus résistant, il est nécessaire, dans ce cas, d utiliser un procédé de moulage dit à cire perdue. [000] Ce procédé de réalisation de pièce résistante est long, et on obtient une précision dimensionnelle relativement médiocre pour certaines applications. En effet, les nombreuses dispersions engendrées par les différents procédés ne permettent pas d obtenir des dimensions précises, de l ordre de 0 m. [0006] Un deuxième procédé consiste à fritter en phase liquide un mélange de matériaux en poudre, un des matériaux ayant une température de fusion relativement faible, de l ordre de quelques centaines de degrés. Là encore, le niveau de température généré par le laser est relativement faible en raison de la température de fusion peu élevée d un des matériaux. On peut noter que le phénomène communément appelé frittage est un frittage en phase liquide et qu il s apparente plus à un collage de grains, le matériau à température de fusion peu élevée étant utilisé comme liant. Dans ce cas, la pièce obtenue n est pas homogène et la précision dimensionnelle est relativement médiocre. Le brevet US décrit un tel procédé de prototypage rapide qui consiste à déposer sur une cible une couche de poudre comprenant un premier et un second matériaux avec des températures de dissociation différentes, chauffer la couche de poudre jusqu à une température proche de la température de fusion la plus basse des deux matériaux, irradier une partie sélectionnée de la couche correspondant à une section de l objet à réaliser de manière à fritter en phase liquide ladite partie sélectionnée. Lors de ce frittage en phase liquide on constate que les grains du premier matériau sont collés avec le second matériau. La pièce obtenue n est pas homogène. [0007] Un autre procédé de prototypage rapide, décrit dans le brevet US , consiste à faire réagir un matériau en poudre, disposé en couches successives, avec un gaz, en chauffant à l aide d un laser. Ainsi, on peut obtenir des pièces à partir de certaines céramiques très résistantes grâce à des réactions chimiques du type nitruration ou cémentation. Mais ce procédé ne peut pas s appliquer à toutes les céramiques. [0008] Comme on peut le constater, les procédés de l art antérieur ne permettent pas d obtenir des pièces homogènes réalisées à partir de poudres céramiques frittées car les températures de fusion des céramiques sont trop élevées. [0009] Les dispositifs associés à ces procédés comprennent en général une cible où sont disposées successivement les couches de poudres frittées, des moyens de mise en couche de la poudre, ainsi que des moyens pour piloter le tir du laser. La pièce réalisée est disposée sur la surface supérieure d un piston qui peut se translater dans un cylindre dont l extrémité supérieure constitue la cible. [00] Le brevet US décrit un tel dispositif comprenant un laser équipé de moyens de pilotage du tir asservis à une interface informatique, une cellule haute température dans laquelle est disposée une cible pour le faisceau du laser ainsi que des moyens de dépôt d une couche de matériau à irradier au niveau de la cible, sous forme d un rouleau. Ce rouleau assure uniquement le transfert de la poudre d une réserve vers la cible. [0011] Ces dispositifs sont en général utilisés à des températures peu élevées et ne permettent pas d obtenir des pièces de dimensions précises. [0012] Or pour la réalisation de pièces en céramiques, la précision dimensionnelle est un critère essentiel car la rectification des cotes obtenues à l issue du procédé n est possible qu à l aide d un outil en diamant, et reste réservée à de simples interventions ponctuelles sans qu il puisse être envisagé un usinage. [0013] La présente invention vise donc à proposer un procédé de prototypage rapide par frittage laser de poudres quelconques, et notamment de poudres céramiques. [0014] Elle propose également le dispositif associé, susceptible d être utilisé à des températures élevées, avoisinants 900 C, et qui permet d obtenir par frittage laser de poudres une pièce de grande précision dimensionnelle de l ordre de 0 m, c est-à-dire la moitié de la précision obtenue par les dispositifs de l art antérieur. [001] A cet effet, l invention a pour objet un procédé de prototypage rapide par frittage en phase solide, à l aide d un laser, d une poudre ou d un mélange de poudres, caractérisé en ce qu il comprend les étapes qui consistent à : 1/ obtenir une succession de sections superposées numérisées d un objet à réaliser, à partir d une image en trois dimensions dudit objet, 2/ étaler sous forme d une fine couche la poudre ou le mélange de poudres chauffé à une température proche de la température de frittage en phase solide de ladite poudre ou dudit mélange de poudres, 3/ augmenter la densité de la poudre de la couche, 4/ Porter la couche à la température de frittage en 2
![[0002] Le prototypage rapide est un procédé qui permet d obtenir des pièces de formes complexes sans outillage et sans usinage, à partir d une image en trois dimensions de la pièce à réaliser, en](/docs-images/47/7066364/images/page_2.jpg "frittant des couches superposées de poudres à l aide d un laser. [0003] Un premier procédé de prototypage par frittage laser de poudre est décrit dans la demande de brevet internationale WO 96/06881.")
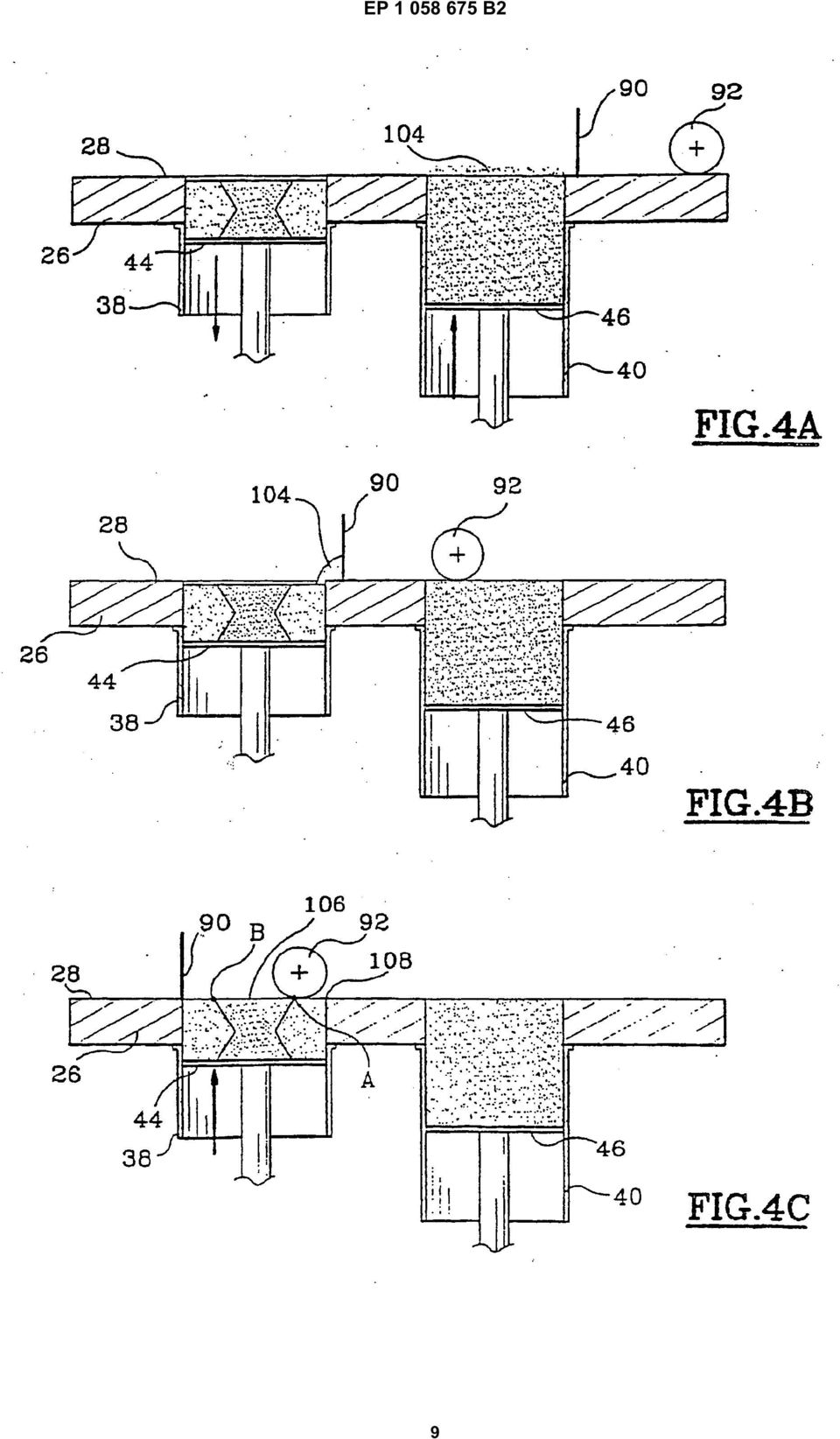
3 3 EP B2 4 balayant à l aide d un faisceau laser ladite couche de telle manière qu une partie sélectionnée de la poudre, qui correspond à une des sections numérisées de l objet à réaliser, est frittée en phase solide grâce à l apport complémentaire d énergie du laser, les étapes 2, 3 et 4 étant répétées jusqu à l obtention de toutes les sections superposées numérisées de l objet à réaliser. [0016] De préférence, la poudre ou le mélange de poudres est chauffé et maintenu à une température de l ordre de 300 C à 900 C, et la couche est compactée mécaniquement afin d augmenter sa densité. [0017] Avantageusement, le laser utilisé est un laser YAG pulsé, et que la longueur d onde du rayonnement émis se situe dans les infrarouges courts. [0018] L invention a également pour objet un dispositif pour la mise en oeuvre dudit procédé caractérisé en ce qu il comprend un laser équipé de moyens de pilotage du tir asservis à une interface informatique, une cellule haute température, munie de moyens de chauffage et d une cible pour un faisceau du laser, et des moyens de mise en couche, disposés dans ladite cellule, susceptibles de disposer sur la cible une couche de poudre. [0019] Selon un mode de réalisation préféré, il comprend des moyens de compactage, disposés dans la cellule haute température, susceptibles de compacter la couche avant frittage. [0020] D autres caractéristiques et avantages ressortiront de la description qui représente un mode de réalisation préféré, description donnée à titre d exemple uniquement, en référence aux dessins annexés sur lesquels: - Figure 1 est un schéma de principe du procédé de l invention, - Figure 2 est une coupe longitudinale du dispositif selon l invention, - Figure 3 est une coupe transversale du dispositif, et - Figures 4A à 4E montrent un synoptique du fonctionnement du dispositif. [0021] Selon l invention, le procédé de prototypage rapide par frittage laser d une poudre céramique ou d un mélange de poudres céramiques comprend les étapes qui consistent à: 1/ obtenir une succession de sections superposées numérisées d un objet 12 à réaliser, à partir d une image en trois dimensions dudit objet, 2/ étaler sous forme d une fine couche 14 la poudre céramique ou le mélange de poudres céramiques chauffé à une température proche de la température de frittage en phase solide de ladite poudre ou dudit mélange, 3/ augmenter la densité de la poudre de la couche 14, 4/ porter la couche à la température de frittage en balayant à l aide d un faisceau laser 16 ladite couche de telle manière qu une partie 18 sélectionnée de la poudre, qui correspond à une des sections numérisées de l objet 12 à réaliser, est frittée en phase solide grâce à l énergie du laser. [0022] Les étapes 2, 3 et 4 sont répétées jusqu à l obtention de toutes les sections superposées numérisées de l objet à réaliser. [0023] Ce procédé de prototypage rapide par frittage laser peut être utilisé pour le frittage d une poudre ou d un mélange de poudres céramiques quelconques. [0024] Lors de l étape 1, l objet 12, représenté par une image numérisée en trois dimensions, est tranché à l aide d un logiciel afin d obtenir une succession de sections superposées numérisées. [002] Lors de l étape 2, la poudre céramique ou le mélange de poudres céramiques est étalé sous forme d une fine couche 14 d épaisseur de l ordre de 200 m. La poudre céramique ou le mélange de poudres céramiques est préalablement chauffé et maintenu à une température de 900 C durant le procédé afin d augmenter la rapidité de réalisation de l objet et de réduire l énergie apportée par le laser 16 comme cela va être expliqué. [0026] Lors de l étape 3, on augmente la densité de la couche 14, afin de diminuer sa porosité, en la compactant par exemple. On obtient ainsi une couche 14 d épaisseur de l ordre de 0 m. [0027] Lors de l étape 4, on réalise le frittage en phase solide d une partie 18 sélectionnée de la couche 14 en dirigeant le rayon laser 16 afin qu il reproduise une des sections superposées numérisées. Selon le procédé, on utilise un frittage en phase solide, c est-à-dire que la température de frittage reste inférieure à la température de fusion des poudres céramiques utilisées. [0028] Ainsi, lors du frittage, dans un premier temps, des zones de raccordement, appelées joints de grains se forment entre particules en contact, puis dans un second temps, la porosité résiduelle entre grains disparaît grâce aux phénomènes de diffusion et d écoulement plastique. Ce frittage est d autant plus rapide que la poudre frittée est préalablement compactée et chauffée. [0029] Ainsi, en chauffant la poudre, l énergie du laser ne sert qu à apporter la quantité de chaleur nécessaire à l élévation de la température de la poudre de 900 C à la température de frittage. De ce fait, on réduit l énergie apportée par le laser et on augmente la vitesse de réalisation de l objet. [0030] De même, en compactant préalablement la couche 14 de poudre céramique, on diminue la porosité de la poudre, ce qui permet d avoir en début de frittage une porosité résiduelle moins importante, et qui contribue également à augmenter la vitesse de réalisation. [0031] De préférence, le laser utilisé est un laser YAG pulsé, et la longueur d onde du rayonnement émis se situe dans les infrarouges courts. Plus précisément, le faisceau laser a une longueur d onde de 64 nm. [0032] Pour les poudres céramiques qui n absorbent pas les rayonnements infrarouges, on utilise un dopant, 3
![[0016] De préférence, la poudre ou le mélange de poudres est chauffé et maintenu à une température de l ordre de 300 C à 900 C, et la couche est compactée mécaniquement afin d augmenter sa densité.](/docs-images/47/7066364/images/page_3.jpg "[0017] Avantageusement, le laser utilisé est un laser YAG pulsé, et que la longueur d onde du rayonnement émis se situe dans les infrarouges courts.")
4 EP B2 6 par exemple du silicate de zirconium, afin que le mélange ainsi obtenu absorbe le rayonnement infrarouge émis par le laser. [0033] Sur les figures 2 et 3, on a représenté un dispositif 20 pour la mise en oeuvre d un procédé de prototypage rapide par frittage laser de poudre céramique. Il est associé à une interface informatique (non représentée) qui permet à partir d une image en trois dimensions de l objet à réaliser, de trancher ledit objet en plusieurs couches. Cette interface est susceptible également de piloter les différents éléments du dispositif 20 comme cela va être décrit ci-après. [0034] Le dispositif 20 comprend un bâti 22, placé en dessous d un laser 24, et une plaque 26 horizontale, disposée en partie supérieure du bâti 22, et dont la surface supérieure 28 définit un plan de travail. [003] Le laser 24 comprend des moyens 30 de pilotage du tir, asservis à l interface informatique, qui permettent notamment de diriger le rayon 32. [0036] Ces moyens 30 de pilotage du tir sont connus de l homme du métier, et ne font en aucun cas partie de la présente demande. [0037] La plaque 26 comprend deux orifices cylindriques 34, 36 qui sont prolongés sous la plaque 26 par un premier cylindre 38 et un second cylindre 40 dont les diamètres intérieurs sont égaux à ceux des orifices 34, 36. Chaque cylindre est fixé grâce à une collerette 42 à la face inférieure de la plaque 26 par des moyens de fixation non représentés, des vis par exemple. [0038] Le premier cylindre 38, prolongé par l orifice 34, est appelé cylindre de travail. Il est placé en dessous du rayon 32 du laser, et son extrémité supérieure, qui affleure au plan de travail 28, définit une cible 43 pour ledit rayon. En complément, le second cylindre 40, prolongé par l orifice 36, et disposé à proximité du premier 38, sert de réservoir de matière première en poudre céramique. [0039] Des pistons 44, 46 sont prévus pour être déplacés en translation respectivement dans les cylindres 38, 40. Chaque piston 44, 46 est fixé à l extrémité supérieure d une biellette 48, dont l extrémité inférieure est fixée à un bras 0 lié à des moyens 2 et 4 de pilotage des pistons 44, 46 respectivement. Ces moyens 2 et 4 de pilotage, réalisés par exemple par un moteur pas à pas, sont asservis à l interface informatique qui commande la montée ou la descente desdits pistons. [0040] Des moyens 6 de mesure de la hauteur réelle de la surface supérieure du piston 44 sont prévus, pour compenser les dispersions dimensionnelles engendrées par les liaisons mécaniques et/ou les déformations par dilatation des différents éléments, afin d obtenir une précision dimensionnelle de l ordre de 0 m. Ces moyens 6 de mesure sont réalisés par une règle 8 à lecture optique, verticale, fixée au bâti 22, à proximité du cylindre 38 de travail. [0041] Au-dessus de la plaque 26, une enceinte 60 thermiquement isolante permet de délimiter avec la plaque 26 une cellule 62 haute température. La plaque 26 est reliée au bâti 22 par des moyens 64 de liaison isolants qui permettent de limiter la propagation des déformations dues aux dilatations de la plaque 26 vers le bâti 22. Selon un mode de réalisation préférentiel, ces moyens 64 de liaison isolants comportent d une part des billes 66 disposées en partie supérieure du bâti 22, sur lesquelles la plaque 26 repose, et d autre part des pions 68, fixés sur les côtés de la plaque 26, qui reposent dans des logements 70 du bâti 22 visibles sur la figure 3. [0042] En complément, une couche 72 de matériau isolant est disposée sous la plaque 26 afin de rendre la cellule 62 haute température le plus adiabatique possible. [0043] D autre part, des moyens 74 de chauffage, réalisés par une résistance, sont disposés à l intérieur de la cellule 62, afin de chauffer l atmosphère de la cellule à une température de l ordre de 900 C. En complément, des moyens 76 de contrôle de la température, réalisés par un thermocouple, permettent de réguler la température à l intérieur de la cellule. [0044] Un hublot 78, de diamètre sensiblement égal au cylindre 38 de travail, est ménagé dans l enceinte 60 thermiquement isolante au droit du rayon 32 et du cylindre 38 de travail. Ce hublot 78 qui est thermiquement isolant, comprend des moyens 80 de filtrage, qui laissent passer les rayonnements infrarouges courts du laser vers le cylindre 38 de travail, mais qui filtrent les rayonnements émis par le corps noir que constitue la cellule 62 haute température, vers le laser 24. Ces moyens 80 de filtrage permettent de limiter l échauffement de la tête du laser 24 lors de son fonctionnement. Ils sont réalisés par deux lentilles 82 superposées, susceptibles de résister aux températures élevées, disposées dans un support 84 de lentilles. [004] Sur le plan de travail 28, des moyens 86 de mise en couche et des moyens 88 de compactage peuvent se translater dans la direction définie par la droite reliant les centres des cylindres 38, 40. [0046] Les moyens 86 de mise en couche, réalisés par une raclette 90, permettent de transférer la poudre céramique du réservoir 40 vers le cylindre de travail 38, afin de disposer la poudre sous forme de couches 92 successives d égales épaisseurs dans le cylindre de travail 38. [0047] Les moyens 88 de compactage, réalisés par un rouleau 94 de compactage, permettent de compacter la poudre de la couche 92 avant son frittage. [0048] Deux biellettes 96, disposées à chaque extrémité du rouleau 94, permettent de relier la raclette 90 au rouleau 94 de compactage qui est fixé à un bras 98 lié à des moyens 0 de pilotage des moyens 86 de mise en couche et 88 de compactage. Ces moyens 0 de pilotage, réalisés par exemple par un moteur pas à pas, sont également asservis à l interface informatique qui gère en même temps que les déplacements des pistons 44, 46, les déplacements de la raclette 90 et du rouleau 94 comme cela sera expliqué ultérieurement. [0049] Une cavité 2 est également ménagée sur le plan de travail 28 à côté de l orifice 34, diamétralement 4

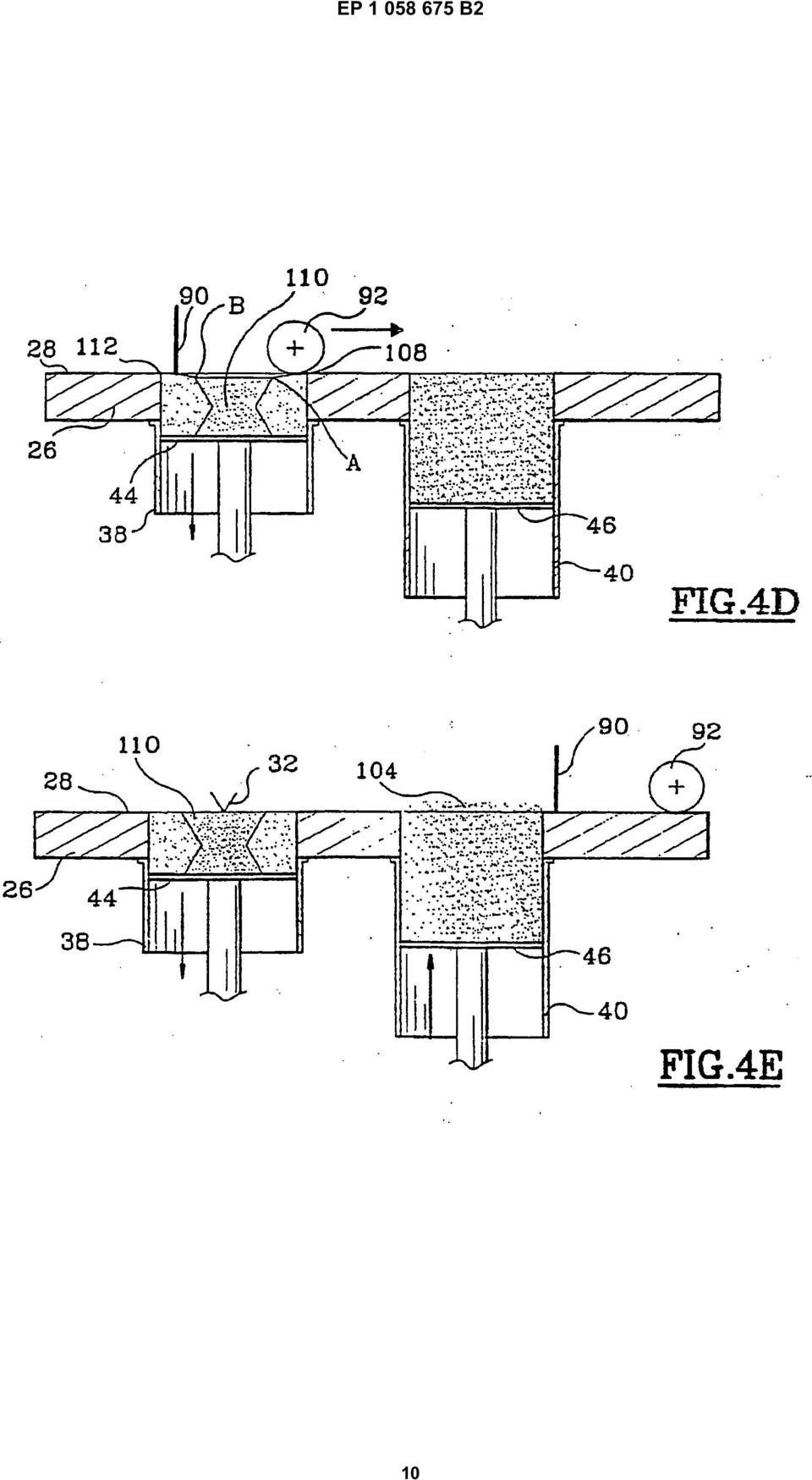
5 7 EP B2 8 opposée à l orifice 36. Cette cavité est susceptible de recevoir le surplus de poudre lorsque la raclette 90 transfère la poudre du réservoir 40 vers le cylindre de travail 38. [000] Le fonctionnement est maintenant décrit au regard des figures 4A à 4E. [001] Sur la figure 4A, on a représenté de façon schématique le dispositif à la phase 0 du procédé. Lors de cette phase, le piston 44 du cylindre de travail descend de 200 m, alors que le piston 46 du réservoir 40 monte de 200 m afin de placer un volume 4 de poudre céramique au-dessus du plan de travail 28. [002] Lors de la phase 1, représentée sur la figure 4B, la raclette 90 pousse le volume 4 de poudre céramique, et l étale uniformément sous forme d une couche 6 dans le cylindre 38 de travail. Le volume 4 de poudre doit être suffisant pour éviter le manque de poudre dans le cylindre 38 de travail, et pour obtenir une couche 6 qui affleure au plan de travail 28. [003] Lors de la phase 2, représentée sur la figure 4C, la raclette 90 a fini d étaler la quantité 4 de poudre, et le rouleau 92 se situe au point A situé à la surface de la couche 6 à proximité d un premier point de tangence 8 dudit rouleau avec le cylindre 38 de travail. A cet instant, le piston 44 du cylindre 38 de travail remonte de 0 m si bien qu une portion de la couche 6 est placée au-dessus du plan de travail. Le rouleau 92 compacte alors une zone 1 de la couche 6 qui s étend du point A au point B situé à la surface de la couche 6 à proximité d un second point de tangence 112 dudit rouleau avec le cylindre 38 de travail. [004] Lors de la phase 3, représentée sur la figure 4D, le piston 44 du cylindre de travail descend de 0 m, afin d éviter le compactage des bords du cylindre 38 de travail. Le rouleau 92, ainsi que la raclette 90, reviennent en position initiale illustrée sur la figure 4A. [00] Lors de la phase 4, représentée sur la figure 4E, la poudre céramique située dans la zone 1 compactée est frittée selon le procédé de l invention, afin d obtenir la forme de l objet. Après le frittage, le piston du cylindre de travail descend de m, et le piston 46 du réservoir monte de 200 m, afin de placer un nouveau volume 4 de poudre céramique au-dessus du plan de travail 28 et d enchaîner sur la phase 1. [006] Ainsi, les phases 1, 2, 3, et 4 sont répétées pour chaque nouvelle couche jusqu à l obtention de l objet souhaité. Durant toutes ces phases, les moyens 74 de chauffage maintiennent la cellule 62 à une température de l ordre de 900 C. Ainsi, la poudre frittée est déjà à une température de l ordre de 900 C, ce qui permet de limiter la quantité d énergie nécessaire pour le frittage et d augmenter la vitesse de réalisation de l objet. [007] Le procédé de l invention et le dispositif associé ont été décrits pour la réalisation de pièces à partir de poudres céramiques, mais on peut envisager exactement de la même façon, par simple adaptation des différents paramètres, leur utilisation pour l obtention de pièces à partir de poudres de matériaux quelconques, et notamment de poudres métalliques. Revendications 1. Procédé de prototypage rapide, à l aide d un laser, d une poudre ou d un mélange de poudres, notamment céramique, comprenant les étapes qui consistent à : 1/ obtenir une succession de sections () superposées numérisées d un objet (12) à réaliser, à partir d une représentation en trois dimensions dudit objet, 2/ étaler sous forme d une fine couche (14) la poudre ou le mélange de poudres chauffé une température proche de la température de frittage de ladite poudre ou dudit mélange de poudres, 3/ Porter à la température de frittage en balayant à l aide d un faisceau laser (16) une partie (18) sélectionnée de la couche, qui correspond à une des sections ( ) numérisées de l objet (12) à réaliser, les étapes 2 et 3 étant répétées jusqu à l obtention de toutes les sections superposées numérisées de! objet à réaliser, caractérisé en ce que la partie (18) sélectionnée de la couche est frittée en phase solide grâce à l apport complémentaire d énergie du laser et en ce qu on augmente la densité de la poudre ou du mélange de poudres de la couche (14) préalablement au frittage. 2. Procédé selon la revendication 1, caractérisé en ce que la poudre ou le mélange de poudres est chauffé et maintenu à une température de l ordre de 300 C à 900 C. 3. Procédé selon la revendication 1 ou 2, caractérisé en ce que la couche (14) est compactée mécaniquement afin d augmenter sa densité. 4. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce que le laser utilisé est un laser YAG pulsé, et que la longueur d onde du rayonnement émis se situe dans les infrarouges courts. Claims 1. A method of rapid prototyping, by means of a laser, of a powder or mixture of powders, in particular ceramic, comprising the steps of: 1) obtaining a succession of superimposed and digitised cross-sections () of an object (12) to

6 9 EP B2 be produced, from a three-dimensional representation of said object, 2) spreading, in the form of a fine layer (14), the powder or mixture of powders heated to a temperature close to the sintering temperature of said powder or said mixture of powders, 3) raising to the sintering temperature by sweeping using a laser beam (16), a selected part (18) of the layer which corresponds to one of the digitised cross-sections ( ) of the object (12) to be produced, steps 2 and 3 being repeated until all the superimposed digitised cross-sections of the object to be produced have been obtained, characterised in that the selected part (18) of the layer is sintered in the solid phase by virtue of the supplementary addition of energy from the laser and in that the density of the powder or mixture of powders in the layer (14) is increased prior to sintering. 2. A method according to claim 1, characterised in that the powder or mixtu re of powders is heated and maintained at a temperature of around 300 C to 900 C. 3. A method according to claim 1 or 2, characterised in that the layer (14) is mechanically compacted in order to increase its density. 4. A method according to any one of the preceding claims, characterised in that the laser used is a pulsed YAG laser and in that the wavelength of the radiation emitted is situated in the short infrared überstrichen wird, wobei die Schritte 2 und 3 wiederholt werden, bis sämtliche digital dargestellten überlagerten Abschnitte des zu verwirklichenden Objekts erhalten worden sind, dadurch gekennzeichnet, daß der ausgewählte Teil (18) der Schicht kraft der ergänzenden Energiezufuhr durch den Laser in die feste Phase gesintert wird und daß die Dichte des Pulvers oder des Gemisches von Pulvern der Schicht (14) vor dem Sintern erhöht wird. 2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß das Pulver oder das Gemisch von Pulvern auf eine Temperatur in der Größenordnung von 300 C bis 900 C erhitzt und auf dieser Temperatur gehalten wird. 3. Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Schicht (14) mechanisch verdichtet wird, um ihre Dichte zu erhöhen. 4. Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der verwendete Laser ein gepulsteryag-laser ist und daß die Wellenlänge der ausgesendeten Strahlung im Bereich kurzer Infrarotwellen liegt. Patentansprüche 1. Verfahren zur schnellen Herstellung eines Prototyps mit Hilfe eines Lasers aus einem insbesondere keramischen Pulver oder aus einem Gemisch von solchen Pulvern, das die Schritte umfaßt, die darin bestehen: 40 1/ eine Folge von digital dargestellten, überlagerten Abschnitten () eines zu verwirklichenden Objekts (12) anhand einer dreidimensionalen Darstellung des Objekts zu erhalten, 2/ das Pulver oder das Gemisch von Pulvern, das auf eine Temperatur in der Umgebung der Sintertemperatur des Pulvers oder des Gemisches von Pulvern erhitzt ist, in Form einer dünnen Schicht (14) auszubreiten, 3/ Halten eines ausgewählten Teils (18) der Schicht, der einem der digital dargestellten Abschnitte ( ) des zu verwirklichenden Objekts (12) entspricht, auf der Sintertemperatur, indem er mit Hilfe eines Laserstrahlenbündels (16) 4 0 6
 of the layer is sintered in the solid phase by virtue of the supplementary addition of energy from the laser and in that the density of the")
7 EP B2 7

8 EP B2 8

9 EP B2 9
10 EP B2
11 RÉFÉRENCES CITÉES DANS LA DESCRIPTION EP B2 Cette liste de références citées par le demandeur vise uniquement à aider le lecteur et ne fait pas partie du document de brevet européen. Même si le plus grand soin a été accordé à sa conception, des erreurs ou des omissions ne peuvent être exclues et l OEB décline toute responsabilité à cet égard. Documents brevets cités dans la description WO A [0003] US A [0006] US A [0007] US A [00] 11

(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
EP 2 063 325 A2 (19) (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22
 (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
TEPZZ 568448A_T EP 2 568 448 A1 (19) (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.
 (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.") (19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
(19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
(51) Int Cl.: B60H 1/34 (2006.01)
 Int Cl.: B60H 1/34 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 1 30 648 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.11.2006
(19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 1 30 648 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.11.2006
TEPZZ 6Z85Z5A T EP 2 608 505 A2 (19) (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
(19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
EP 2 290 703 A1 (19) (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09
 (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
TEPZZ 5 5 _9A_T EP 2 535 219 A1 (19) (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
(19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
TEPZZ_9 94 5B_T EP 1 929 425 B1 (19) (11) EP 1 929 425 B1 (12) FASCICULE DE BREVET EUROPEEN
 (11) EP 1 929 425 B1 (12) FASCICULE DE BREVET EUROPEEN") (19) TEPZZ_9 94 B_T (11) EP 1 929 42 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 0.11.14 Bulletin 14/4 (21) Numéro de dépôt: 0679781.1 (22) Date
(19) TEPZZ_9 94 B_T (11) EP 1 929 42 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 0.11.14 Bulletin 14/4 (21) Numéro de dépôt: 0679781.1 (22) Date
TEPZZ 65 Z4A_T EP 2 653 204 A1 (19) (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)
 (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)") (19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
(19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
(51) Int Cl.: G06K 19/07 (2006.01) G06K 19/073 (2006.01)
 Int Cl.: G06K 19/07 (2006.01) G06K 19/073 (2006.01)") (19) TEPZZ 4Z_7Z6B_T (11) EP 2 401 706 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.04.201 Bulletin 201/17 (21) Numéro de dépôt: 711430.8 (22)
(19) TEPZZ 4Z_7Z6B_T (11) EP 2 401 706 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.04.201 Bulletin 201/17 (21) Numéro de dépôt: 711430.8 (22)
Rank Xerox (UK) Business Services
 Business Services") Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
(51) Int Cl. 7 : E03D 1/012, E03D 11/14
 Int Cl. 7 : E03D 1/012, E03D 11/14") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00086770B1* (11) EP 0 867 70 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00086770B1* (11) EP 0 867 70 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
3) Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)
 Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)") raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
EP 2 533 063 A1 (19) (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50
 (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
EP 2 071 505 A1 (19) (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25
 (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
(51) Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)
 Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)") (19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
(19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
TEPZZ 8758_8A_T EP 2 875 818 A1 (19) (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.
 (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.") (19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
(19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
TEPZZ_98 747B_T EP 1 983 747 B1 (19) (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN. (51) Int Cl.:
 (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN. (51) Int Cl.:") (19) TEPZZ_98 747B_T (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 14.08.13 Bulletin 13/33 (1) Int Cl.: H04N /77 (06.01) H04N /76
(19) TEPZZ_98 747B_T (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 14.08.13 Bulletin 13/33 (1) Int Cl.: H04N /77 (06.01) H04N /76
". TY convertisseur statique, et des condensateurs de filtrage.
 curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
Bundesdruckerei Berlin
 Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
(51) Int Cl.: G09F 27/00 (2006.01)
 Int Cl.: G09F 27/00 (2006.01)") (19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
(19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
*EP001039352A1* EP 1 039 352 A1 (19) (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39
 (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
EP 2 339 758 A1 (19) (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26
 (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
(51) Int Cl.: F16C 7/06 (2006.01) F16C 7/04 (2006.01) F02K 1/12 (2006.01) F02K 1/70 (2006.01) F02K 1/72 (2006.01)
 Int Cl.: F16C 7/06 (2006.01) F16C 7/04 (2006.01) F02K 1/12 (2006.01) F02K 1/70 (2006.01) F02K 1/72 (2006.01)") (19) TEPZZ 4 686B_T (11) EP 2 411 686 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet:.12.2014 Bulletin 2014/0 (21) Numéro de dépôt: 73.8 (22) Date de
(19) TEPZZ 4 686B_T (11) EP 2 411 686 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet:.12.2014 Bulletin 2014/0 (21) Numéro de dépôt: 73.8 (22) Date de
DEMANDE DE BREVET EUROPEEN. PLASSERAUD 84, rue d'amsterdam, F-75009 Paris (FR)
") Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
(51) Int Cl.: H04L 29/08 (2006.01) H04L 12/24 (2006.01) H04L 12/26 (2006.01) H04L 29/06 (2006.01)
 Int Cl.: H04L 29/08 (2006.01) H04L 12/24 (2006.01) H04L 12/26 (2006.01) H04L 29/06 (2006.01)") (19) (11) EP 1 987 68 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.07.09 Bulletin 09/ (21) Numéro de dépôt: 077316.6 (22) Date de dépôt: 13.02.07
(19) (11) EP 1 987 68 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.07.09 Bulletin 09/ (21) Numéro de dépôt: 077316.6 (22) Date de dépôt: 13.02.07
(51) Int Cl. 7 : E03B 7/07, E03C 1/02
 Int Cl. 7 : E03B 7/07, E03C 1/02") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00129827B1* (11) EP 1 298 27 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00129827B1* (11) EP 1 298 27 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
(51) Int Cl.: A47B 5/00 (2006.01) A47B 31/00 (2006.01) E05C 17/28 (2006.01)
 Int Cl.: A47B 5/00 (2006.01) A47B 31/00 (2006.01) E05C 17/28 (2006.01)") (19) TEPZZ 664 5_B_T (11) EP 2 664 251 B1 (12) FASCICULE DE BREVET EUROPEEN (45) Date de publication et mention de la délivrance du brevet: 18.02.2015 Bulletin 2015/08 (51) Int Cl.: A47B 5/00 (2006.01)
(19) TEPZZ 664 5_B_T (11) EP 2 664 251 B1 (12) FASCICULE DE BREVET EUROPEEN (45) Date de publication et mention de la délivrance du brevet: 18.02.2015 Bulletin 2015/08 (51) Int Cl.: A47B 5/00 (2006.01)
Europâisches Patentamt European Patent Office Office européen des brevets. Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
À propos de Phenix Systems
 À propos de Phenix Systems L innovation, les délais de mise au point et de fabrication, la recherche d économies d énergie, de matières et de coûts, la qualité et la flexibilité constituent aujourd hui
À propos de Phenix Systems L innovation, les délais de mise au point et de fabrication, la recherche d économies d énergie, de matières et de coûts, la qualité et la flexibilité constituent aujourd hui
SALLE DE BAIN, DOUCHE, PLAN DE TRAVAIL CUISINE, PISCINE... Collage et jointoiement. L Epoxy facile
 SALLE DE BAIN, DOUCHE, PLAN DE TRAVAIL CUISINE, PISCINE... Collage et jointoiement L Epoxy facile DOMAINES D EMPLOI Recommandé pour salle de bain, douche, plan de travail cuisine, piscine, bassins thermaux,
SALLE DE BAIN, DOUCHE, PLAN DE TRAVAIL CUISINE, PISCINE... Collage et jointoiement L Epoxy facile DOMAINES D EMPLOI Recommandé pour salle de bain, douche, plan de travail cuisine, piscine, bassins thermaux,
Module HVAC - fonctionnalités
 Module HVAC - fonctionnalités Modèle de radiation : DO = Discrete Ordinates On peut considérer l échauffement de solides semi transparents causé par le rayonnement absorbé par le solide. On peut également
Module HVAC - fonctionnalités Modèle de radiation : DO = Discrete Ordinates On peut considérer l échauffement de solides semi transparents causé par le rayonnement absorbé par le solide. On peut également
EP 2 464 068 A1 (19) (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)
 (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
TEPZZ 8 46 5A_T EP 2 824 625 A1 (19) (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
(19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
LE CETIME votre partenaire pour le progrès et l innovation:
 1 www.cetime.ind.tn LE CETIME votre partenaire pour le progrès et l innovation: met à votre disposition des compétences et des moyens techniques pour vous assister dans vos démarches d innovation et d
1 www.cetime.ind.tn LE CETIME votre partenaire pour le progrès et l innovation: met à votre disposition des compétences et des moyens techniques pour vous assister dans vos démarches d innovation et d
Parcage. Bases légales. Office des ponts et chaussées du canton de Berne. Tiefbauamt des Kantons Bern. Bau-, Verkehrsund Energiedirektion
 Tiefbauamt des Kantons Bern Bau-, Verkehrsund Energiedirektion Office des ponts et chaussées du canton de Berne Direction des travaux publics, des transports et de l'énergie Tâches spéciales Technique
Tiefbauamt des Kantons Bern Bau-, Verkehrsund Energiedirektion Office des ponts et chaussées du canton de Berne Direction des travaux publics, des transports et de l'énergie Tâches spéciales Technique
Chapitre 02. La lumière des étoiles. Exercices :
 Chapitre 02 La lumière des étoiles. I- Lumière monochromatique et lumière polychromatique. )- Expérience de Newton (642 727). 2)- Expérience avec la lumière émise par un Laser. 3)- Radiation et longueur
Chapitre 02 La lumière des étoiles. I- Lumière monochromatique et lumière polychromatique. )- Expérience de Newton (642 727). 2)- Expérience avec la lumière émise par un Laser. 3)- Radiation et longueur
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques
 et structures mécaniques") Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études
Comprendre l Univers grâce aux messages de la lumière
 Seconde / P4 Comprendre l Univers grâce aux messages de la lumière 1/ EXPLORATION DE L UNIVERS Dans notre environnement quotidien, les dimensions, les distances sont à l échelle humaine : quelques mètres,
Seconde / P4 Comprendre l Univers grâce aux messages de la lumière 1/ EXPLORATION DE L UNIVERS Dans notre environnement quotidien, les dimensions, les distances sont à l échelle humaine : quelques mètres,
@ Numéro de publication: DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication: 0 077 7 3 9 B1 FASCICULE DE BREVET EUROPEEN ( ) Date de publication du fascicule du brevet: 07.01.87 Int.
Europâisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication: 0 077 7 3 9 B1 FASCICULE DE BREVET EUROPEEN ( ) Date de publication du fascicule du brevet: 07.01.87 Int.
RAPPORT DE CLASSEMENT. RAPPORT DE CLASSEMENT n EFR-14-002348
 Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
(51) Int Cl.: F27D 3/02 (2006.01)
 Int Cl.: F27D 3/02 (2006.01)") (19) (11) EP 1 880 17 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 16.07.08 Bulletin 08/29 (21) Numéro de dépôt: 06726144.6 (22) Date de dépôt: 24.03.06
(19) (11) EP 1 880 17 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 16.07.08 Bulletin 08/29 (21) Numéro de dépôt: 06726144.6 (22) Date de dépôt: 24.03.06
DIFFRACTion des ondes
 DIFFRACTion des ondes I DIFFRACTION DES ONDES PAR LA CUVE À ONDES Lorsqu'une onde plane traverse un trou, elle se transforme en onde circulaire. On dit que l'onde plane est diffractée par le trou. Ce phénomène
DIFFRACTion des ondes I DIFFRACTION DES ONDES PAR LA CUVE À ONDES Lorsqu'une onde plane traverse un trou, elle se transforme en onde circulaire. On dit que l'onde plane est diffractée par le trou. Ce phénomène
Jouve, 18, rue Saint-Denis, 75001 PARIS
 19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
SIMULATION DU PROCÉDÉ DE FABRICATION DIRECTE DE PIÈCES THERMOPLASTIQUES PAR FUSION LASER DE POUDRE
 SIMULATION DU PROCÉDÉ DE FABRICATION DIRECTE DE PIÈCES THERMOPLASTIQUES PAR FUSION LASER DE POUDRE Denis DEFAUCHY Gilles REGNIER Patrice PEYRE Amine AMMAR Pièces FALCON - Dassault Aviation 1 Présentation
SIMULATION DU PROCÉDÉ DE FABRICATION DIRECTE DE PIÈCES THERMOPLASTIQUES PAR FUSION LASER DE POUDRE Denis DEFAUCHY Gilles REGNIER Patrice PEYRE Amine AMMAR Pièces FALCON - Dassault Aviation 1 Présentation
Le polissage par laser
 B U L L E T I N T E C H N I Q U E N 4 1 B U L L E T I N T E C H N I Q U E N 4 1 Le polissage par laser Contexte Un traitement de surface est généralement réalisé dans le but d améliorer les caractéristiques
B U L L E T I N T E C H N I Q U E N 4 1 B U L L E T I N T E C H N I Q U E N 4 1 Le polissage par laser Contexte Un traitement de surface est généralement réalisé dans le but d améliorer les caractéristiques
= RÉALISATION DE QUALITÉ DURABLE
 PAVÉS EN BETON CONCEPTION APPROPRIÉE + MISE EN OEUVRE PROFESSIONNELLE = RÉALISATION DE QUALITÉ DURABLE 10 règles de base pour une mise en œuvre correcte de revêtements de pavés en béton 1 2 3 4 5 6 7 8
PAVÉS EN BETON CONCEPTION APPROPRIÉE + MISE EN OEUVRE PROFESSIONNELLE = RÉALISATION DE QUALITÉ DURABLE 10 règles de base pour une mise en œuvre correcte de revêtements de pavés en béton 1 2 3 4 5 6 7 8
SUIVEUR SOLAIRE : Informations complémentaires
 SUIVEUR SOLAIRE : Informations complémentaires IMPORTANT : L objectif de la présente note technique n est pas de se substituer à l ouvrage «Alimentation électrique de sites isolés» mais de fournir des
SUIVEUR SOLAIRE : Informations complémentaires IMPORTANT : L objectif de la présente note technique n est pas de se substituer à l ouvrage «Alimentation électrique de sites isolés» mais de fournir des
EP 2 372 958 A1 (19) (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40
 (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
RAPPORT D ENQUETE DE TECHNIQUE NOUVELLE
 Bureau Alpes Contrôles bac.bourg@alpes-controles.fr - RAPPORT D ENQUETE DE TECHNIQUE NOUVELLE REFERENCE: BT120018 indice 0 NOM DU PROCEDE: MODULES PHOTOVOLTAIQUES ASSOCIES EN POSE PORTRAIT OU PAYSAGE:
Bureau Alpes Contrôles bac.bourg@alpes-controles.fr - RAPPORT D ENQUETE DE TECHNIQUE NOUVELLE REFERENCE: BT120018 indice 0 NOM DU PROCEDE: MODULES PHOTOVOLTAIQUES ASSOCIES EN POSE PORTRAIT OU PAYSAGE:
La plaque composite nora Lunatec combi
 Une association remarquable : La plaque composite nora Lunatec combi pour la fabrication efficace de semelles plantaires et de semelles orthopédiques Présentation du produit Lunatec combi 1 4 nora Lunatec
Une association remarquable : La plaque composite nora Lunatec combi pour la fabrication efficace de semelles plantaires et de semelles orthopédiques Présentation du produit Lunatec combi 1 4 nora Lunatec
Application à l astrophysique ACTIVITE
 Application à l astrophysique Seconde ACTIVITE I ) But : Le but de l activité est de donner quelques exemples d'utilisations pratiques de l analyse spectrale permettant de connaître un peu mieux les étoiles.
Application à l astrophysique Seconde ACTIVITE I ) But : Le but de l activité est de donner quelques exemples d'utilisations pratiques de l analyse spectrale permettant de connaître un peu mieux les étoiles.
Prescriptions techniques et de construction pour les locaux à compteurs
 Prescriptions techniques et de construction pour les locaux à compteurs Référence: SIB10 CCLB 110 Date : 22/10/2010 Page 1/9 Table des matières 1 PRELIMINAIRES... 3 2 ABREVIATIONS... 3 3 ACCESSIBILITE
Prescriptions techniques et de construction pour les locaux à compteurs Référence: SIB10 CCLB 110 Date : 22/10/2010 Page 1/9 Table des matières 1 PRELIMINAIRES... 3 2 ABREVIATIONS... 3 3 ACCESSIBILITE
Premier principe de la thermodynamique - conservation de l énergie
 Chapitre 5 Premier principe de la thermodynamique - conservation de l énergie 5.1 Bilan d énergie 5.1.1 Énergie totale d un système fermé L énergie totale E T d un système thermodynamique fermé de masse
Chapitre 5 Premier principe de la thermodynamique - conservation de l énergie 5.1 Bilan d énergie 5.1.1 Énergie totale d un système fermé L énergie totale E T d un système thermodynamique fermé de masse
îundesdruokerei Berlin
 Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
B1 Cahiers des charges
 B1 Cahiers des charges B1 cahiers des charges 35 B.1 Cahiers des charges Ce chapitre contient les cahiers des charges. Pour plus d informations, nous réfèrons au paragraphe B.3. Mise en oeuvre et B.4 Détails
B1 Cahiers des charges B1 cahiers des charges 35 B.1 Cahiers des charges Ce chapitre contient les cahiers des charges. Pour plus d informations, nous réfèrons au paragraphe B.3. Mise en oeuvre et B.4 Détails
0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
Centreur fin cylindrique pour la fabrication de moules. Le développement
 Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
Réserve Personnelle. Persönliche Reserve. Emprunter et épargner en fonction de vos besoins. Leihen und sparen je nach Bedarf
 crédit épargne Réserve Personnelle Emprunter et épargner en fonction de vos besoins Persönliche Reserve Leihen und sparen je nach Bedarf Réserve Personnelle Vous voulez disposer à tout moment des moyens
crédit épargne Réserve Personnelle Emprunter et épargner en fonction de vos besoins Persönliche Reserve Leihen und sparen je nach Bedarf Réserve Personnelle Vous voulez disposer à tout moment des moyens
INSCRIPTION, CLASSEMENT ET EMBALLAGE. Communication de l expert de l Afrique du Sud
 NATIONS UNIES ST Secrétariat Distr. GÉNÉRALE ST/SG/AC.10/C.3/2005/47 13 septembre 2005 FRANÇAIS Original: ANGLAIS COMITÉ D EXPERTS DU TRANSPORT DES MARCHANDISES DANGEREUSES ET DU SYSTÈME GÉNÉRAL HARMONISÉ
NATIONS UNIES ST Secrétariat Distr. GÉNÉRALE ST/SG/AC.10/C.3/2005/47 13 septembre 2005 FRANÇAIS Original: ANGLAIS COMITÉ D EXPERTS DU TRANSPORT DES MARCHANDISES DANGEREUSES ET DU SYSTÈME GÉNÉRAL HARMONISÉ
INGOLD Leading Process Analytics
 INGOLD Leading Process Analytics Systèmes de Turbidité Sondes InPro 8000 Transmetteurs Trb 8300 Qualité du produit et fiabilité du procédé améliorées Productivité accrue Adaption simple du procédé Usage
INGOLD Leading Process Analytics Systèmes de Turbidité Sondes InPro 8000 Transmetteurs Trb 8300 Qualité du produit et fiabilité du procédé améliorées Productivité accrue Adaption simple du procédé Usage
Collecteur de distribution de fluide
 Collecteur de distribution de fluide Guide des applications Un sous-système prêt-à-monter Des sous-systèmes prêts-à-monter, disponibles en quelques semaines et non en quelques mois. Une conception testée
Collecteur de distribution de fluide Guide des applications Un sous-système prêt-à-monter Des sous-systèmes prêts-à-monter, disponibles en quelques semaines et non en quelques mois. Une conception testée
Roulements à une rangée de billes de génération C. Information Technique Produit
 Roulements à une rangée de billes de génération C Information Technique Produit Sommaire Caractéristiques 2 Avantages des roulements à billes FAG de génération C 2 Etanchéité et lubrification 2 Température
Roulements à une rangée de billes de génération C Information Technique Produit Sommaire Caractéristiques 2 Avantages des roulements à billes FAG de génération C 2 Etanchéité et lubrification 2 Température
Manuel d installation et de maintenance (serrures LR128 E)
") Manuel d installation et de maintenance (serrures LR128 E) Manuel comprenant : Installation de la gâche GV et GVR :............................................ page 2 Position et réglage du shunt - Cales
Manuel d installation et de maintenance (serrures LR128 E) Manuel comprenant : Installation de la gâche GV et GVR :............................................ page 2 Position et réglage du shunt - Cales
Colle époxydique multi usages, à 2 composants
 Notice Produit Edition 20 01 2014 Numéro 9.11 Version n 2013-310 01 04 02 03 001 0 000144 Colle époxydique multi usages, à 2 composants Description est une colle structurale thixotrope à 2 composants,
Notice Produit Edition 20 01 2014 Numéro 9.11 Version n 2013-310 01 04 02 03 001 0 000144 Colle époxydique multi usages, à 2 composants Description est une colle structurale thixotrope à 2 composants,
VARIO 200 / 200ZR LE FOUR À CÉRAMIQUE DOTÉ D UNE TECHNOLOGIE DE CUISSON RÉVOLUTIONNAIRE. www.zubler.de
 FR VARIO 200 / 200ZR LE FOUR À CÉRAMIQUE DOTÉ D UNE TECHNOLOGIE DE CUISSON RÉVOLUTIONNAIRE www.zubler.de Made in Germany Précision, innovation, pérennité et haute qualité. De telles valeurs sont pour nous
FR VARIO 200 / 200ZR LE FOUR À CÉRAMIQUE DOTÉ D UNE TECHNOLOGIE DE CUISSON RÉVOLUTIONNAIRE www.zubler.de Made in Germany Précision, innovation, pérennité et haute qualité. De telles valeurs sont pour nous
EP 2 326 026 A1 (19) (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21
 (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
(51) Int Cl.: H04W 8/24 (2009.01) G06F 9/445 (2006.01)
 Int Cl.: H04W 8/24 (2009.01) G06F 9/445 (2006.01)") (19) (12) FASCICULE DE BREVET EUROPEEN (11) EP 1 961 247 B1 (4) Date de publication et mention de la délivrance du brevet: 17.02. Bulletin /07 (21) Numéro de dépôt: 06778042.9 (22) Date de dépôt: 28.07.06
(19) (12) FASCICULE DE BREVET EUROPEEN (11) EP 1 961 247 B1 (4) Date de publication et mention de la délivrance du brevet: 17.02. Bulletin /07 (21) Numéro de dépôt: 06778042.9 (22) Date de dépôt: 28.07.06
Normes CE Equipements de Protection Individuelle
 E. P. I D O C U M E N T D I N F O R M A T I O N Normes CE Equipements de Protection Individuelle Normes CE EQUIPEMENTS DE PROTECTION INDIVIDUELLE Définitions : E.P.I : Tout dispositif ou moyen destiné
E. P. I D O C U M E N T D I N F O R M A T I O N Normes CE Equipements de Protection Individuelle Normes CE EQUIPEMENTS DE PROTECTION INDIVIDUELLE Définitions : E.P.I : Tout dispositif ou moyen destiné
Adhésif structural pour le collage de renforts
 Notice Produit Edition 18/07/2014 Numéro 3022 Version N 2014-253 N identification : 020206040010000001 Adhésif structural pour le collage de renforts Description est une colle structurale thixotrope à
Notice Produit Edition 18/07/2014 Numéro 3022 Version N 2014-253 N identification : 020206040010000001 Adhésif structural pour le collage de renforts Description est une colle structurale thixotrope à
Soudal Panel System SPS. La force extrême derrière vos panneaux de façade. www.soudal.com SOUDAL PANEL SYSTEM. Soudal Panel System 1 SPS SOUDAL PANEL
 www.soudal.com Soudal Panel System La force extrême derrière vos panneaux de façade WINDOW Soudal Panel System 1 Soudal Panel System () Qu est-ce que le? Les panneaux de façade existent dans tous les modèles
www.soudal.com Soudal Panel System La force extrême derrière vos panneaux de façade WINDOW Soudal Panel System 1 Soudal Panel System () Qu est-ce que le? Les panneaux de façade existent dans tous les modèles
1 Définition. 2 Systèmes matériels et solides. 3 Les actions mécaniques. Le système matériel : Il peut être un ensemble.un sous-ensemble..
 1 Définition GÉNÉRALITÉS Statique 1 2 Systèmes matériels et solides Le système matériel : Il peut être un ensemble.un sous-ensemble..une pièce mais aussi un liquide ou un gaz Le solide : Il est supposé
1 Définition GÉNÉRALITÉS Statique 1 2 Systèmes matériels et solides Le système matériel : Il peut être un ensemble.un sous-ensemble..une pièce mais aussi un liquide ou un gaz Le solide : Il est supposé
Schnellverschlusskupplungen in Messing Accouplements rapides en laiton
 Schnellverschlusskupplungen in Messing Accouplements rapides en laiton Typ 02 M3, Schlauch 2-3 mm NW 1,5 Kv 0,053 181 Type 02 M3, tuyaux 2-3 mm DN 1,5 Kv 0.053 Typ 20 M5 1 /8, Schlauch 3 6 mm NW 2,7 Kv
Schnellverschlusskupplungen in Messing Accouplements rapides en laiton Typ 02 M3, Schlauch 2-3 mm NW 1,5 Kv 0,053 181 Type 02 M3, tuyaux 2-3 mm DN 1,5 Kv 0.053 Typ 20 M5 1 /8, Schlauch 3 6 mm NW 2,7 Kv
Niveau 2 nde THEME : L UNIVERS. Programme : BO spécial n 4 du 29/04/10 L UNIVERS
 Document du professeur 1/7 Niveau 2 nde THEME : L UNIVERS Physique Chimie SPECTRES D ÉMISSION ET D ABSORPTION Programme : BO spécial n 4 du 29/04/10 L UNIVERS Les étoiles : l analyse de la lumière provenant
Document du professeur 1/7 Niveau 2 nde THEME : L UNIVERS Physique Chimie SPECTRES D ÉMISSION ET D ABSORPTION Programme : BO spécial n 4 du 29/04/10 L UNIVERS Les étoiles : l analyse de la lumière provenant
UNE APPROCHE EXCLUSIVE DANS LA CONCEPTION DE PRODUITS DURABLES.
 Une approche exclusive dans la conception de produits durables août 2012 UNE APPROCHE EXCLUSIVE DANS LA CONCEPTION DE PRODUITS DURABLES. Auteur: Tracey Rawling Church, Director of Brand and Reputation
Une approche exclusive dans la conception de produits durables août 2012 UNE APPROCHE EXCLUSIVE DANS LA CONCEPTION DE PRODUITS DURABLES. Auteur: Tracey Rawling Church, Director of Brand and Reputation
Mario Geiger octobre 08 ÉVAPORATION SOUS VIDE
 ÉVAPORATION SOUS VIDE 1 I SOMMAIRE I Sommaire... 2 II Évaporation sous vide... 3 III Description de l installation... 5 IV Travail pratique... 6 But du travail... 6 Principe... 6 Matériel... 6 Méthodes...
ÉVAPORATION SOUS VIDE 1 I SOMMAIRE I Sommaire... 2 II Évaporation sous vide... 3 III Description de l installation... 5 IV Travail pratique... 6 But du travail... 6 Principe... 6 Matériel... 6 Méthodes...
192 Office européen des brevets DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE
 ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
Styrodur C, un XPS exempt de CFC, HCFC et HFC. De l air, tout simplement. Ecologique, tout simplement.
 Styrodur C, un XPS exempt de CFC, HCFC et HFC. De l air, tout simplement. Ecologique, tout simplement. Isolation thermique plus qu une simple protection de l environnement Une isolation thermique optimale
Styrodur C, un XPS exempt de CFC, HCFC et HFC. De l air, tout simplement. Ecologique, tout simplement. Isolation thermique plus qu une simple protection de l environnement Une isolation thermique optimale
1. Raison de la modification
 T Service Documentation Technicocommerciale Information Technique Rubrique F Les régulations Nouvelle version de programme de la carte SU : F1.4 P5253 JS F 67580 Mertzwiller N ITOE0117 26/09/2011 FR 1.
T Service Documentation Technicocommerciale Information Technique Rubrique F Les régulations Nouvelle version de programme de la carte SU : F1.4 P5253 JS F 67580 Mertzwiller N ITOE0117 26/09/2011 FR 1.
Emmanuel.rousseau@institutoptique.fr
 E. Rousseau, J-J Greffet Institut d optique Graduate School S. Volz LIMMS, UMI CNRS University of Tokyo, EM2C A. Siria, J. Chevrier Institut Néel-CNRS Grenoble F. Comin ESRF Grenoble Emmanuel.rousseau@institutoptique.fr
E. Rousseau, J-J Greffet Institut d optique Graduate School S. Volz LIMMS, UMI CNRS University of Tokyo, EM2C A. Siria, J. Chevrier Institut Néel-CNRS Grenoble F. Comin ESRF Grenoble Emmanuel.rousseau@institutoptique.fr
Leica DISTO A2. The original laser distance meter
 Leica DISTO A2 The original laser distance meter Manuel d'utilisation Français Nous vous félicitons pour l'achat de votre Leica DISTO. Vous trouverez les consignes de sécurité dans la brochure en annexe.
Leica DISTO A2 The original laser distance meter Manuel d'utilisation Français Nous vous félicitons pour l'achat de votre Leica DISTO. Vous trouverez les consignes de sécurité dans la brochure en annexe.
Wandluftdurchlass WAVE-ARC Typ WA Diffuseur mural WAVE-ARC type WA
 Int. Modellschutz angem. / Prot. int. des mod. dép. Trox Hesco (Schweiz) AG Anwendung Der rechteckige Wandluftdurchlass WAVE-ARC, der mit dem Anschlusskasten eine Einheit bildet, kommt vorwiegend über
Int. Modellschutz angem. / Prot. int. des mod. dép. Trox Hesco (Schweiz) AG Anwendung Der rechteckige Wandluftdurchlass WAVE-ARC, der mit dem Anschlusskasten eine Einheit bildet, kommt vorwiegend über
On peut être «lourd» et agile!
 éditorial Traitements & Matériaux 412 Octobre - Novembre 2011 3 On peut être «lourd» et agile! La métallurgie est considérée comme une industrie «lourde», les traitements thermiques comme de «vieux» procédés,
éditorial Traitements & Matériaux 412 Octobre - Novembre 2011 3 On peut être «lourd» et agile! La métallurgie est considérée comme une industrie «lourde», les traitements thermiques comme de «vieux» procédés,
Phénomènes dangereux et modélisation des effets
 Phénomènes dangereux et modélisation des effets B. TRUCHOT Responsable de l unité Dispersion Incendie Expérimentations et Modélisations Phénomènes dangereux Description et modélisation des phénomènes BLEVE
Phénomènes dangereux et modélisation des effets B. TRUCHOT Responsable de l unité Dispersion Incendie Expérimentations et Modélisations Phénomènes dangereux Description et modélisation des phénomènes BLEVE
Les moments de force. Ci-contre, un schéma du submersible MIR où l on voit les bras articulés pour la récolte d échantillons [ 1 ]
![Les moments de force. Ci-contre, un schéma du submersible MIR où l on voit les bras articulés pour la récolte d échantillons [ 1 ]](/thumbs/20/424260.jpg "Les moments de force. Ci-contre, un schéma du submersible MIR où l on voit les bras articulés pour la récolte d échantillons [ 1 ]") Les moments de force Les submersibles Mir peuvent plonger à 6 000 mètres, rester en immersion une vingtaine d heures et abriter 3 personnes (le pilote et deux observateurs), dans une sphère pressurisée
Les moments de force Les submersibles Mir peuvent plonger à 6 000 mètres, rester en immersion une vingtaine d heures et abriter 3 personnes (le pilote et deux observateurs), dans une sphère pressurisée
Synoptique. Instructions de service et de montage
 Montage- und Bedienungsanleitung Mounting and Operating Instructions Instructions de service et de montage Istruzioni di montaggio ed uso Instrucciones de montaje y de servicio p p p p Terminale porta
Montage- und Bedienungsanleitung Mounting and Operating Instructions Instructions de service et de montage Istruzioni di montaggio ed uso Instrucciones de montaje y de servicio p p p p Terminale porta
RELEVE D ETAT DU PONT DES GRANDS-CRÊTS. On a procédé une auscultation visuelle entre le 23 et le 29 mars 2007.
 RELEVE D ETAT DU PONT DES GRANDS-CRÊTS On a procédé une auscultation visuelle entre le 23 et le 29 mars 2007. Pour mieux comprendre les résultats ici une petit plan où il y a signalées les différentes
RELEVE D ETAT DU PONT DES GRANDS-CRÊTS On a procédé une auscultation visuelle entre le 23 et le 29 mars 2007. Pour mieux comprendre les résultats ici une petit plan où il y a signalées les différentes
Chapitre 6 La lumière des étoiles Physique
 Chapitre 6 La lumière des étoiles Physique Introduction : On ne peut ni aller sur les étoiles, ni envoyer directement des sondes pour les analyser, en revanche on les voit, ce qui signifie qu'on reçoit
Chapitre 6 La lumière des étoiles Physique Introduction : On ne peut ni aller sur les étoiles, ni envoyer directement des sondes pour les analyser, en revanche on les voit, ce qui signifie qu'on reçoit
(51) Int Cl.: H04L 12/24 (2006.01) H04L 12/14 (2006.01)
 Int Cl.: H04L 12/24 (2006.01) H04L 12/14 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 0 94 917 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 29.11.2006
(19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 0 94 917 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 29.11.2006
(51) Int Cl.: H04Q 7/38 (2006.01)
 Int Cl.: H04Q 7/38 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (12) EUROPEAN PATENT SPECIFICATION (11) EP 1 327 373 B1 (4) Date of publication and mention of the grant of the patent: 13.09.06
(19) Europäisches Patentamt European Patent Office Office européen des brevets (12) EUROPEAN PATENT SPECIFICATION (11) EP 1 327 373 B1 (4) Date of publication and mention of the grant of the patent: 13.09.06
Wie können meine Abschlüsse in Frankreich anerkannt werden?
 Wie können meine Abschlüsse in Frankreich anerkannt werden? Trotz der mittlerweile in Kraft getretenen europäischen Regelungen der beruflichen Anerkennung von Ausbildungen und Hochschuldiplomen, liegt
Wie können meine Abschlüsse in Frankreich anerkannt werden? Trotz der mittlerweile in Kraft getretenen europäischen Regelungen der beruflichen Anerkennung von Ausbildungen und Hochschuldiplomen, liegt
Systèmes multicouches Alpex-duo - Turatec
 Systèmes multicouches Alpex-duo - Turatec pour les applications plomberie - sanitaire chauffage - eau glacée 10 ans Systèmes tubes + raccords GARANTIE Certificat CSTBat Certificat CSTBat Certificat CSTBat
Systèmes multicouches Alpex-duo - Turatec pour les applications plomberie - sanitaire chauffage - eau glacée 10 ans Systèmes tubes + raccords GARANTIE Certificat CSTBat Certificat CSTBat Certificat CSTBat
Eau chaude sanitaire FICHE TECHNIQUE
 FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
LES MENUISERIES INTÉRIEURES
 Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
Réaliser le bilan des émissions de gaz à effet de serre
 Réaliser le bilan des émissions de gaz à effet de serre OBJECTIF SOCIETE 2012 Dominique LORET Directeur QSE Anne RISS Responsable EHS Mai 2012 LTS-MAT-0265-0265-issue 0 NOTRE METIER: Le Traitement de l
Réaliser le bilan des émissions de gaz à effet de serre OBJECTIF SOCIETE 2012 Dominique LORET Directeur QSE Anne RISS Responsable EHS Mai 2012 LTS-MAT-0265-0265-issue 0 NOTRE METIER: Le Traitement de l
Réf. : Normes : ST.10/C page : 3.10.3.1 NORME ST.10/C PRÉSENTATION DES ÉLÉMENTS DE DONNÉES BIBLIOGRAPHIQUES. Note du Bureau international
 Réf. : Normes : ST.10/C page : 3.10.3.1 NORME ST.10/C PRÉSENTATION DES ÉLÉMENTS DE DONNÉES BIBLIOGRAPHIQUES Note du Bureau international Le Comité des normes de l OMPI (CWS) a adopté les nouveaux textes
Réf. : Normes : ST.10/C page : 3.10.3.1 NORME ST.10/C PRÉSENTATION DES ÉLÉMENTS DE DONNÉES BIBLIOGRAPHIQUES Note du Bureau international Le Comité des normes de l OMPI (CWS) a adopté les nouveaux textes
Le chantier compte 4 étapes :
 02 Bien mettre en place le 03 béton désactivé La technique du béton désactivé consiste à mettre en valeur les granulats en éliminant la couche superficielle du mortier en surface. Un chantier de béton
02 Bien mettre en place le 03 béton désactivé La technique du béton désactivé consiste à mettre en valeur les granulats en éliminant la couche superficielle du mortier en surface. Un chantier de béton
Z-Axis Compliance Device Compliance en z
 Compensation for different vertical positions Collision recognition in Z-direction Protection of parts and work pieces Monitoring of the insertion forces during assembly operations Monitoring of the picking
Compensation for different vertical positions Collision recognition in Z-direction Protection of parts and work pieces Monitoring of the insertion forces during assembly operations Monitoring of the picking
Application de panneaux de construction en extérieur. Guide pratique et technique
 Application de panneaux de construction en extérieur Guide pratique et technique FR Les produits et systèmes wedi garantissent un niveau de qualité élevé et, par conséquent, sont certifiés selon de nombreuses
Application de panneaux de construction en extérieur Guide pratique et technique FR Les produits et systèmes wedi garantissent un niveau de qualité élevé et, par conséquent, sont certifiés selon de nombreuses