PROCÉDÉS DE TRANSFORMATION DE LA MATIÈRE 3/3
|
|
|
- Blanche Emma Gamache
- il y a 9 ans
- Total affichages :
Transcription
1 1. Principales matières plastiques MATIÈRES DE BASE INTERMÉDIAIRES PLASTIQUES CHARBON ÉTHYLÈNE ÉTHYLBENZÈNE STYRÈNE POLYÉTHYLÈNE PÉTROLE BENZÈNE ANHYDRIDE MALÉIQUE GLYCOL NATUREL POLYESTER PRÉPOLYMÈRE POLYSTYRÈNE GAZ NATUREL PROPYLÈNE NATUREL CUMÈNE CHLORURE DE VINYLE POLYPROPYLÈNE MÉTHANE DICHLORO- ÉTHANE POLYESTER SEL MARIN CHLORE ACIDE CHLORHYDRIQUE ACÉTHYLÈNE ACÉTATE DE VINYLE POLYCHLORURE DE VINYLE NATUREL CALCAIRE CARBURE DE CALCIUM ACÉTHALDÉHYDE PHÉNOL POLYACÉTATE DE VINYLE EAU FORMALDEHYDE ACIDE ADIPIQUE PHÉNOPLASTE GAZ À L EAU MÉTHANOL POLYAMIDE AIR OXYGÈNE ACIDE ACÉTIQUE AMMONIAQUE HEXAMÉTHYLÈNE DIAMINE URÉE FORMALDÉHYDE BOIS AZOTE ACÉTONE URÉE ACÉTATE DE CELLULOSE FLUORURE CELLULOSE CHLOROFORME ACIDE FLUORHYDRIQUE TÉTRAFLUORE- ÉTHYLÈNE POLYTETRA- FLUORÉTHYLÈNE SABLE SILICIUM CHLOROSILANE SILANOL SILICONE 313ProcédésTransformationMatièreProf1.docx 1/21

2 2. Généralités Les matières plastiques servant à fabriquer des objets moulés, des films, des fibres etc., sont des mélanges d une matière de base : la résine, et de divers additifs destinés à permettre sa mise en œuvre et d améliorer ses caractéristiques. Les matériaux de base et intermédiaire sont très nombreux et en constante augmentation grâce aux progrès de la chimie moderne (voir tableau récapitulatif). On distingue deux grandes familles de matières plastiques : les thermodurcissables et les thermoplastiques Les thermodurcissables Ce sont des matériaux dont les polymères (résines) possèdent des liaisons interatomiques en réseau : les macromolécules sont liées entre elles dans les trois directions de l espace. Ces liaisons restreignent la mobilité thermique. De ce fait, l action de la chaleur ne peut plus les déformer quand elles ont atteint un état stable. La mise en œuvre ne s effectue qu une fois Les thermoplastiques Ce sont des matériaux dont les polymères possèdent des liaisons interatomiques linéaires : les macromolécules sont liées entre-elles comme une chaîne. Leur mobilité thermique est beaucoup plus facile. Ainsi à chaque chauffage, la plasticité réapparaît et la résine peut subir une nouvelle transformation (voir exemple page 3) Exemple Liaisons en chaines : Thermoplastiques Liaisons en réseau : Thermodurcissables 313ProcédésTransformationMatièreProf1.docx 2/21

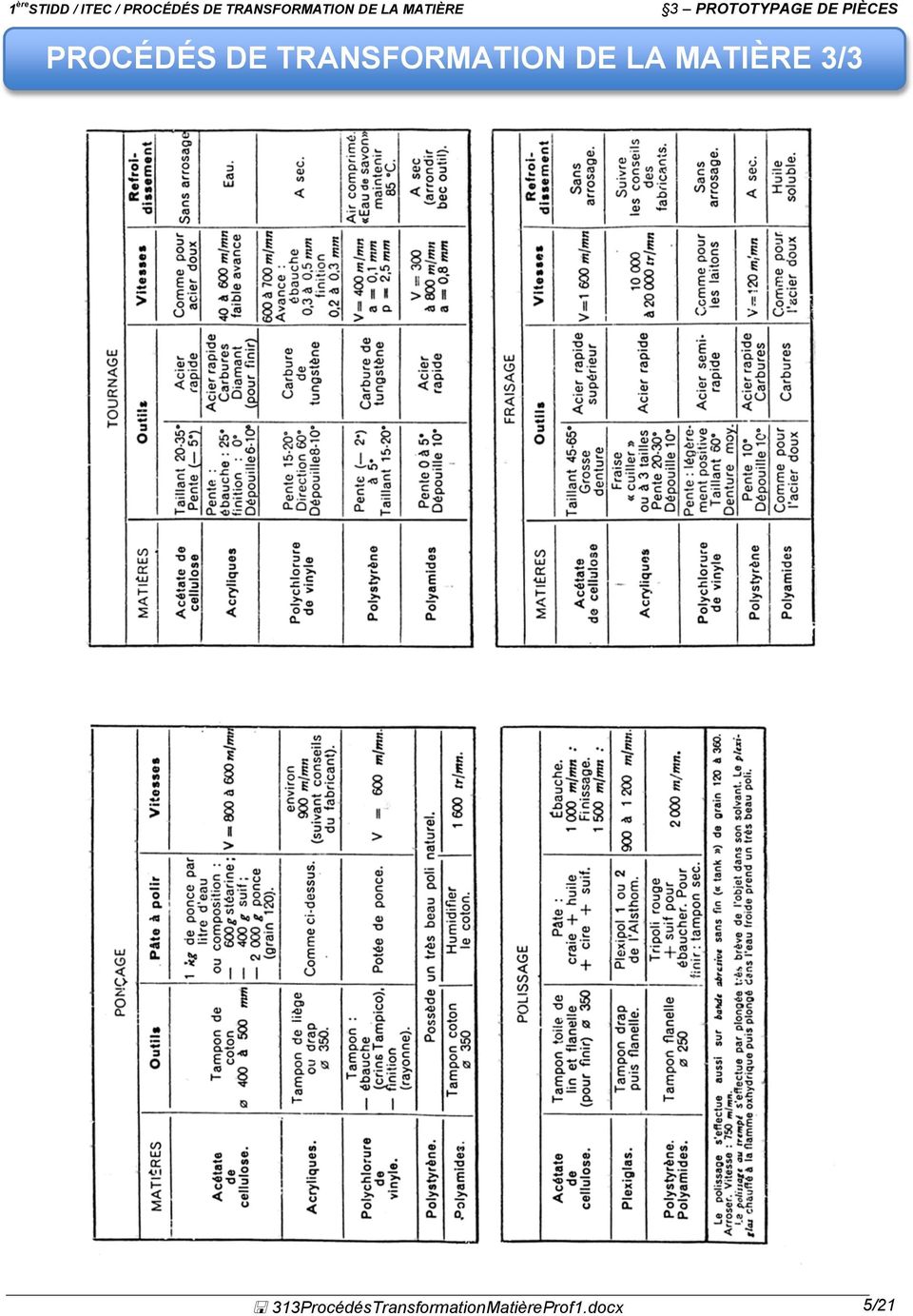
3 3. Mises en œuvre des thermoplastiques 3.1. Usinage Sciage Sous leurs formes commerciales, les thermoplastiques sont plus ou moins plastifiés. On distingue : Les produits souples (films) se coupent au ciseau ou au tranchet. Avec des emporte-pièces on les découpe suivant des contours variés comme les papiers, les cartons ou les cuirs. Les produits semi-rigides sont coupés au ciseau, au massicot, ou à la scie à ruban selon l épaisseur. Les produits durs sont sciés sur des «machines à bois» équipés de lames dont les pas varient de 1 à 6 mm. Remarques : Pour les vitesses, les dentures, le refroidissement se reporter aux indications des fabricants en fonction des matériaux. Éviter à tout prix l échauffement du plastique, cause d altération locale et de collage de l outil Perçage-Taraudage Utiliser les machines à percer usuelles et sauf exception les forets hélicoïdaux en acier rapide après avoir modifié leur affutage. Les plastiques sont des matières abrasives : les outils doivent être très durs. Travaux courants : acier rapide ; Travaux de série : carbures métalliques ou même outils en diamant ; Pour les taraudages, le diamètre de l avant-trou est plus petit que pour les métaux : d=d-0,8p. Consulter les notices des fabricants pour les angles des outils et les vitesses de coupe Tournage-Fraisage Chaque matière plastique est un cas particulier : s adresser au fabricant pour déterminer les paramètres de coupe corrects. Pour un fini très soigné, employer des outils en diamant ou céramique Ponçage-Polissage Les vitesses sont très élevées : de 600 à 2000 m/min. Consulter les pages 4 et 5 qui donnent quelques exemples d usinage. 313ProcédésTransformationMatièreProf1.docx 3/21

4 3.2. Paramètres de coupe 313ProcédésTransformationMatièreProf1.docx 4/21

5 313ProcédésTransformationMatièreProf1.docx 5/21
6 3.3. Soudage Soudage au chalumeau Le procédé peut être comparé au soudage autogène des métaux. On emploi un chalumeau et un plastique d apport. Chalumeau électrique (fig.1) A : arrivée de courant B : Buse C : Chambre de chauffe D : Arrivée de gaz E : Prise de courant Re : Résistante chauffante Ro : Arrivée de gaz à chauffer Chalumeau à gaz (fig.2) A : Arrivée du gaz à chauffer B : Buse (T de 90 C à 200 C) C : Arrivée du combustible R1 : Réglage du gaz chaud R2 : Réglage combustible R3 : Réglage comburant Ces chalumeaux sont sans flamme, ils donnent un jet de gaz chaud : air, azote, oxygène ou Co2. Le gaz de buse se réchauffe sur la résistance ou le serpentin. Sa source est une bouteille de gaz comprimé. Combustibles : gaz d éclairage, butane, propane acétylène, hydrogène. Matières d apport : baguettes de meme nature que le plastique à assembler ; sa section est ronde ou triangulaire, de diamètre 1 à 4 mm. Poste de travail (Fig. 3) La baguette (1) doit être tenue verticalement en la pressant sur les pièces (2) tandis que le chalumeau (4) est présenté obliquement (45 environ). Tenir la baguette de la main gauche et faire progresser la soudure de la gauche vers la droite. Matériaux soudables : Feuilles et tubes rigides en PVC. Acétate de cellulose, polyéthylène. 313ProcédésTransformationMatièreProf1.docx 6/21

7 Soudage par conduction Par lame chauffée électriquement ou éventuellement au chalumeau, insérée entre les deux pièces à souder. Dès que l échauffement est suffisant, la lame est retirée et les deux pièces pressées l une contre l autre sous 5 à 10 N/Cm2. Par plaque chauffante Utilisée pour souder des tubes rigides ; même principe que la lame Soudage par friction Permet de souder des pièces de révolution : ici, deux tubes. B tourne ( 500 tr/min.), A est immobilisé par le ressort-lame. R engagé dans une encoche du plateau P. La poupée mobile sert à plaquer A contre B ; le frottement échauffe la matière ; quand le soudage commence, A est entraîné ; le ressort R cède et A et B tournent ensemble. L un des éléments peut-être en verre, en bois, en bronze et l autre en plastique Soudage par impulsion (infra-rouge) Procédé utilisé pour les plastiques non soudable par haute fréquence : le film est pincé entre deux fils, deux rubans ou deux mâchoires chauffés électriquement pendant quelques dixièmes de secondes. Puis on laisse refroidir sous pression. Ex : soudage de sachets Soudage électronique HF Utilisé pour souder en continu des bandes de feuilles plastiques minces. Deux mâchoires M, animées de vibrations HF, pressent les feuilles à souder. Puissance : 500 à 4000 W ; Fréquence : de 30 à 50 MHz ; Tension : de 400 à 1000 V. 313ProcédésTransformationMatièreProf1.docx 7/21
, A est immobilisé par le ressort-lame. R engagé dans une encoche du plateau P.")
8 Soudage par ultra-sons 313ProcédésTransformationMatièreProf1.docx 8/21

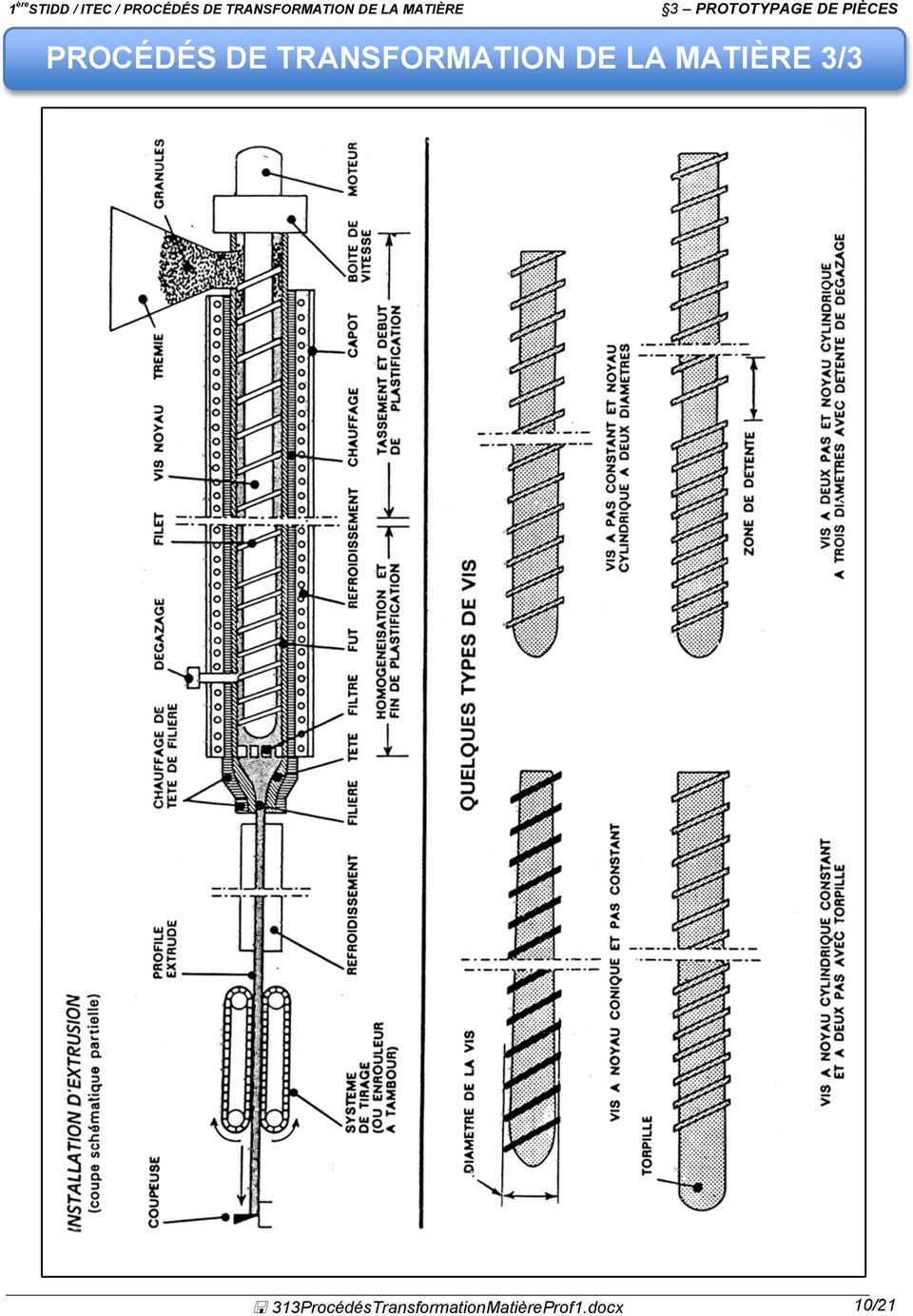
9 3.4. Collage Pratiquement tous les thermoplastiques peuvent se coller. On peut également coller des plastiques sur d autres matériaux tels que le bois, les métaux, le verre Dans tous les cas, consulter les notices des fabricants pour déterminer les éléments aptes au collage Collage avec solvant Si le plastique à coller possède un solvant c est-à-dire un produit qui le dissout, on utilisera celuici pour ramollir les bords que l on presse ensuite pour réaliser la liaison Collage par adhésif Dans ce cas il faut déposer sur les parties à assembler une couche très mince d adhésif. On presse ensuite modérément les éléments à coller pour ne pas créer de tensions internes. L adhésif doit avoir un coefficient de dilatation très voisin du plastique. Si le film est très mince, il pourra plus facilement supporter les tensions éventuelles sans entraîner de déformation de la collure Préparation des surfaces Dans tous les cas les surfaces doivent être dégraissées, exemptes de poussières ou de copeaux et ne pas présenter d aspérités trop importantes ce qui conduirait à un film d adhésif trop épais. Surface de liaison d étendue maximum ; Éviter le travail au cisaillement et le clivage ; La résistance n est pas proportionnelle à la longueur du recouvrement Extrusion-boudinage La matière, plastifiée par le chauffage et le frottement d une vis, est poussée, par celle-ci, au travers d une filière de section plus ou moins complexe. Le produit peut avoir une longueur illimitée ; il sort sans discontinuité tant que la trémie est alimentée. Il peut être souple, semirigide ou rigide selon son pourcentage de plastifiant. Une grande précision dimensionnelle peut être obtenue. Seuls, les thermoplastiques sont extrudables. Fig. 1 à 16 : exemples de sections extrudées Machines d extrusion et de boudinage Une boudineuse ou extrudeuse comporte essentiellement : Un cylindre ou fût analogue à un pot d injection ; Une vis d Archimède qui fait progresser la matière vers la tête ; Une filière rapportée sur le cylindre ; Un filtre qui augmente l homogénéité de la matière et qui retient les corps étrangers ; Un système de chauffage et de refroidissement permettant la régulation de la température en fonction des matériaux extrudés ; Une trémie d alimentation dans laquelle on place les granulés : résine + plastifiant + lubrifiant + stabilisant ; Une installation de refroidissement, d entraînement et de débit des profils obtenus. 313ProcédésTransformationMatièreProf1.docx 9/21

10 313ProcédésTransformationMatièreProf1.docx 10/21
11 3.6. Calandrage Le calandrage est une opération effectuée sur les Polychlorures de vinyle pour produire des feuilles de 0,05 à 1 mm d épaisseur et de 0,9 à 1,8 m de largeur. La transformation s effectue par le passage entre 3 ou 4 cylindres chauds rapprochés mécaniquement ou hydrauliquement. Le réglage entre les cylindres doit être très précis. L opération est conduite entre 150 et 200 C à ± 2 C près. La régulation, délicate, doit être automatique. La pâte est préparée par malaxage, pétrissage (on ajoute les colorants) puis broyage ce qui entraîne la formation d un gel. Le gel est poussé en bande continue, passe devant un détecteur pour éliminer les particules métalliques. Vitesses : de 25 à 200 m/min. En fin d opération, on coupe avec des disques les lisières de la bande qui s enroule sur des bobines. 313ProcédésTransformationMatièreProf1.docx 11/21
 puis broyage ce qui entraîne la formation d un gel.")
12 3.7. Moulage par injection C est le principal procédé de transformation des matières thermoplastiques. Cette technique est très voisine de celle du moulage des alliages métalliques sous pression. Il consiste à ramollir la résine, introduite dans la presse à mouler. Le degré de fluidité est obtenu soit par la chaleur, soit le plus souvent par l action combinée de la chaleur et d un malaxage mécanique. Lorsque la résine atteint la fluidité désirée, la matière est poussée dans un moule qui par un ou plusieurs canaux alimentent des cavités (empreintes) possédant la forme des pièces à obtenir Technique du procédé Les opérations sont en résumé, les suivantes : 1. Moule ouvert : dosage de la matière, fonction de la capacité (volume) du moule ; 2. Moule fermé : chauffage-dégazage ; 3. Malaxage (plastification) ; 4. Moule fermé : avancée du piston (buse sur le moule) ; 5. Injection de la matière (vis), temporisation ; 6. Ouverture du moule : recul de la vis et du piston ; 7. Moule ouvert : éjection de la pièce Les presses d injection thermoplastique Il existe deux grandes catégories de machines d injection en fonction de leur système de plastification Presses à piston plastificateur On emploie des presses hydrauliques, pneumatiques ou mécanique qui peuvent être horizontales ou verticales (KAP). La matière est introduite dans la trémie. Celle-ci peut posséder un doseur régularisant la quantité de granulé. En entrant dans le cylindre, la matière est chauffée puis comprimée par le piston d injection. La transmission de la chaleur de la paroi du cylindre ou pot d injection jusqu au sein de la matière est médiocre. Il faut effectuer un brassage du plastique pour obtenir un mélange homogène ; ce brassage est réalisé grâce à une torpille (annulaire, à trous multiples ou à ailettes). Ces machines sont valables pour le moulage des petites pièces. 313ProcédésTransformationMatièreProf1.docx 12/21
 possédant la forme des pièces à obtenir. 3.7.1.")
13 Presses à plastification par vis La plastification par vis comporte plusieurs avantages : Fusion régulière et homogène donc suppression de dégradations thermiques ; Elle permet de transformer des quantités importantes de matière à des cadences rapides ; Elle permet le remplissage des moules à plus basse pression d où la possibilité de pièces plus importantes ou des grappes plus nombreuses Presse à vis mobile en translation 1. Moule ; 2. Clapet anti-retour ; 3. Vis-piston ; 4. Trémie ; 5. Vérin hydraulique. Pendant la plastification, la vis est mue en rotation et recule puis elle reçoit l action d un vérin qui la transforme en piston d injection Presse à vis et piston La réunion d une vis et d un vérin de transfert permet l addition des avantages des deux procédés. 313ProcédésTransformationMatièreProf1.docx 13/21

14 4. Conception des moules d injection Les moules d injection des thermoplastiques remplissent deux fonctions principales : De donner la forme et les dimensions souhaitées à la masse plastifiée ; De refroidir cette mase plastifiée avant son éjection Étude fonctionnelle Terminologie Le moule comportant une ou plusieurs empreintes incorporées se compose de : 1. Sommier ou plaque mobile ; 2. Colonne de guidage ; 3. Plaque porte-empreintes ; 4. Plaque porte-empreintes ; 5. Pièces à obtenir ; 6. Buse d injection ; 7. Carotte d injection ; 8. Accroche carotte ; 9. Entrée ou seuil d injection ; 10. Éjecteurs ; 11. Sommier ou plaque ; 12. Contre-plaque ; 13. Plaque d éjection ; 14. Entretoise. Une partie B du côté injection de la machine ; Une partie A du côté fermeture et éjection des pièces ; La ligne de partage C est appelée plan de joint. Les éléments des empreintes sont en général montés en partie dans le bloc fixe et en partie dans le bloc mobile. Le remplissage a lieu par le canal d injection (ou carotte) central qui traverse la buse d injection. Dans les moules à empreintes multiples, la carotte se ramifie en canaux secondaires assurant le remplissage de toutes les parties du moule Injection La carotte d injection peut se placer différemment selon les cas : 1. Perpendiculairement au plan de joint et dans le centre du moule (cas général) ; 2. Perpendiculairement au plan de joint mais excentrée par rapport à la pièce ; 3. Dans le plan de joint du moule, notamment pour les presse verticales (Exemple Kap). Pour les deux premiers cas, la buse d injection doit être parfaitement polie pour faciliter l extraction de la carotte. 313ProcédésTransformationMatièreProf1.docx 14/21

15 4.3. Canaux d injection Les figures suivantes schématisent la coupe longitudinale et transversale des canaux d injection existant. Il n est pas nécessaire de polir ces canaux car les irrégularités d état de surface favorisent le brassage de la matière. a) En ½ cercle : médiocre, le plastique se refroidi trop vite et le remplissage du moule est incomplet ; b) Rond s évasant en ½ cercle : meilleur mais s oppose aussi à un bon remplissage ; c) Canaux sphérique en bout : solution couramment adoptée ; d) Trapézoïdal : assure un bon écoulement du plastique et facilite le démoulage ; e) Canal rond à flancs évasés : variante du précédent. Entrée aussi large que le moulage. Section des canaux : de 4 à 6 mm Répartition des canaux d injection À partir du canal d injection central, lors de moules à empreintes multiples, partent des canaux alimentant chaque pièce. La répartition de ces canaux dans le moule est très importante pour que l alimentation de toutes les empreintes soit correcte. En général, il faut respecter les règles suivantes (exemples Fig. 7 à 9) : 1. Les canaux ne doivent pas être trop longs pour éviter le refroidissement prématuré de la matière ; 2. Les canaux doivent être de longueur égale entreeux de manière à répartir de façon égale la pression d injection ; 3. Il est préférable de grouper autour du canal central les canaux d injection de manière à remplir toutes les cavités en même temps. 313ProcédésTransformationMatièreProf1.docx 15/21
 Trapézoïdal : assure un bon écoulement du plastique et facilite le démoulage ; e) Canal rond à flancs évasés : variante du précédent.")
16 4.4. Entrées d injection Ce sont les zones qui relient les canaux aux empreintes. Les valeurs des entrées varient de 0,4 à 2 mm suivant les moules. Ces points d injection doivent être constitués d arêtes vives et non polies car cela accroît le frottement et s oppose au refroidissement trop rapide de la matière. L emplacement de ces points se choisit : Sur une partie massive ; Dans la région de la pièce où la structure doit être la meilleure ; Au centre des pièces circulaires ; En plusieurs points (canaux rayonnants) ; Pour éviter que la matière ne se soude en un point Froid il est souvent préférable de placer les entrés tangentiellement afin de faire un brossage du plastique dans l empreinte Systèmes d injection Entrée centrale avec carotte : permet de tasser la matière et d assurer un bon remplissage du moule. Nécessite une opération de décarottage mécanique obligatoire. Entrées capillaire (en tête d épingle «Pin Point») : elle provoque le réchauffement de la matière entrant dans l empreinte et son homogénéisation ; le moule se remplit mieux. Elle contribue aussi à diminuer la force d injection et à atténuer les défauts superficiels. La marque de l injection est peu visible sur les pièces. Inconvénients : retraits plus marqués ; cycle plus long ; moules plus compliqués. Injection «sous-marine» en tunnel : c est une injection capillaire particulière utilisée dans les moules à empreintes multiples. Elle permet une auto-séparation des pièces (grille d injection). Convient très bien aux productions automatiques. Injection sous-marine : 1. Moule fermé : injection de la grille ; 2. Ouverture de la plaques porte-empreinte : la carotte est éjectée et séparée de la pièce ; 3. Ouverture de la plaque d éjection : la pièce tombe. Différents systèmes d injection pour pièces de formes tubulaires. Injection latérale : (en Pin-Point») convient pour les objets plats. Injection en voile : convient pour les objets de configuration complexe. Remplissage homogène. Entrée latérale directe : convient tout particulièrement pour les objets à fortes épaisseurs de parois. 313ProcédésTransformationMatièreProf1.docx 16/21
 ; Pour éviter que la matière ne se soude en un point Froid il est souvent préférable de placer les entrés tangentiellement afin de faire un brossage du plastique dans l empreinte. 4.5.")
17 4.6. Conception des empreintes Les empreintes sont les parties du moule qui va définir la forme générale des pièces à obtenir. De leur état de finition, dépendra l état de surface des pièces obtenues. L emplacement et le nombre d empreintes dans le moule dépendent : De la forme et du nombre de pièces à mouler ; De la capacité d injection maxi de la presse ; De la surface totale des pièces et des canaux ; De la pression de fermeture du moule Réalisation des empreintes Les empreintes usinées directement dans la masse d un bloc donnent un moule solide d encombrement réduit. Par contre leur usinage et les retouches sont difficiles et délicats à mettre en œuvre. On préfère souvent, surtout dans le cas de moules à empreintes, la solution de corps porte-empreinte rapportées dans le bloc moule. L usinage est plus facile et les remplacements très rapides. Les empreintes rapportées doivent être immobilisées en rotation et en translation dans un bloc moule. On emploie de préférence des empreintes rapportées cylindriques. Dimensions des empreintes : Profondeur de moulage C et D : Ø intérieur d D = d + E < De 32 à De 50 à Bm A 1, ,6 1,6 2,5 2,5 3,2 3, ,5 2,5 2,5 3,2 3, C 1,6 2, D B1 mini : Moule chaud ; B2 mini : Moule froid 313ProcédésTransformationMatièreProf1.docx 17/21

18 Proportion des broches Pour le moulage de trous très profonds, on utilise deux broches en opposition. Dans certains cas, une broche est plus grande que l autre pour pallier les défauts d alignement. Cela nécessite une reprise du trou. Profondeur maximum du trou A C D B 1,6 1,6 3,2 1,6 2 2,4 4,8 1,6 2,4 3,2 6,3 1,6 2, ,4 3,2 4,8 9,6 2,4 4 6,3 12,7 2,4 4, ,2 5,6 9,6 19,2 3,2 6,3 11,2 22,4 3,2 8 14,4 28,6 4 9,6 17, ,2 20,8 41,4 4,8 12, ,8 4,8 Ø minimum du trou Épaisseur minimum de la paroi Trous perpendiculaires ou obliques au sens du moulage On utilise des broches mobiles s effaçant au moment du démoulage : Moule à broches manuelles (Fig. 7 et 8) : On peut facilement automatiser ces conceptions par pignon et crémaillère ou par moteur électrique. Moule à noyaux coulissants ou à tiroirs (Page 25) : L angle adopté pour le montage des colonnes doit être inférieur ou égal à 25 en raison de l importance des forces lors du fonctionnement. Les débattements sont verrouillés par billes sur ressort ou par coin formant butée. Moule à cônes (Page 25) : Le démoulage et l éjection sont simultanés. Ce genre de moule permet l obtention de fromes en contre-dépouille Conception des noyaux Les noyaux ou pistons sont des éléments en relief qui dans l empreinte du moule permettent d obtenir des formes creuses sur les pièces moulées. Ces noyaux sont fixes sur leur axe et parallèle au sens de démoulage et mobiles si l axe est perpendiculaire. Noyaux cylindriques : La liaison (Fig.1) est plus employée (empreintes multiples) mais nécessite une contre-plaque. La liaison (Fig.2) est plus délicate car il faut freiner la vis de fixation. Noyaux prismatiques : On est obligé de les orienter, le plus souvent avec des pieds ce centrage. Leur fixation s effectue avec des vis tête hexagonale ou mieux CHc. 313ProcédésTransformationMatièreProf1.docx 18/21

19 4.8. Trous venus de moulage Les trous dans les pièces moulées s obtiennent en logent des petits noyaux appelés broches dans le moule. Les broches sont soumises lors de l injection à des distorsions et à l usure Trous parallèles au sens du moulage On utilise des broches fixes arrêtées soit par un dégagement conique ou bien par un épaulement. Il faut toujours un obstacle positif car les broches sont soumises à des contraintes importantes : Flambage quand le moule se ferme ; Traction lors de l extraction de la pièce ; Frettage (serrage) de la matière ; retrait sur les broches. En conséquence, il ne faut pas dépasser certaines proportions pour la conception des broches. Moule à tiroirs Moule à tiroirs temporisé Moule à cônes 313ProcédésTransformationMatièreProf1.docx 19/21
")
20 Trous filetés On a toujours intérêt à faire venir le moulage des filets de vis car la matière moulée s usine mal ; les filets usinés sont fragiles et manques de poli. Cependant on utilisera l usinage dans les cas suivants : Lorsque le filetage ne subit pas de gros efforts ; Lorsque le moulage des filets complique trop le moule ; Lorsque la série de pièces est limitée ; Lorsque le trou étant trop faible en diamètre, la broche qui fait venir le filet est trop fragile (Ø inférieur à 3 mm). Détails de construction : 1. Prévoir un bossage pour augmenter la résistance du filet ; 2. Éviter la fin du filet en contre-dépouille (démoulage impossible) ; 3. Mettre en retrait l entrée du filet (augmente la résistance) ; 4. Éviter l arrêt brusque du filet ; 5. Solution à retenir, le filet est plus solide ; 6. Fin de filet et arrête vive. Solution à éviter, le filet est cassant ; 7. Bon. Fin du filet sur une partie cylindrique. Bonne résistance Pièces moulées avec prisonniers (ou insertions) Le prisonniers ou insertions sont incorporées dans les pièces moulées pendant le cycle de moulage. Matières : laiton, argent, cuivre (pas pour tous les plastiques), acier, alu et alliages, verre, fibre, plastiques moulés Rôle : axes, contacts électriques, pieds de centrage, écrous, renforts Mise en place : dans le moule avant sa fermeture. Détails de construction : 1. Bien les situer et éviter tout déplacement (Fig.1) : Prévoir le logement dans le moule et la fixation provisoire. 2. Empêcher leur arrachement par ancrage : (Fig.2) par moletage ; (Fig.3) par une gorge ; (Fig.4) par des trous latéraux. 3. Empêcher leur rotation : mêmes solutions que l arrachement ; 4. Interdire que le plastique y pénètre : (Fig.5) broche dans l insert ; (Fig.6) parties dépassantes ; (Fig.7) gorge de protection ; (Fig.8) collet mince de matière qui fige et arrête la suite. Valeur de a = 0,25 mm Exemples Fig.9 : Prisonnier tenu par une fiche élastique dévissable hors du moule ; Fig.10 : Un jonc circulaire se clipse et maintien l insertion ; Fig.11 : Bossage conique évitant les craquelures autour de l insertion ; Fig.12 : Filetage par broche démontable après moulage ; Fig.13 : Épaisseur de paroi minimum «e» autour d un insert de Ø «d» : de e = 0,2 d + 2 à e = 1,5 d suivant la matière. 313ProcédésTransformationMatièreProf1.docx 20/21
 ; 3. Mettre en retrait l entrée du filet (augmente la résistance) ; 4.")
21 4.10. Éjection des pièces À la fin de l opération de moulage, lors de l ouverture du moule, la pièce se refroidit, prend du retrait, et se serre sur les noyaux et les broches. Il faut extraire la pièce à l aide d éjecteurs disposés sur la partie du moule où la pièce reste lors du démoulage. Cette opération doit s effectuer rapidement, pour des raisons d économie mais aussi pour éviter que la pièce en se refroidissant trop vite, soit de plus en plus difficile à démouler. Dans le cas d empreintes multiples, toutes les pièces doivent être éjectées en même temps, ce qui implique un réglage parfait de tous les éjecteurs Détails de construction On utilise certains artifices pour maintenir la pièce sur le piston ou dans l empreinte : Fig.1 : contre-dépouille sur le piston ; Fig. 2 à 4 : petites cavités «Pick-up» qui accrochent l objet sans modifier son esthétique Disposition des éjecteurs sur les noyaux Fig.5 : la plaque d éjection sur le noyau est suivant les machines, la partie mobile est soit la plaque, soit le noyau ; Fig.6 : Éjecteur annulaire intérieur dans le noyau ; Fig.8 : système classique d éjection, utilisation de broches Disposition des éjecteurs dans les empreintes Fig.9 : fond mobile recommandé pour objets mince. Ne marque pas la pièce ; Fig.10 : Éjecteurs gravés en bout : pour marques ou inscriptions sur la pièce ; Fig.11 : Éjecteur servant de centreur à un insert : évite toute marque sur la pièce ; Fig.12 : utilisation de noyaux éjecteurs : à chaque opération de démoulage, il faut sortir les deux demi coquilles et le remplacer. Remarque : Il faut toujours mettre les éjecteurs en nombre suffisant pour que les pièces sortent sans risque de basculer ou de se coincer Construction des éjecteurs Pour éviter le flambage, il faut un Ø maxi et une longueur mini. Fig.1 : l éjecteur en position sortie doit dépasser le bord du moule de 10 mm environ ; Fig.2 : l éjecteur en position effacée doit faire saillie de 0,1 mm ; Fig.3 : Cette saillie peut être portée à 0,2 mm si l éjecteur porte une marque en creux ; Fig.4 : si l on prévoit de légers plats parallèles à l axe, on favorise l évacuation de l air du moule (évent) ; Fig.5 : sortie maximum (L) de l éjecteur. D 1, L 1,6 4, ProcédésTransformationMatièreProf1.docx 21/21
RAPPORT DE CLASSEMENT. RAPPORT DE CLASSEMENT n EFR-14-002348
 Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
DPM 100/50 NOTICE D UTILISATION
 DPM 100/50 NOTICE D UTILISATION Contenu Mortaiser les portes en bois Mortaiser les portes en bois Pages 3-5 Procédure recommandée Percer des trous droits dans les portes Page 5 Mortaiser les portes en
DPM 100/50 NOTICE D UTILISATION Contenu Mortaiser les portes en bois Mortaiser les portes en bois Pages 3-5 Procédure recommandée Percer des trous droits dans les portes Page 5 Mortaiser les portes en
CIRCUITS DE PUISSANCE PNEUMATIQUES
 V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
Réussir l assemblage des meubles
 Réussir l assemblage des meubles Assemblages en ligne Systèmes d accrochage de meuble LES BONS CONSEILS POUR FAIRE SOI-MÊME! 1 Les différents types d assemblage Les assemblages en angle ou en croix permettent
Réussir l assemblage des meubles Assemblages en ligne Systèmes d accrochage de meuble LES BONS CONSEILS POUR FAIRE SOI-MÊME! 1 Les différents types d assemblage Les assemblages en angle ou en croix permettent
Colle époxydique multi usages, à 2 composants
 Notice Produit Edition 20 01 2014 Numéro 9.11 Version n 2013-310 01 04 02 03 001 0 000144 Colle époxydique multi usages, à 2 composants Description est une colle structurale thixotrope à 2 composants,
Notice Produit Edition 20 01 2014 Numéro 9.11 Version n 2013-310 01 04 02 03 001 0 000144 Colle époxydique multi usages, à 2 composants Description est une colle structurale thixotrope à 2 composants,
Guide d Installation pour Plomberie de Piscine Hors Terre
 Guide d Installation pour Plomberie de Piscine Hors Terre Table des Matières Page 1... Pièces et Outils Requissent Page 2... Instruction de Remplissage Page 3... Installation de l Écumoire Page 4... Installation
Guide d Installation pour Plomberie de Piscine Hors Terre Table des Matières Page 1... Pièces et Outils Requissent Page 2... Instruction de Remplissage Page 3... Installation de l Écumoire Page 4... Installation
FORMULAIRE DE REPONSE
 Lot 1 : Item 2 : Table d Etudiant Dimensions : 70 X 50X75 cm - Piètement en tube acier carré type «serrurier» de 30X30X1.5 mm - Traverses du cadre en tube acier rectangulaire tube «serrurier» de 30X15X1.5
Lot 1 : Item 2 : Table d Etudiant Dimensions : 70 X 50X75 cm - Piètement en tube acier carré type «serrurier» de 30X30X1.5 mm - Traverses du cadre en tube acier rectangulaire tube «serrurier» de 30X15X1.5
Table basse avec tablette encastrée
 Table basse avec tablette encastrée A table! Table basse avec tablette encastrée Cette table-basse à tablette encastrée permet d offrir à vos invités plein de friandises. 1 Introduction Offrez à vos invités
Table basse avec tablette encastrée A table! Table basse avec tablette encastrée Cette table-basse à tablette encastrée permet d offrir à vos invités plein de friandises. 1 Introduction Offrez à vos invités
2008/2009. Placage Collage Affleurage Pressage Portage Sciage
 Machines et outillage pour le travail du bois 2008/2009 Catalogue agencement Placage Collage Affleurage Pressage Portage Sciage Edition 062008 Viboy - 26 rue de Verdun - Bât. 9B - 94500 Champigny sur Marne
Machines et outillage pour le travail du bois 2008/2009 Catalogue agencement Placage Collage Affleurage Pressage Portage Sciage Edition 062008 Viboy - 26 rue de Verdun - Bât. 9B - 94500 Champigny sur Marne
Installez votre paroi remplie Zenturo et Zenturo Super pour un beau mur décoratif
 Installez votre paroi remplie Zenturo et Zenturo Super pour un beau mur décoratif Lors de l installation de la clôture Zenturo ou Zenturo Super en tant que mur décoratif, vous devez tenir compte de quelques
Installez votre paroi remplie Zenturo et Zenturo Super pour un beau mur décoratif Lors de l installation de la clôture Zenturo ou Zenturo Super en tant que mur décoratif, vous devez tenir compte de quelques
Défauts dan les sachets souples état date stérilisables en autoclave nouveau 31/05/2002 Caractérisation et classification
 chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
LES MENUISERIES INTÉRIEURES
 Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
La soudure à l arc. électrique. Jean-Claude Guichard. Groupe Eyrolles, 2006, ISBN : 2-212-11913-5
 La soudure à l arc électrique Jean-Claude Guichard Groupe Eyrolles, 2006, ISBN : 2-212-11913-5 INITIATION À LA SOUDURE 14 1-PRINCIPES DE BASE.............................. 16 LA SOUDABILITÉ DES ACIERS.........................................
La soudure à l arc électrique Jean-Claude Guichard Groupe Eyrolles, 2006, ISBN : 2-212-11913-5 INITIATION À LA SOUDURE 14 1-PRINCIPES DE BASE.............................. 16 LA SOUDABILITÉ DES ACIERS.........................................
La fabrication des objets techniques
 CHAPITRE 812 STE Questions 1 à 7, 9, 11, 14, A, B, D. Verdict 1 LES MATÉRIAUX DANS LES OBJETS TECHNIQUES (p. 386-390) 1. En fonction de leur utilisation, les objets techniques sont susceptibles de subir
CHAPITRE 812 STE Questions 1 à 7, 9, 11, 14, A, B, D. Verdict 1 LES MATÉRIAUX DANS LES OBJETS TECHNIQUES (p. 386-390) 1. En fonction de leur utilisation, les objets techniques sont susceptibles de subir
DISQUE DUR. Figure 1 Disque dur ouvert
 DISQUE DUR Le sujet est composé de 8 pages et d une feuille format A3 de dessins de détails, la réponse à toutes les questions sera rédigée sur les feuilles de réponses jointes au sujet. Toutes les questions
DISQUE DUR Le sujet est composé de 8 pages et d une feuille format A3 de dessins de détails, la réponse à toutes les questions sera rédigée sur les feuilles de réponses jointes au sujet. Toutes les questions
Eléments mobiles du moteur Moteur 1/9
 Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
DESCRIPTION DU CONCOURS QUÉBÉCOIS 2014 15 PLOMBERIE
 DESCRIPTION DU CONCOURS QUÉBÉCOIS 2014 15 PLOMBERIE 1. DESCRIPTION DU CONCOURS 1.1. But de l épreuve Évaluer les connaissances et les habiletés de la participante ou du participant dans l installation
DESCRIPTION DU CONCOURS QUÉBÉCOIS 2014 15 PLOMBERIE 1. DESCRIPTION DU CONCOURS 1.1. But de l épreuve Évaluer les connaissances et les habiletés de la participante ou du participant dans l installation
Ferrures d assemblage
 Ferrures d assemblage Table des matières Ferrures d assemblage à percer 3-9 Ferrures d assemblage à visser 10-13 Équerre d assemblage et plaques de raccord 14-19 Ferrures d assemblage spécifiques 20-22
Ferrures d assemblage Table des matières Ferrures d assemblage à percer 3-9 Ferrures d assemblage à visser 10-13 Équerre d assemblage et plaques de raccord 14-19 Ferrures d assemblage spécifiques 20-22
Baccalauréat Professionnel. Microtechniques. Session 2012 DOSSIER TECHNIQUE (DT)
") Baccalauréat Professionnel Microtechniques Session 2012 E2 - EPREUVE DE TECHNOLOGIE Préparation d une intervention microtechnique DOSSIER TECHNIQUE (DT) Session : 2012 Dossier Technique Page 1 sur 8 A
Baccalauréat Professionnel Microtechniques Session 2012 E2 - EPREUVE DE TECHNOLOGIE Préparation d une intervention microtechnique DOSSIER TECHNIQUE (DT) Session : 2012 Dossier Technique Page 1 sur 8 A
Terminologie et définitions
 IV.70 OUVERTURES EXTÉRIEURES IV.701.1 IV.701 TERMINOLOGIE ET DÉFINITIONS RELATIVES AUX FENÊTRES ET PORTES EXTÉRIEURES IV.701.1 Terminologie et définitions extrémités inférieure et supérieure de la porte
IV.70 OUVERTURES EXTÉRIEURES IV.701.1 IV.701 TERMINOLOGIE ET DÉFINITIONS RELATIVES AUX FENÊTRES ET PORTES EXTÉRIEURES IV.701.1 Terminologie et définitions extrémités inférieure et supérieure de la porte
les escaliers La pose Guide d installation pour bricoleurs Préparation des outils Prêt à installer Moulé à votre style de vie
 les escaliers La pose Guide d installation pour bricoleurs Préparation des outils Prêt à installer Moulé à votre style de vie Guide d installation d un escalier pour bricoleurs L escalier représente souvent
les escaliers La pose Guide d installation pour bricoleurs Préparation des outils Prêt à installer Moulé à votre style de vie Guide d installation d un escalier pour bricoleurs L escalier représente souvent
KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux.
 KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux. Très grandes performances en un temps record: Scies automatiques
KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux. Très grandes performances en un temps record: Scies automatiques
ESCALIERS ESCAMOTABLES. Catalogue - Tarif TOUT LE SAVOIR FAIRE DE L INVENTEUR DE L ESCALIER ESCAMOTABLE
 ESCALIERS ESCAMOTABLES Catalogue - Tarif TOUT LE SAVOIR FAIRE DE L INVENTEUR DE L ESCALIER ESCAMOTABLE 2005 2 LA GAMME D ESCALIERS ESCAMOTABLES se décline en bois et en aluminium. Des matériaux nobles
ESCALIERS ESCAMOTABLES Catalogue - Tarif TOUT LE SAVOIR FAIRE DE L INVENTEUR DE L ESCALIER ESCAMOTABLE 2005 2 LA GAMME D ESCALIERS ESCAMOTABLES se décline en bois et en aluminium. Des matériaux nobles
INSTRUCTIONS DE MONTAGE CIVIK ZINK
 Français INSTRUCTIONS DE MONTAGE CIVIK ZINK CIVIK ZINK - www.arke.ws Avant de commencer le montage, il faut déballer tous les éléments de l escalier. Il faut les poser sur une grande surface et vérifier
Français INSTRUCTIONS DE MONTAGE CIVIK ZINK CIVIK ZINK - www.arke.ws Avant de commencer le montage, il faut déballer tous les éléments de l escalier. Il faut les poser sur une grande surface et vérifier
N 15 PLOMBERIE /CHAUFFAGE SUJET
 PLOMBERIE /CHAUFFAGE SUJET Sélections régionales 2012 SOMMAIRE A. Explication du sujet... 3/4 B. Déroulement du concours... 5 C. Matériaux et consommables... 6/7 D. Caisse à outils... 8 E. Barème de correction...
PLOMBERIE /CHAUFFAGE SUJET Sélections régionales 2012 SOMMAIRE A. Explication du sujet... 3/4 B. Déroulement du concours... 5 C. Matériaux et consommables... 6/7 D. Caisse à outils... 8 E. Barème de correction...
Les composites thermoplastiques
 Les composites thermoplastiques Définition Par définition, un thermoplastique (anglais :thermoplast) est un matériau à base de polymère (composé de macromolécules) qui peut être mis en forme, à l état
Les composites thermoplastiques Définition Par définition, un thermoplastique (anglais :thermoplast) est un matériau à base de polymère (composé de macromolécules) qui peut être mis en forme, à l état
30ème Concours «Un des Meilleurs Apprentis de France» Session : 2015. Promotion : Monsieur Bernard WERNER INSTALLATEUR THERMIQUE
 SOCIETE NATIONALE DES MEILLEURS OUVRIERS DE FRANCE Organisatrice du concours national «Un des Meilleurs Apprentis de France» 16 rue Saint-Nicolas 75012 PARIS Tél. : 01 43 42 33 02 Mail : [email protected]
SOCIETE NATIONALE DES MEILLEURS OUVRIERS DE FRANCE Organisatrice du concours national «Un des Meilleurs Apprentis de France» 16 rue Saint-Nicolas 75012 PARIS Tél. : 01 43 42 33 02 Mail : [email protected]
CLEANassist Emballage
 Emballage Dans la zone d emballage, il est important de vérifier exactement l état et la fonctionnalité des instruments, car ce sont les conditions fondamentales pour la réussite d une opération. Il est
Emballage Dans la zone d emballage, il est important de vérifier exactement l état et la fonctionnalité des instruments, car ce sont les conditions fondamentales pour la réussite d une opération. Il est
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE
 ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
LE NOUVEAU SYSTEME DE BRAS PORTEUR
 LE NOUVEAU SYSTEME DE BRAS PORTEUR 28 Même conception Charges admissibles de 600 à 1 800 N Un ensemble complet et cohérent Même design Association possible de versions différentes horizontalement et verticalement
LE NOUVEAU SYSTEME DE BRAS PORTEUR 28 Même conception Charges admissibles de 600 à 1 800 N Un ensemble complet et cohérent Même design Association possible de versions différentes horizontalement et verticalement
Sommaire Table des matières
 Notice de montage 1 Sommaire Table des matières I. Mise en garde... 3 II. Avant de commencer... 4 1. Préparer vos outils... 4 2. Pièces nécessaires pour le montage de votre porte Keritek... 5 III. Étape
Notice de montage 1 Sommaire Table des matières I. Mise en garde... 3 II. Avant de commencer... 4 1. Préparer vos outils... 4 2. Pièces nécessaires pour le montage de votre porte Keritek... 5 III. Étape
LES ESCALIERS. Les mots de l escalier
 Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
Robinetterie «haut de gamme» + Systèmes Robinetterie pour installations d eau potable «Aquastrom T plus» «Aquastrom C» «Aquastrom P»
 Innovation + Qualité Robinetterie «haut de gamme» + Systèmes Robinetterie pour installations d eau potable «Aquastrom T plus» «Aquastrom C» «Aquastrom P» Gamme de produits Conditions générales et directives
Innovation + Qualité Robinetterie «haut de gamme» + Systèmes Robinetterie pour installations d eau potable «Aquastrom T plus» «Aquastrom C» «Aquastrom P» Gamme de produits Conditions générales et directives
RACCORDS ET TUYAUTERIES
 Mamelons Type de ø A ø B Dimensions Réf. Réf. filetage L d G Raccords Joints M8X1 M8X1 34957 AR1068 METRIQUE M10X1 M10X1 34958 AR371 & M10X1C M10X1C AR1110 METRIQUE M12X1 M12X1 34959 AR1064 CONIQUE M14X1,5
Mamelons Type de ø A ø B Dimensions Réf. Réf. filetage L d G Raccords Joints M8X1 M8X1 34957 AR1068 METRIQUE M10X1 M10X1 34958 AR371 & M10X1C M10X1C AR1110 METRIQUE M12X1 M12X1 34959 AR1064 CONIQUE M14X1,5
Centreur fin cylindrique pour la fabrication de moules. Le développement
 Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine
 NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine «Capteur autonome eau chaude» Choix de la gamme ECOAUTONOME a retenu un capteur solaire
NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine «Capteur autonome eau chaude» Choix de la gamme ECOAUTONOME a retenu un capteur solaire
SÉRIE RM Découpeuses-Cambreuses RM 40K / RM 40KS / RM 40P
 SÉRIE RM Découpeuses-Cambreuses RM 40K / RM 40KS / RM 40P Fabrication de grandes séries avec une efficacité accrue Augmentez la qualité de vos pièces de précision, réduisez vos coûts unitaires et fabriquez
SÉRIE RM Découpeuses-Cambreuses RM 40K / RM 40KS / RM 40P Fabrication de grandes séries avec une efficacité accrue Augmentez la qualité de vos pièces de précision, réduisez vos coûts unitaires et fabriquez
TINTA. Instructions de montage Guide
 TINTA Instructions de montage Guide 1 21 A Généralités : Lors du montage d'une cuisine, quelques règles générales doivent toujours être respectées. Celles-ci sont décrites dans la brochure «Installation
TINTA Instructions de montage Guide 1 21 A Généralités : Lors du montage d'une cuisine, quelques règles générales doivent toujours être respectées. Celles-ci sont décrites dans la brochure «Installation
CFAO Usinage sur machine à commande numérique
 CFAO Usinage sur machine à commande numérique Pour réaliser une pièce à l aide d une machine à commande numérique, on doit respecter les étapes suivantes : Dessin matriciel et dessin vectoriel : Matriciel
CFAO Usinage sur machine à commande numérique Pour réaliser une pièce à l aide d une machine à commande numérique, on doit respecter les étapes suivantes : Dessin matriciel et dessin vectoriel : Matriciel
Vis à béton FBS et FSS
 Vis à béton FBS et FSS Un montage rapide et de hautes performances. ETA-11/0093 ETAG 001-6 Usage multiple pour application non structurelle dans le béton Z-21.8-2015 ETA-11/0095 ETAG 001-3 Option 1 pour
Vis à béton FBS et FSS Un montage rapide et de hautes performances. ETA-11/0093 ETAG 001-6 Usage multiple pour application non structurelle dans le béton Z-21.8-2015 ETA-11/0095 ETAG 001-3 Option 1 pour
Principe d assemblage Structure modulaire CAPENA bassin rectangulaire avec escalier Hauteur panneaux 1,2 ou 1,5 mètres Montage sur pieds
 Principe d assemblage Structure modulaire CAPENA bassin rectangulaire avec escalier Hauteur panneaux 1,2 ou 1,5 mètres Montage sur pieds CAPENA GmbH - PISCINES - Gruber Strasse 6-85551 KIRCHHEIM Allemagne
Principe d assemblage Structure modulaire CAPENA bassin rectangulaire avec escalier Hauteur panneaux 1,2 ou 1,5 mètres Montage sur pieds CAPENA GmbH - PISCINES - Gruber Strasse 6-85551 KIRCHHEIM Allemagne
STRUCTURE D UN AVION
 STRUCTURE D UN AVION Cette partie concerne plus la technique de l avion. Elle va vous permettre de connaître le vocabulaire propre à l avion. Celui ci vous permettra de situer plus facilement telle ou
STRUCTURE D UN AVION Cette partie concerne plus la technique de l avion. Elle va vous permettre de connaître le vocabulaire propre à l avion. Celui ci vous permettra de situer plus facilement telle ou
INSTRUCTIONS DE POSE
 5/2013 FR INSTRUCTIONS DE POSE Etant donné la plus longue durée de vie de la porte en bois composite Duofuse par rapport à une porte en bois classique, il est important de la placer correctement afin de
5/2013 FR INSTRUCTIONS DE POSE Etant donné la plus longue durée de vie de la porte en bois composite Duofuse par rapport à une porte en bois classique, il est important de la placer correctement afin de
Contre-châssis Scrigno Gold Base pour plaques de plâtre
 Contre-châssis Scrigno Gold Base pour plaques de plâtre Description Le Contre-châssis Scrigno Gold Base version plaques de plâtre est destiné à des cloisons intérieures en plaques de plâtre pour une épaisseur
Contre-châssis Scrigno Gold Base pour plaques de plâtre Description Le Contre-châssis Scrigno Gold Base version plaques de plâtre est destiné à des cloisons intérieures en plaques de plâtre pour une épaisseur
ITAS Escaliers industriels et plate-formes de travail
 ITAS Escaliers industriels et plate-formes de travail Plate-forme de travail avec escalier sur rotative offset. Les constructions ITAS facilitent le montage des balustrades simples ou des escaliers et
ITAS Escaliers industriels et plate-formes de travail Plate-forme de travail avec escalier sur rotative offset. Les constructions ITAS facilitent le montage des balustrades simples ou des escaliers et
Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES DES SOLUTIONS INDIVIDUELLES. 20 Exemples Des solutions individuelles.
 8 DES SOLUTIONS INDIVIDUELLES 20 Exemples Des solutions individuelles Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES Pièces techniques Des solutions individuelles Caissespalettes Bacs pour
8 DES SOLUTIONS INDIVIDUELLES 20 Exemples Des solutions individuelles Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES Pièces techniques Des solutions individuelles Caissespalettes Bacs pour
Version 1. Demandeur de l étude : VM - BETON SERVICES 51 Boulevard des Marchandises 85260 L'HERBERGEMENT. Auteur * Approbateur Vérificateur(s)
") Département Enveloppe et Revêtements Division HygroThermique des Ouvrages N affaire : 12-007 Le 10 avril 2012 Réf. DER/HTO 2012-093-BB/LS CALCUL DES COEFFICIENTS DE TRANSMISSION SURFACIQUE UP ET DES COEFFICIENTS
Département Enveloppe et Revêtements Division HygroThermique des Ouvrages N affaire : 12-007 Le 10 avril 2012 Réf. DER/HTO 2012-093-BB/LS CALCUL DES COEFFICIENTS DE TRANSMISSION SURFACIQUE UP ET DES COEFFICIENTS
INFO SOUDAGE LE SOUDAGE PAR FRICTION, UN PROCEDE DE SOUDAGE MULTIPLE ET INNOVATEUR
 LE SOUDAGE PAR FRICTION, UN PROCEDE DE SOUDAGE MULTIPLE ET INNOVATEUR PRINCIPE DE FONCTIONNEMENT, CLASSEMENT, APPLICATIONS & AVANTAGES Cet article passe en revue le principe de fonctionnement du soudage
LE SOUDAGE PAR FRICTION, UN PROCEDE DE SOUDAGE MULTIPLE ET INNOVATEUR PRINCIPE DE FONCTIONNEMENT, CLASSEMENT, APPLICATIONS & AVANTAGES Cet article passe en revue le principe de fonctionnement du soudage
Désaccouplement et accouplement de la face avant aile et de son support
 Désaccouplement et accouplement de la face avant aile et de son support DÉPOSE 1 : Déposer : - le capot-moteur et suivant le côté où le travail est à effectuer, - le cric de l intérieur de roue droit -
Désaccouplement et accouplement de la face avant aile et de son support DÉPOSE 1 : Déposer : - le capot-moteur et suivant le côté où le travail est à effectuer, - le cric de l intérieur de roue droit -
Documentation technique du volet rénovation ASP DISTRIBUTION STORE, VOLET ROULANT, AUTOMATISME. Coffre alu profilé Lame finale alu extrudée
 Documentation technique du volet rénovation ASP DISTRIBUTION STORE, VOLET ROULANT, AUTOMATISME Coffre alu profilé Lame finale alu extrudée Coulisse alu extrudée Lame alu profilée DESCRIPTIF Le volet roulant
Documentation technique du volet rénovation ASP DISTRIBUTION STORE, VOLET ROULANT, AUTOMATISME Coffre alu profilé Lame finale alu extrudée Coulisse alu extrudée Lame alu profilée DESCRIPTIF Le volet roulant
Thermostate, Type KP. Fiche technique MAKING MODERN LIVING POSSIBLE
 MAKING MODERN LIVING POSSIBLE Fiche technique Thermostate, Type KP Les thermostats de type KP sont des commutateurs électriques unipolaires dont le fonctionnement est lié à la température (SPDT). Un thermostat
MAKING MODERN LIVING POSSIBLE Fiche technique Thermostate, Type KP Les thermostats de type KP sont des commutateurs électriques unipolaires dont le fonctionnement est lié à la température (SPDT). Un thermostat
Métropolines 2 / / 2
 Métropolines 2 / / 2 Systèmes intercontemporains, pragmatiques, clairs Métropolines 2 : un nouveau système de cloison multiple, fonctionnel et pragmatique qui permet de réaliser tous les scénarios et de
Métropolines 2 / / 2 Systèmes intercontemporains, pragmatiques, clairs Métropolines 2 : un nouveau système de cloison multiple, fonctionnel et pragmatique qui permet de réaliser tous les scénarios et de
Vanne " Tout ou Rien" à siège incliné Type 3353
 Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
MODE OPÉRATOIRE. VI) Le projet mené dans le cadre de la technologie. Le projet porte sur la réalisation d une horloge CD.
 Le projet mené dans le cadre de la technologie. Le projet porte sur la réalisation d une horloge CD.") VI) Le projet mené dans le cadre de la technologie. Le projet porte sur la réalisation d une horloge CD. 1 La réalisation se déroule en plusieurs phases : - analyse préalable du besoin : étude de l appel
VI) Le projet mené dans le cadre de la technologie. Le projet porte sur la réalisation d une horloge CD. 1 La réalisation se déroule en plusieurs phases : - analyse préalable du besoin : étude de l appel
Aide à la mise en œuvre. Isolation des murs. par l extérieur
 Aide à la mise en œuvre Isolation des murs par l extérieur Protecteur Sain Ecologique 3 lettres synonymes de bien-être Telle pourrait être la définition du sigle PSE, mais ses atouts sont loin de se limiter
Aide à la mise en œuvre Isolation des murs par l extérieur Protecteur Sain Ecologique 3 lettres synonymes de bien-être Telle pourrait être la définition du sigle PSE, mais ses atouts sont loin de se limiter
PRÉGYMÉTALTM. Mise en œuvre CONTRE-CLOISONS PRINCIPES DE POSE POINTS SINGULIERS ACCROCHAGES & FIXATIONS LOCAUX HUMIDES LOCAUX TRÈS HUMIDES
 PRÉGYMÉTALTM Mise en œuvre Caractéristiques techniques pages 90 à 9 PRINCIPES DE POSE A POINTS SINGULIERS 7 A 0 ACCROCHAGES & FIXATIONS LOCAUX HUMIDES LOCAUX TRÈS HUMIDES TRAÇAGE ET POSE DES RAILS CONTRE-CLOISONS
PRÉGYMÉTALTM Mise en œuvre Caractéristiques techniques pages 90 à 9 PRINCIPES DE POSE A POINTS SINGULIERS 7 A 0 ACCROCHAGES & FIXATIONS LOCAUX HUMIDES LOCAUX TRÈS HUMIDES TRAÇAGE ET POSE DES RAILS CONTRE-CLOISONS
Matériau S235JR - DIN EN 10025 Finition de surface. Epaisseur du matériau 1,5 mm. Désignation Filetage M Cote X Longueur L Charge de traction
 Plaque de base MP Pour la pose de deux tubes avec un seul point de fixation Pour installation de 2 colliers sur un seul point de fixation Matériau S235JR - DIN EN 10025 Epaisseur du matériau 1,5 mm Les
Plaque de base MP Pour la pose de deux tubes avec un seul point de fixation Pour installation de 2 colliers sur un seul point de fixation Matériau S235JR - DIN EN 10025 Epaisseur du matériau 1,5 mm Les
DOSSIER TECHNIQUE VESTIAIRES MONOBLOCS MULTI-CASES
 DOSSIER TECHNIQUE 1 DOSSIER TECHNIQUE DOSSIER TECHNIQUE VESTIAIRE MONOBLOCS MULTICASES SOMMAIRE Le vestiaire monobloc multicases Caractéristiques Caractéristiques générales page 04 Potentiel calorifique
DOSSIER TECHNIQUE 1 DOSSIER TECHNIQUE DOSSIER TECHNIQUE VESTIAIRE MONOBLOCS MULTICASES SOMMAIRE Le vestiaire monobloc multicases Caractéristiques Caractéristiques générales page 04 Potentiel calorifique
Qualité et design pour cette gamme de standing!
 V60 ET V50 Qualité et design pour cette gamme de standing! Pour les bâtiments de standing, Vachette a été la 1 ère marque en Europe à proposer une gamme de serrures tubulaires V60 et V50 à l'esthétique
V60 ET V50 Qualité et design pour cette gamme de standing! Pour les bâtiments de standing, Vachette a été la 1 ère marque en Europe à proposer une gamme de serrures tubulaires V60 et V50 à l'esthétique
La présente fiche technique décrit les exigences auxquelles doit répondre le Système Barofor Round.
 1 Objet La présente fiche technique décrit les exigences auxquelles doit répondre le Système Barofor Round. Le système complet comprend les éléments suivants: Panneaux Poteaux Accessoires tels que fixations
1 Objet La présente fiche technique décrit les exigences auxquelles doit répondre le Système Barofor Round. Le système complet comprend les éléments suivants: Panneaux Poteaux Accessoires tels que fixations
Synoptique. Instructions de service et de montage
 Montage- und Bedienungsanleitung Mounting and Operating Instructions Instructions de service et de montage Istruzioni di montaggio ed uso Instrucciones de montaje y de servicio p p p p Terminale porta
Montage- und Bedienungsanleitung Mounting and Operating Instructions Instructions de service et de montage Istruzioni di montaggio ed uso Instrucciones de montaje y de servicio p p p p Terminale porta
MONTREAL NOTICE DE MONTAGE. Réf. 47370. Carport une place à toit plat 298 x 500 cm. Charge tolérée (neige) : 100 kg/m2 Hauteur utile : 235 cm
 : 100 kg/m2 Hauteur utile : 235 cm") MONTREAL Carport une place à toit plat 298 x 500 cm NOTICE DE MONTAGE Réf. 47370 Universo Bois S.A.S. Siège et Plate-Forme Logistique ZI Grand Bois - BP 40006-8, rue Frédéric Niemann 57211 SARREGUEMINES
MONTREAL Carport une place à toit plat 298 x 500 cm NOTICE DE MONTAGE Réf. 47370 Universo Bois S.A.S. Siège et Plate-Forme Logistique ZI Grand Bois - BP 40006-8, rue Frédéric Niemann 57211 SARREGUEMINES
- Tente de réception louée complète (structure, bâches de toit et cotés, piquets)
") Location tente de réception 5x10 état neuf gris clair et blanc La tente de réception est conçue pour une utilisation lors des fêtes et autres événements est, en tant que tels, uniquement destiné à un montage
Location tente de réception 5x10 état neuf gris clair et blanc La tente de réception est conçue pour une utilisation lors des fêtes et autres événements est, en tant que tels, uniquement destiné à un montage
Notice de pose NOTICE DE POSE 1-2. 1. Fond: 2. IMPORTANT:
 Panneaux de terrasse TimberStar Notice de pose NOTICE DE POSE 1-2 Veuillez lire l intégralité de la notice de pose avant de commencer le montage! Les panneaux de terrasse TimberStar peuvent être sciés,
Panneaux de terrasse TimberStar Notice de pose NOTICE DE POSE 1-2 Veuillez lire l intégralité de la notice de pose avant de commencer le montage! Les panneaux de terrasse TimberStar peuvent être sciés,
Guide d installation
 PANNEAUX POLYVALENTS EN FIBROCIMENT Guide d installation Finex : solide par nature Finex inc. est un chef de file dans le domaine de la construction en fibrociment. Finex fabrique et offre une ligne de
PANNEAUX POLYVALENTS EN FIBROCIMENT Guide d installation Finex : solide par nature Finex inc. est un chef de file dans le domaine de la construction en fibrociment. Finex fabrique et offre une ligne de
SUIVEUR SOLAIRE : Informations complémentaires
 SUIVEUR SOLAIRE : Informations complémentaires IMPORTANT : L objectif de la présente note technique n est pas de se substituer à l ouvrage «Alimentation électrique de sites isolés» mais de fournir des
SUIVEUR SOLAIRE : Informations complémentaires IMPORTANT : L objectif de la présente note technique n est pas de se substituer à l ouvrage «Alimentation électrique de sites isolés» mais de fournir des
Introduction. Si dans le kit un produit vous semble endommagé ou non conforme, veuillez faire une photo et nous l envoyer par mail pour vérification.
 Base Chenillard Introduction Avant de commencer le montage, veuillez vérifier l intégralité de la caisse et pointer chaque élément pour vérifier qu il ne manque rien. Il est important de lire la notice
Base Chenillard Introduction Avant de commencer le montage, veuillez vérifier l intégralité de la caisse et pointer chaque élément pour vérifier qu il ne manque rien. Il est important de lire la notice
Société Métallurgique du Forez Pont de la Fumée BP12 Moingt 42601 Montbrison Cedex Tél. Standard : (33) 04 77 96 20 10 Fax rideaux : (33) 04 77 58 59
 04 77 96 20 10 Fax rideaux : (33) 04 77 58 59") Société Métallurgique du Forez Pont de la Fumée BP12 Moingt 42601 Montbrison Cedex Tél. Standard : (33) 04 77 96 20 10 Fax rideaux : (33) 04 77 58 59 14 SOMMAIRE 1 - FICHES TECHNIQUES... 3 1.1 - VUES ECLATEES
Société Métallurgique du Forez Pont de la Fumée BP12 Moingt 42601 Montbrison Cedex Tél. Standard : (33) 04 77 96 20 10 Fax rideaux : (33) 04 77 58 59 14 SOMMAIRE 1 - FICHES TECHNIQUES... 3 1.1 - VUES ECLATEES
Défauts dan les sachets souples état date stérilisables en autoclave nouveau 31/05/2002 Caractérisation et classification
 4 1 CHAPITRE 4 MÉTHODES D EXAMEN ET D ÉVALUATION Il existe un certain nombre d essais d intégrité du contenant qui peuvent être effectués sur les sachets stérilisables en autoclave. Il convient de demander
4 1 CHAPITRE 4 MÉTHODES D EXAMEN ET D ÉVALUATION Il existe un certain nombre d essais d intégrité du contenant qui peuvent être effectués sur les sachets stérilisables en autoclave. Il convient de demander
XXXX F16D ACCOUPLEMENTS POUR LA TRANSMISSION DES MOUVEMENTS DE ROTATION; EMBRAYAGES; FREINS [2]
![XXXX F16D ACCOUPLEMENTS POUR LA TRANSMISSION DES MOUVEMENTS DE ROTATION; EMBRAYAGES; FREINS [2]](/thumbs/20/579952.jpg "XXXX F16D ACCOUPLEMENTS POUR LA TRANSMISSION DES MOUVEMENTS DE ROTATION; EMBRAYAGES; FREINS [2]") XXXX F16D F16D F16 ÉLÉMENTS OU ENSEMBLES DE TECHNOLOGIE; MESURES GÉNÉRALES POUR ASSURER LE BON FONCTIONNEMENT DES MACHINES OU INSTALLATIONS; ISOLATION THERMIQUE EN GÉNÉRAL F16D XXXX F16D ACCOUPLEMENTS
XXXX F16D F16D F16 ÉLÉMENTS OU ENSEMBLES DE TECHNOLOGIE; MESURES GÉNÉRALES POUR ASSURER LE BON FONCTIONNEMENT DES MACHINES OU INSTALLATIONS; ISOLATION THERMIQUE EN GÉNÉRAL F16D XXXX F16D ACCOUPLEMENTS
Libre-Service de l agence ISOPAR Garges-lès-Gonesse
 Libre-Service de l agence ISOPAR Garges-lès-Gonesse 60 Tarif Public H.T. (réservé aux professionnels) Verre cellulaire FOAMGLAS T4+ FOAMGLAS S3 FOAMGLAS F FOAMGLAS TAPERED FOAMGLAS BOARD PANNEAU READY
Libre-Service de l agence ISOPAR Garges-lès-Gonesse 60 Tarif Public H.T. (réservé aux professionnels) Verre cellulaire FOAMGLAS T4+ FOAMGLAS S3 FOAMGLAS F FOAMGLAS TAPERED FOAMGLAS BOARD PANNEAU READY
Sommaire buses. Buses
 Sommaire buses Buses Pour tous types de machines hautes pression Pour des canalisations jusqu au Ø 600 mm Efficacité maximale Pour toutes sortes d obstruction Radiales ou rotatives Avec ou sans jet avant
Sommaire buses Buses Pour tous types de machines hautes pression Pour des canalisations jusqu au Ø 600 mm Efficacité maximale Pour toutes sortes d obstruction Radiales ou rotatives Avec ou sans jet avant
Collecteur de distribution de fluide
 Collecteur de distribution de fluide Guide des applications Un sous-système prêt-à-monter Des sous-systèmes prêts-à-monter, disponibles en quelques semaines et non en quelques mois. Une conception testée
Collecteur de distribution de fluide Guide des applications Un sous-système prêt-à-monter Des sous-systèmes prêts-à-monter, disponibles en quelques semaines et non en quelques mois. Une conception testée
LE TRAVAIL DU CUIVRE
 LE TRAVAIL DU CUIVRE * * Titre original : Trennen und Verbinden von Kupfer und Kupferlegierungen Edité par le DKI en 2006 et traduit par le Cicla en 2007 Centre d Information du Cuivre, Laitons et Alliages
LE TRAVAIL DU CUIVRE * * Titre original : Trennen und Verbinden von Kupfer und Kupferlegierungen Edité par le DKI en 2006 et traduit par le Cicla en 2007 Centre d Information du Cuivre, Laitons et Alliages
Proposé et animé par Jean-Claude ESCALLIER et Véronique LESAGE [email protected] 2 Chemin des Bleuets 09600 AIGUES-VIVES Tél:
 Proposé et animé par Jean-Claude ESCALLIER et Véronique LESAGE [email protected] 2 Chemin des Bleuets 09600 AIGUES-VIVES Tél: 05-61-01-38-45 Un petit brin de philosophie Le prix de vente
Proposé et animé par Jean-Claude ESCALLIER et Véronique LESAGE [email protected] 2 Chemin des Bleuets 09600 AIGUES-VIVES Tél: 05-61-01-38-45 Un petit brin de philosophie Le prix de vente
INTRO. Comment poser des meubles de cuisine? NIVEAU DE DIFFICULTÉ MATÉRIAUX NÉCESSAIRES CAISSE À OUTILS
 Comment poser des meubles de cuisine? NIVEAU DE DIFFICULTÉ DÉBUTANT CONFIRMÉ EXPERT CAISSE À OUTILS MATÉRIAUX NÉCESSAIRES Un niveau à bulle Un maillet en caoutchouc Une visseuse Un tournevis Une perceuse
Comment poser des meubles de cuisine? NIVEAU DE DIFFICULTÉ DÉBUTANT CONFIRMÉ EXPERT CAISSE À OUTILS MATÉRIAUX NÉCESSAIRES Un niveau à bulle Un maillet en caoutchouc Une visseuse Un tournevis Une perceuse
Robots CNC. WITTMANN nommé «Meilleur achat» pour les robots. Technology working for you.
 Robots CNC WITTMANN nommé «Meilleur achat» pour les robots Technology working for you. Le concept robot novateur Des dizaines d années d expériences, de développements et d innovations ont fait des robots
Robots CNC WITTMANN nommé «Meilleur achat» pour les robots Technology working for you. Le concept robot novateur Des dizaines d années d expériences, de développements et d innovations ont fait des robots
Notice de montage DORMA AGILE 150 DORMOTION Montage mural
 Notice de montage DORMA AGILE 150 DORMOTION Montage mural Sommaire : P2-3 Informations importantes P3 Outillage P4 Préparation du verre DORMOTION L P4 Contenu de la livraison P5 Préparation du verre DORMOTION
Notice de montage DORMA AGILE 150 DORMOTION Montage mural Sommaire : P2-3 Informations importantes P3 Outillage P4 Préparation du verre DORMOTION L P4 Contenu de la livraison P5 Préparation du verre DORMOTION
Vannes à 2 ou 3 voies, PN16
 4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
Table des matières IDENTIFICATION DE VOS SALARIÉS ET VISITEURS IDENTIFICATION POUR VOS ÉVÈNEMENTS ET CONFÉRENCES OUTILS DE PERFORATIONS DE TABLE
 Table des matières IDENTIFICATION DE VOS SALARIÉS ET VISITEURS Porte badges rigides 1 cartes Porte-badges rigides 2 cartes Porte-badges rigides protection 1 face Porte-badges pour vos manutentionnaires
Table des matières IDENTIFICATION DE VOS SALARIÉS ET VISITEURS Porte badges rigides 1 cartes Porte-badges rigides 2 cartes Porte-badges rigides protection 1 face Porte-badges pour vos manutentionnaires
protection incendie Ouvrant de façade : Orcades
 protection incendie Ouvrant de façade : Orcades FTE 502 130 D Mai 2011 Orcades ouvrant de façade d amenée d air Avantages Esthétique soignée (grille Cyclades en façade intérieure en option). Bonne isolation
protection incendie Ouvrant de façade : Orcades FTE 502 130 D Mai 2011 Orcades ouvrant de façade d amenée d air Avantages Esthétique soignée (grille Cyclades en façade intérieure en option). Bonne isolation
Zenolite - Guide d installation
 Zenolite - Guide d installation 1 Introduction Zenolite est un matériau thermoplastique extrudé, solide, haute brillance, fabriqué en acrylique (PMMA). La couche transparente et celle de couleur sont fusionnées
Zenolite - Guide d installation 1 Introduction Zenolite est un matériau thermoplastique extrudé, solide, haute brillance, fabriqué en acrylique (PMMA). La couche transparente et celle de couleur sont fusionnées
13-49 page C14 Volant à bras en tôle inox. Volant deux bras. technopolymère. Volant deux bras. technopolymère, à poignée éclipsable.
 Série 13 Volants C 01 Volants à bras 13-49 page C Volant à bras en tôle inox 13-29 page C Volant deux bras aluminium pelliculé à poignée éclipsable automatiquement 13- page C33 Volant plein aluminium 13-02
Série 13 Volants C 01 Volants à bras 13-49 page C Volant à bras en tôle inox 13-29 page C Volant deux bras aluminium pelliculé à poignée éclipsable automatiquement 13- page C33 Volant plein aluminium 13-02
[LES portes de hall DECAYEUX ]
![[LES portes de hall DECAYEUX ]](/thumbs/22/1551060.jpg "[LES portes de hall DECAYEUX ]") [LES portes de hall DECAYEUX ] LE CONCEPT Global Hall 107 [Vision] LES EN TÔLE PLIÉE [ GLOBAL HALL ] Vision Quatre modèles dans cette série réalisés à partir d un bloc porte plié, usiné et traité. Cette
[LES portes de hall DECAYEUX ] LE CONCEPT Global Hall 107 [Vision] LES EN TÔLE PLIÉE [ GLOBAL HALL ] Vision Quatre modèles dans cette série réalisés à partir d un bloc porte plié, usiné et traité. Cette
OCEANE Machine de brasage double vague
 Information générale Un concept de machine qui offre une performance remarquable, machine spécialement conçue pour les petites et moyennes séries, idéal pour toutes les exigences de production. Tout le
Information générale Un concept de machine qui offre une performance remarquable, machine spécialement conçue pour les petites et moyennes séries, idéal pour toutes les exigences de production. Tout le
PASSAGE A NIVEAU HO/N
 PASSAGE A NIVEAU HO/N Description Ce passage à niveau en laiton est composé de deux demi-barrières, ainsi que de deux feux lumineux rouges. Vous pouvez utiliser ce PN sur un nombre quelconque de voie y
PASSAGE A NIVEAU HO/N Description Ce passage à niveau en laiton est composé de deux demi-barrières, ainsi que de deux feux lumineux rouges. Vous pouvez utiliser ce PN sur un nombre quelconque de voie y
Le plaisir du petitdéjeuner. 28 ~
 le petit- déjeuner Le plaisir du petitdéjeuner. 28 ~ 29 ~ le petit-déjeuner CR-22 961010715 EAN-13: 8412788027698 Essence ~ Cafetière expresso. ~ Design innovant : version chocolat et aluminium, réservoir
le petit- déjeuner Le plaisir du petitdéjeuner. 28 ~ 29 ~ le petit-déjeuner CR-22 961010715 EAN-13: 8412788027698 Essence ~ Cafetière expresso. ~ Design innovant : version chocolat et aluminium, réservoir
MANUEL DE POSE PANNEAU ACIER. Une structure de hauteur 1m10/1m50 DES PRINCIPES BASIQUES (UN COTE PROFOND 1M50)
") MANUEL DE POSE PANNEAU ACIER Une structure de hauteur 1m10/1m50 DES PRINCIPES BASIQUES (UN COTE PROFOND 1M50) 2 EXCAVATION Avant le travail d excavation, il est nécessaire de préparer la plate forme du
MANUEL DE POSE PANNEAU ACIER Une structure de hauteur 1m10/1m50 DES PRINCIPES BASIQUES (UN COTE PROFOND 1M50) 2 EXCAVATION Avant le travail d excavation, il est nécessaire de préparer la plate forme du
ALFABLOC murs autoporteurs ALFABLOC LA SOLUTION POUR LE STOCKAGE EN VRAC ÉLÉMENTS MOBILES DE STOCKAGE EN BÉTON ARMÉ
 ALFABLOC murs autoporteurs ALFABLOC LA SOLUTION POUR LE STOCKAGE EN VRAC ÉLÉMENTS MOBILES DE STOCKAGE EN BÉTON ARMÉ ALFABLOC Notre société est la seule à proposer ce type de mur autoporteur révolutionnaire.
ALFABLOC murs autoporteurs ALFABLOC LA SOLUTION POUR LE STOCKAGE EN VRAC ÉLÉMENTS MOBILES DE STOCKAGE EN BÉTON ARMÉ ALFABLOC Notre société est la seule à proposer ce type de mur autoporteur révolutionnaire.
Réussir la pose d'une serrure multipoints
 Réussir la pose d'une serrure multipoints DES BONS CONSEILS POUR FAIRE SOI-MÊME! Les outils LES OUTILS marteau ciseau à bois pointeau tournevis crayon équerre scie cloche perceuse forets lime à métaux
Réussir la pose d'une serrure multipoints DES BONS CONSEILS POUR FAIRE SOI-MÊME! Les outils LES OUTILS marteau ciseau à bois pointeau tournevis crayon équerre scie cloche perceuse forets lime à métaux
Épreuve E5 : Conception détaillée. Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle
 BTS Conception et Réalisation de Systèmes Automatiques Épreuve E5 : Conception détaillée Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle Session 2013 Durée : 4 h Coefficient : 3 Matériel
BTS Conception et Réalisation de Systèmes Automatiques Épreuve E5 : Conception détaillée Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle Session 2013 Durée : 4 h Coefficient : 3 Matériel
Des équipements mobiles qui font du chemin.
 Des équipements mobiles qui font du chemin. BENNE ET TRIBENNE PLATEAU RIDELLES PLATEAU RIDELLES/RIDEAU COULISSANT CAISSE EN ALUMINIUM FR Des équipements mobiles qui font du chemin,...... et du chemin les
Des équipements mobiles qui font du chemin. BENNE ET TRIBENNE PLATEAU RIDELLES PLATEAU RIDELLES/RIDEAU COULISSANT CAISSE EN ALUMINIUM FR Des équipements mobiles qui font du chemin,...... et du chemin les
Electroserrures à larder 282, 00
 Serrures électriques Serrure électrique à mortaiser Serrure à verrouillage automatique contrôlée en entrée. Une serrure à béquille contrôlée est une serrure dotée d un dispositif électromécanique interne
Serrures électriques Serrure électrique à mortaiser Serrure à verrouillage automatique contrôlée en entrée. Une serrure à béquille contrôlée est une serrure dotée d un dispositif électromécanique interne
Comment créer votre propre lampes LED
 Comment créer votre propre lampes LED Intro Un tutorial pour faire fabriqué des ampoules LED comme à l usine. Après de nombreuses tentatives pour faire toutes sortes de conversions LED, j ai enfin trouvé
Comment créer votre propre lampes LED Intro Un tutorial pour faire fabriqué des ampoules LED comme à l usine. Après de nombreuses tentatives pour faire toutes sortes de conversions LED, j ai enfin trouvé
Série 15 Boutons. 15-34 page E24. 15-54 page E34. 15-55 page E35 Bouton étoile technopolymère débrayable. 15-31 page E25 Bouton étoile en tôle inox
 Série Boutons Boules Boutons étoiles E 01 Nouveau -34 page E24 Bouton étoile technopolymère à tige filetée inox avec patin -54 page E34 Bouton étoile technopolymère à tige filetée -02 page E05 Boule bakélite
Série Boutons Boules Boutons étoiles E 01 Nouveau -34 page E24 Bouton étoile technopolymère à tige filetée inox avec patin -54 page E34 Bouton étoile technopolymère à tige filetée -02 page E05 Boule bakélite
Linum LN150 / LN250 STOCKAGE DISTRIBUTION. Rayonnages hygiéniques. Aluminium anodisé ou acier inoxydable 18/10 E-33
 Linum LN10 / LN0 Aluminium anodisé ou acier inoxydable 1/10 LINUM LN: finitions qualite alimentaire LN10: aluminium anodisé ALMG (1 micron) LN0: acier inoxydable 1/10 - AISI 0 Grilles ou étagères pleines
Linum LN10 / LN0 Aluminium anodisé ou acier inoxydable 1/10 LINUM LN: finitions qualite alimentaire LN10: aluminium anodisé ALMG (1 micron) LN0: acier inoxydable 1/10 - AISI 0 Grilles ou étagères pleines