(51) Int Cl.: F28D 1/04 ( ) F28F 1/12 ( )
|
|
|
- Marguerite Roux
- il y a 8 ans
- Total affichages :
Transcription
1 (19) (11) EP B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: Bulletin 09/4 (21) Numéro de dépôt: (22) Date de dépôt: (1) Int Cl.: F28D 1/04 (06.01) F28F 1/12 (06.01) (86) Numéro de dépôt international: PCT/FR03/00370 (87) Numéro de publication internationale: WO 04/06872 ( Gazette 04/32) (4) MODULE D ECHANGE DE CHALEUR ET PROCEDE DE FABRICATION WÄRMETAUSCHERMODUL UND VERFAHREN ZUR HERSTELLUNG HEAT EXCHANGER MODULE AND METHOD OF PRODUCING (84) Etats contractants désignés: AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR () Priorité: FR (43) Date de publication de la demande: Bulletin 0/39 (73) Titulaire: VALEO SYSTEMES THERMIQUES 783 Le Mesnil Saint-Denis (FR) (72) Inventeurs: RIONDET, Christian F-11 Bourgogne (FR) TRAVERS, Florent 10 Reims (FR) ARNESEN, Jens, Petter f-10 Reims (FR) LESUEUR, Jean-Marc 10 Reims (FR) BAUHEREHIM, Alain f-11 Jonchery/Vesle (FR) SANCHIS, Alexandre f-10 Reims (FR) (74) Mandataire: Rolland, Jean-Christophe et al Valeo Systèmes Thermiques, 8 rue Louis Lormand La Verrière (FR) (6) Documents cités: EP-A EP-A EP-A DE-A FR-A US-A US-A US-B EP B1 Il est rappelé que: Dans un délai de neuf mois à compter de la publication de la mention de la délivrance du brevet européen au Bulletin européen des brevets, toute personne peut faire opposition à ce brevet auprès de l'office européen des brevets, conformément au règlement d'exécution. L'opposition n'est réputée formée qu'après le paiement de la taxe d'opposition. (Art. 99(1) Convention sur le brevet européen). Printed by Jouve, 7001 PARIS (FR)
 Priorité: 23.12.02 FR 02167 (43) Date de publication de la demande: 28.09.")
2 1 EP B1 2 Description [0001] L invention concerne un module d échange de chaleur et un procédé de fabrication d un tel module. Elle trouvera ses applications en particulier dans le domaine des véhicules automobiles. [0002] On connaît du document EP un procédé de fabrication simultané de deux échangeurs de chaleur. [0003] Cela étant, elle concerne plus particulièrement un module selon le préambule de la revendication 1. [0004] Il est connu d utiliser, et notamment du document US99214, des modules d échange de chaleur, aussi appelés multi-échangeurs, comprenant au moins un premier et un second échangeurs présentant au moins un composant commun, chaque échangeur comprenant des tubes de circulation de fluide, généralement plans et régulièrement espacés, avec lesquels coopère chacune des zones d échange de chaleur des ailettes. [000] Dans de tels modules, il est nécessaire d éviter les ponts thermiques entre les échangeurs. Cette nécessité est d autant plus grande que les deux échangeurs fonctionnent à des températures différentes. On peut citer comme exemple les modules d échange de chaleur de véhicules automobiles qui comprennent un radiateur servant au refroidissement du moteur et un condenseur faisant partie du circuit de climatisation. [0006] On parvient classiquement à réduire les ponts thermiques par des moyens divers, tels que la réalisation de fentes localisées, l enlèvement de matière ou la réduction locale de l épaisseur des ailettes. Ces moyens divers, s ils réduisent les échanges thermiques, n assurent toutefois pas un isolement thermique parfait comme cela serait le cas en absence de tout pont thermique. [0007] L invention a précisément pour objet un module d échange de chaleur qui remédie à ces inconvénients en permettant de supprimer le pont thermique entre les différents échangeurs d un module d échangeurs de chaleur. [0008] Ce but est atteint, conformément à l invention, par le fait que le module comporte des ailettes d échange de chaleur, notamment de refroidissement, constituée d une bande comprenant une première zone d échange de chaleur, destinée à coopérer avec les tubes du premier échangeur de chaleur, et une seconde zone d échange de chaleur, destinée à coopérer avec les tubes du second échangeur de chaleur, et une zone d affaiblissement, apte à autoriser sa séparation, en un premier élément comprenant ladite première zone d échange de chaleur et un second élément comprenant ladite seconde zone d échange de chaleur. Le module comprend en outre au moins une joue assemblée par brasage à la première zone d échange de chaleur et à la seconde zone d échange de chaleur. [0009] Grâce à ces caractéristiques, on dispose d une ailette qui permet l assemblage simultané des composants de deux échangeurs, puis la séparation de la liaison entre ladite première et seconde zones d échange [00] On peut ainsi obtenir des multi-échangeurs qui offrent l avantage de ne présenter aucun pont thermique entre les zones d échange de chaleur de l ailette puisqu il n existe plus de liaisons métalliques résiduelles entre elles, par lesquelles un transfert de chaleur pourrait se faire. [0011] Selon un mode de réalisation avantageux, la bande de l ailette conforme à l invention présente une forme ondulée et la ladite zone d affaiblissement est constituée d une fente rectiligne, par exemple obtenue par cisaillement, interrompue au niveau de certaine des faces des ondulations par au moins une liaison résiduelle, prévue entre ladite première et la dite seconde zone d échange de chaleur. [0012] A titre d exemple, les faces des ondulations présentent une hauteur H et ladite liaison résiduelle, prévue à mi-hauteur, présente une hauteur h comprise entre H/ et H/, notamment d environ 0, mm. [0013] Selon une variante, les ailettes sont planes. Elles comportent alors des perforations dans lesquelles les tubes sont introduits. [0014] Ladite bande présente une largeur, par exemple, sensiblement égale à la somme des largeurs des tubes du premier et du second échangeurs tandis que ladite première et ladite seconde zone d échange de chaleur de ladite bande présentent une largeur correspondant respectivement à la largeur des tubes du premier et du second échangeur. [001] Dans un premier exemple, les tubes des échangeurs dudit multi-échangeur sont décalés les uns des autres selon une direction orthogonale aux dits tubes et lesdites joues présentent un décalage de niveau équivalent entre le premier et le second échangeur. [0016] Dans un second exemple lesdites joues comprennent deux parties reliées entre elles par des liaisons déformables et assemblées par brasage respectivement à la première et à la seconde zones d échange de chaleur. [0017] Dans un tel exemple, l une des parties de la joue assemblée à l une des zones d échange de chaleur pourra comprendre au moins une excroissance assujettie par brasage à l autre zone d échange de chaleur. [0018] On peut d ailleurs noter que de telles joues trouvent leur utilité dans tout type de module sans qu il s agisse obligatoirement de modules munis d ailettes conformes à l invention. Ces joues présentent en effet par leur structure des capacités de limitations des transferts thermiques d un échangeur à l autre. [0019] L invention concerne encore un procédé de fabrication d un module d échange de chaleur comprenant au moins deux échangeurs de chaleur, chaque échangeur comprenant des tubes de circulation de fluide généralement plats et régulièrement espacés, ayant une largeur, et des éléments de refroidissement associées à ces tubes caractérisé en ce que : - on prévoit des bandes de tôle, - on réalise un affaiblissement des bandes de tôle afin 2
![[0003] Cela étant, elle concerne plus particulièrement un module selon le préambule de la revendication 1.](/docs-images/55/10937351/images/page_2.jpg "[0004] Il est connu d utiliser, et notamment du document US99214, des modules d échange de chaleur, aussi appelés multi-échangeurs, comprenant au moins un premier et un second échangeurs présentant")
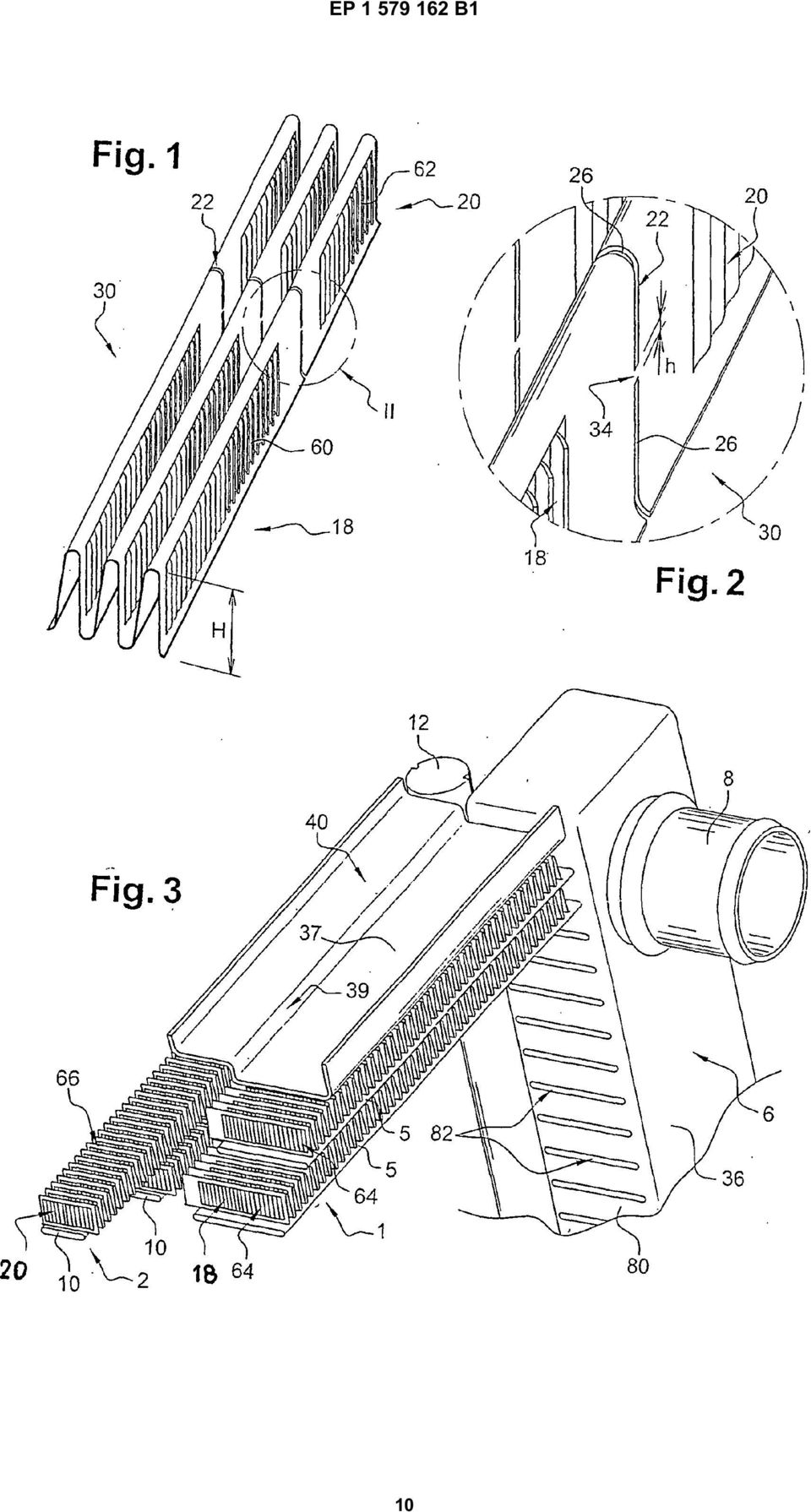
3 3 EP B1 4 de limiter une première zone d échange de chaleur destinée à être associée aux tubes du premier échangeur et une seconde zone d échange de chaleur destinée à être associée aux tubes du second échangeur de chaleur, cet affaiblissement laissant subsister une liaison résiduelle entre la première zone d échange de chaleur et la seconde zone d échange de chaleur, - on associe les bandes de tôle aux tubes des échangeurs, - on rompt les liaisons résiduelles entre la première zone d échange de chaleur et la seconde zone d échange de chaleur de manière à les séparer entièrement, - on assemble les échangeurs par brasage, et - on assemble lesdits échangeurs (1,2) entre eux par ladite joue, lors du brasage [00] Après réalisation dudit affaiblissement, ladite bande de tôle constitue, par exemple, une ailette telle que définie plus haut. [0021] Avantageusement, l opération de rupture des liaisons résiduelles est réalisée avant le brasage, lors de l opération d association des bandes de tôle aux tubes. [0022] De préférence, l on conforme les bandes de tôle de manière à leur donner une forme ondulée, l association des bandes de tôle aux tubes de l échangeur se faisant par introduction des bandes de tôle ondulées entre les tubes. [0023] Dans ce cas, on réalise en une seule opération les intercalaires ondulés de tous les échangeurs du module d échange de chaleur, ce qui permet une augmentation de la rapidité de fabrication sans augmentation simultanée de la vitesse de formage. Par suite, les caractéristiques géométriques des intercalaires peuvent être maintenues dans de faibles tolérances de fabrication, ce qui facilite leur introduction entre les tubes sans problème d appariement. [0024] Avantageusement, on réalise ladite liaison résiduelle lors de la conformation des bandes de tôles sous forme ondulée, ceci en réalisant une fente discontinue dans les bandes de tôle, par exemple par cisaillement. [002] Alternativement, l affaiblissement des bandes de tôle pourra être réalisé par enlèvement de matière ou par réalisation de fentes longitudinales, avant conformation. [0026] Avantageusement, on rompt les liaisons résiduelles par déplacement des échangeurs l un par rapport à l autre, notamment selon un mouvement de cisaillement. [0027] On assemble les joues déformables telles qu évoquées plus haut au reste du module, par exemple, lors de l association des tubes et des bandes de tôles présentant les zones d échange de chaleur. En effet, grâce à leur caractère déformable, elles pourront supporter l opération de séparation desdites zones d échange de chaleur. [0028] S il s agit d un multi-échangeurs à tubes décalés, muni de joues présentant un décalage équivalent à celui des tubes, l une des joues pourra être positionnée en appui contre la zone d échange de chaleur de l un des échangeurs et l autre en appui contre la zone d échange de chaleur de l autre échangeur, lors de l association des tubes et des bandes de tôles. On agira alors sur lesdites joues selon deux directions opposées en obtenant de la sorte le décalage voulu pour les tubes et la rupture de la liaison résiduelle entre les zones d échange de chaleur. [0029] D autres caractéristiques et avantages de la présente invention apparaîtront encore à la lecture de la description qui suit d exemples de réalisation donnés à titre illustratif en référence aux figures annexées. Sur ces figures : la Figure 1 est une vue partielle en perspective d une ailette pour un module conforme à l invention; la Figure 2 illustre un détail de la zone repéré II à la figure 1; la Figure 3 est une vue en perspective d un module conforme à l invention; la Figure 4 illustre en perspective une variante de réalisation d un élément d un module conforme à l invention; la Figure illustre en perspective une étape d un procédé, conforme à l invention, de fabrication d un module d échangeur de chaleur; la Figure 6 détaille selon un plan de coupe transversale la position relative des différents composants illustrés à la figure, dans un premier état ; la Figure 7 détaille selon un plan de coupe transversale la position relative des différents composants illustrés à la figure, dans un second état. [00] Aux figures 1 et 2, on a représenté une ailette d échange de chaleur, notamment de refroidissement, conforme à l invention. Ladite ailette est constituée d une bande comprenant une première zone d échange de chaleur 18, destinée à coopérer avec des tubes d un premier échangeur de chaleur, et une seconde zone d échange de chaleur, destinée à coopérer avec des tubes d un second échangeur de chaleur. De telles ailettes permettent d assurer un échange de chaleur entre l air et un fluide circulant dans les tubes. Elles sont, par exemple, en aluminium. [0031] Chaque zone d échange de chaleur 18, pourra être munie de moyens permettant de perturber l écoulement de l air, aussi appelées persiennes 60,62, connues de l homme de l art. [0032] Avantageusement, la configuration desdites persiennes est adaptée au type d échangeur équipé. Elles pourront, par exemple, être orientées tête-bêche de part et d autre d un axe de symétrie, ceci dans chaque zone d échange de chaleur 18,. Autrement dit, dans la première zone d échange de chaleur 18, il est prévu dé part et d autre d un premier axe de symétrie des persiennes d orientation opposée. De même dans la seconde zone d échange de chaleur, de part et d autre d un 3
 entre eux par ladite joue, lors du brasage.")
4 EP B1 6 second axe de symétrie. Le nombre de persienne de la première zone d échange de chaleur et celui de la seconde d échange de -chaleur pourra être différent. [0033] Selon l invention, ladite bande comprend une zone d affaiblissement 22, apte à autoriser sa séparation en un premier élément comprenant ladite première zone d échange de chaleur 18 et un second élément comprenant ladite seconde zone d échange de chaleur. [0034] On remarquera que les largeurs des zones 18 et ne sont pas nécessairement égales. La largeur de chacune de ces zones correspond à la largeur des tubes de circulation de fluide de chacun des échangeurs avec lesquels l ailette est destinée à coopérer. Si les tubes du premier échangeur sont plus larges que les tubes du second échangeur, la zone d échange de chaleur 18 destinée à établir un échange de chaleur avec les tubes du premier échangeur pourra être plus large que la zone d échange de chaleur destinée à établir un échange de chaleur avec les tubes du second échangeur. La zone d affaiblissement 22 de l ailette pourra ainsi être décalée par rapport à l axe de symétrie de celle-ci. [003] Selon le mode de réalisation illustré, ladite bande présente une forme ondulée et la ladite zone d affaiblissement 22 est constituée d une fente rectiligne interrompue au niveau de certaine des faces des ondulations par au moins une liaison résiduelle 34, prévue entre ladite première et la dite seconde zone d échange de chaleur. Le ratio du nombre de faces avec liaison résiduelle sur le nombre de faces sans liaison résiduelle pourra varier de 1/7 à 1/. Il pourra être, notamment de 1/. [0036] Les deux zones d échange de chaleur 18 et sont ainsi séparées l une de l autre par des lumières 26 interrompues à intervalles réguliers par des languettes de tôle 34, notamment perpendiculaire à l axe longitudinal de la bande de tôle. [0037] On réalise ainsi un affaiblissement de la bande de tôle, cet affaiblissement laissant subsister des liaisons résiduelles constituées par les languettes entre la première zone d échange de chaleur 18 et la seconde zone d échange de chaleur. Lesdites lumières présentent, par exemple, une largeur inférieure à 0, mm, voire 0,3 mm, voire 0,1 mm, ou encore une largeur nulle ou non mesurable, ledit affaiblissement résultant d une simple découpe sans enlèvement de matière. [0038] Les faces des ondulations présentent, notamment, une hauteur H et ladite liaison résiduelle, présente une hauteur h comprise, par exemple, entre H/ et H/., notamment égale à H/12. Elle pourra être prévue à mi-hauteur ou dans les rayons. [0039] Le module d échange de chaleur représenté sur la figure 3 est constitué d un radiateur 1 de refroidissement d un moteur de véhicule automobile et d un condenseur de climatisation 2, ces deux échangeurs étant généralement plans. [00] Le radiateur 1 est constitué de façon connue d un faisceau de tubes de circulation de fluide montés entre deux boîtes collectrices 6 (une seule boîte a été représentée), les deux boites collectrices 6 étant disposées le long de deux côtés parallèles du faisceau de tubes et munies de tubulures d entrée 8 et de sortie du fluide de refroidissement. [0041] Le condenseur 2 est également constitué d un faisceau de tubes de circulation de fluide montés entre deux boîtes collectrices 12 (une seule boîte a été représentée), les boites collectrices étant disposées le long de deux côtés parallèles du faisceau et munies de tubulures d entrée et de sortie du fluide réfrigérant (non représentées). [0042] Les tubes de chacun des échangeurs sont, par exemple, en aluminium. [0043] Selon l invention, ledit module comprend également des ailettes telles que décrites plus haut, lesdits premiers et seconds éléments 64,66 desdites ailettes, prévus séparés l un de l autre, étant respectivement associés aux tubes, du premier et du second échangeur. La trace de la liaison résiduelle 34 rompue, bien que visible, n a pas été représentée. [0044] Dans le mode de réalisation représenté, les ailettes du module d échange de chaleur sont constituées par des intercalaires de tôles ondulées disposés entre les tubes et les tubes [004] La boîte collectrice 6 de l échangeur 1 est formée à partir de feuilles métalliques, avantageusement en aluminium, conformées par des opérations classiques de découpage et d emboutissage. [0046] Elles comportent un fond 80 qui est généralement plat et de forme rectangulaire allongée. Ce fond est destiné à constituer la plaque collectrice, encore appelée «plaque à trous», de la boîte collectrice 6. Il comporte à cet effet une pluralité de trous 82 espacés de forme allongée destinés. à recevoir les tubes de l échangeur 1. La boîte collectrice 6 comprend, en outre, des flancs latéraux 36 repliés en vis-à-vis qui sont généralement plans et parallèles entre eux. Les flancs 36 se raccordent sensiblement perpendiculairement au fond par deux lignes de pliage qui sont parallèles entre elles. La tubulure 8 est aménagée dans l un des flancs latéraux 36. [0047] La boîte collectrice 6 est fermée par un feuillard métallique de largeur donnée qui possède des génératrices parallèles. Ce feuillard peut venir s emboîter entre les flancs latéraux 36 de la boîte collectrice 6 pour former un ensemble prêt à être brasé en même temps que la tubulure 8. [0048] La boîte collectrice 12 de l échangeur 2 présente la forme générale d un cylindre allongé muni de perforations destinées à recevoir les tubes de l échangeur. [0049] Avantageusement, ledit module d échange de chaleur conforme à l invention comprend en outre au moins une joue assemblée par brasage à la première zone d échange de chaleur 18 et à la secondes zone d échange de chaleur. Ladite joue est constituée, par exemple, par une plaque métallique 37 de forme générale rectangulaire. [000] Selon le mode de réalisation illustré, les tubes 4
![second élément comprenant ladite seconde zone d échange de chaleur. [0034] On remarquera que les largeurs des zones 18 et ne sont pas nécessairement égales.](/docs-images/55/10937351/images/page_4.jpg "La largeur de chacune de ces zones correspond à la largeur des tubes de circulation de fluide de chacun des échangeurs avec lesquels l ailette est destinée à coopérer.")
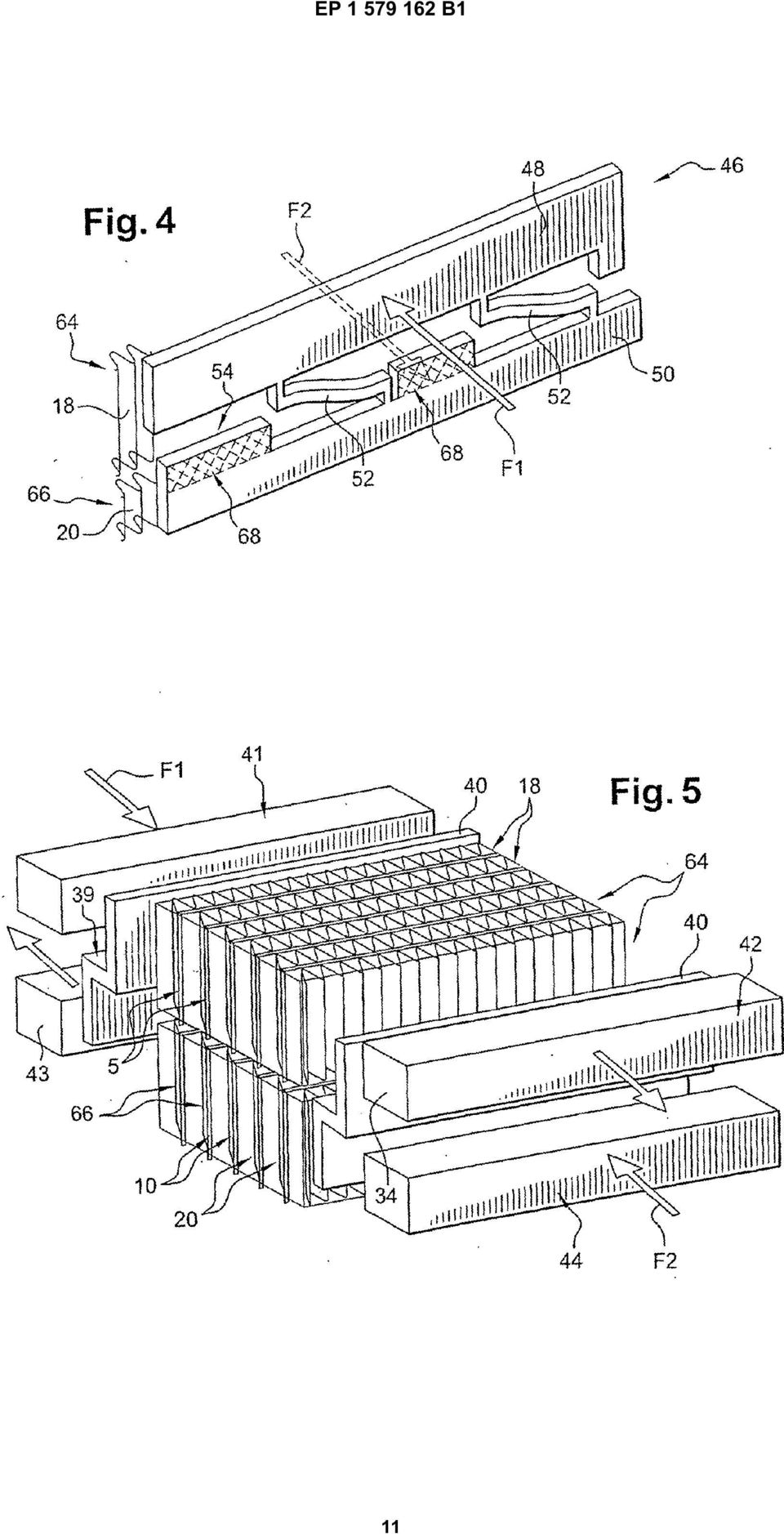
5 7 EP B1 8, des échangeurs sont décalés les uns des autres selon une direction orthogonale aux dits tubes et les joues présentent un décalage 39 de niveau équivalent entre le premier et le second échangeur 1,2. [001] Comme illustré à la figure 4, selon un autre mode de réalisation, le module comprend des joues latérales 46 déformables. Pour cela, lesdites joues comprennent deux parties 48,0 reliées entre elles par des liaisons déformables 2 et assemblées par brasage respectivement à la première 18 et à la seconde zones d échange de chaleur. [002] Plus précisément, la joue 46 comprend deux parties allongées adjacentes, à savoir une partie 48 et une partie 0 reliées entre elles par les liaisons déformables 2. La partie 48 est propre à être assemblée à la première zone d échange de chaleur 18, c est-à-dire aux intercalaires de l échangeur 1, tandis que la partie 0 est propre à être assemblée à la deuxième zone d échange de chaleur, c est-à-dire aux intercalaires de l échangeur 2. [003] L une des parties 0 de la joue assemblée à l une des zones d échange de chaleur comprend au moins une excroissance 68 assujettie par brasage à l autre zone d échange de chaleur 18. [004] L invention concerne également un procédé de fabrication d un module d échange de chaleur comprenant au moins deux échangeurs de chaleur 1,2, chaque échangeur comprenant des tubes de circulation de fluide, généralement plats et régulièrement espacés, ayant une largeur, et des éléments de refroidissement 64,66 associées à ces tubes,. [00] On réalise les opérations suivante - on prévoit des bandes de tôle, - on réalise un affaiblissement 22 des bandes de tôle afin de limiter une première zone d échange de chaleur 18 destinée à être associée aux tubes du premier échangeur 1 et une seconde zone d échange de chaleur destinée à être associée aux tubes du second échangeur de chaleur 2, cet affaiblissement laissant subsister une liaison résiduelle 34 entre la première zone d échange de chaleur 18 et la seconde zone d échange de chaleur, - on associe les bandes de tôle aux tubes et des échangeurs 1, 2, - on rompt les liaisons résiduelles 34 entre la première zone d échange de chaleur 18 et la seconde zone d échange de chaleur de manière à les séparer entièrement, - on assemble les échangeurs 1, 2 par brasage [006] Après réalisation dudit affaiblissement, ladite bande de tôle constitue, par exemple, une ailette telle que définie plus haut. [007] Avantageusement, avant assemblage, on conforme les bandes de tôle de manière à leur donner une forme ondulée, l association des bandes de tôle aux tubes des échangeurs de chaleur se faisant par introduction des bandes de tôle entre les tubes,. [008] A la figure, on a représenté de manière schématique l opération d association des ailettes aux tubes. Comme illustré, l opération de rupture des liaisons résiduelles 34 desdites ailettes pourra être réalisée lors de cette étape. [009] Plus précisément, après insertion des ailettes ondulées entre les tubes et les tubes, la zone d échange de chaleur 18 et la zone d échange de chaleur sont encore reliées entre elles par les languettes de tôle 34. [0060] On pourra rompre les liaisons résiduelles 34 par déplacement des échangeurs 1,2 l un par rapport à l autre. Plus précisément, la séparation des zones d échange de chaleur 18 et pourra être réalisée par un mouvement de cisaillement en exerçant sur le premier échangeur un effort selon une première direction F1 et sur le second échangeur un effort selon une seconde direction F2, parallèle et opposée à la direction F1. [0061] Une telle opération pourra être réalisée par un outillage comprenant une paire de mâchoires.41 et 42 propres à enserrer la zone d échange de chaleur 18 (tubes et éléments d échange de chaleur 64) de l échangeur de chaleur 1, et une autre paire de mâchoire 43 et 44 propres à enserrer la zone d échange de chaleur (tubes et éléments d échange de chaleur 66) de l échangeur de chaleur 2, lesdites paires de mâchoires étant aptes à se déplacer selon les directions F1,F2. [0062] On réalise ladite liaison résiduelle 34, par exemples en réalisant une fente discontinue dans les bandes de tôle lors de leur conformation sous forme ondulée. [0063] On dispose une joue commune aux deux échangeurs en vis-à-vis des premières 18 et seconde zones d échange de chaleur et on assemble lesdits échangeurs 1,2 entre eux par ladite joue, lors du brasage. [0064] Comme illustré aux figures 6 et 7, selon un premier mode de réalisation, il s agit de joues présentant un décalage 39. [006] L une des joues pourra alors être positionnée en appui contre la zone d échange de chaleur 18 de l un des échangeurs 1 et l autre joue en appui contre la zone d échange de chaleur de l autre échangeur 2, lors de l association des tubes, et des bandes de tôles, comme plus particulièrement illustré à la figure 6. [0066] On agit ensuite sur lesdites joues selon deux directions opposées en obtenant de la sorte le décalage voulu pour les tubes et la rupture de la liaison résiduelle entre les zones d échange de chaleur. Les joues sont alors en appui contre les éléments d échange de chaleur 64,66 sur toute leur largeur, comme illustré à la figure 7. [0067] Selon un autre mode de réalisation, il pourra s agir d une joue déformable telle que celle décrite à la figure. [0068] Dans ce cas, les liaisons déformables 2 auront pu être préalablement obtenues grâce à des découpes 4 réalisées dans l épaisseur de la tôle métallique. [0069] Les deux parties 48 et 0 de la joue sont alors

6 9 EP B1 assemblées en appui contre les ailettes avant rupture des zones de liaison résiduelles des zones d échange de chaleur 18,. [0070] Lorsque les zones de liaison résiduelles 34 sont rompues pour séparer les deux zones d échange de chaleur 18 et, les parties 48 et 0 de la joue restent solidarisées aux deux zones d échange de chaleur, mais se trouvent écartées l une de l autre. Cependant, ces deux parties 48 et 0 restent solidaires l une de l autre grâce aux liaisons déformables 2. [0071] Ainsi, dans ce mode de réalisation, la joue 46 est associée en même temps que le reste de l échangeur (tubes et ailettes) et absorbe, 1 grâce à ses liaisons déformables 2, le mouvement de cisaillement produit par la séparation des deux zones d échange de chaleur. [0072] L invention n est pas limitée aux formes de réalisation décrites précédemment à titre d exemple et s étend à d autres variantes. Ainsi, au lieu d utiliser des boites collectrices complètement métalliques, on pourrait utiliser des boîtes collectrices en matière plastique associées chacune à un collecteur métallique. [0073] Par ailleurs, on a décrit ici un module d échange de chaleur comprenant deux échangeurs de chaleur 1 et 2 (par exemple un radiateur de refroidissement et un condenseur) destinés à être parcourus par des fluides différents. [0074] Il entre aussi dans le cadre de l invention de réaliser un module d échange de chaleur, que l on peut aussi appeler. échangeur multi-températures, dans lequel les échangeurs 1 et 2 sont parcourus par le même fluide, prévus à deux températures différentes d un échangeur à l autre. [007] Alternativement, plutôt que de constituer un module comprenant une joue commune, on pourra assujettir lesdits échangeurs l un à l autre sous la forme d un module, après brasage, grâce à des moyens de liaison rapportés. [0076] L invention trouve une application particulière à la réalisation de modules d échange de chaleur pour véhicules automobiles. Revendications 1. Module d échange de chaleur comprenant au moins un premier et un second échangeurs de chaleur (1, 2), chaque échangeur comprenant des tubes de circulation de fluide (, ) généralement plans, régulièrement espacés, ayant une largeur, et des ailettes d échange de chaleur, notamment de refroidissement, constituée d une bande () comprenant une première zone d échange de chaleur (18), destinée à coopérer avec les tubes du premier échangeur de chaleur, et une seconde zone d échange de chaleur (), destinée à coopérer avec les tubes du second échangeur de chaleur, ledit module comprenant en outre au moins une joue (,46) assemblée par brasage à la première zone d échange de chaleur (18) et à la seconde zone d échange de chaleur () caractérisé en ce que, avant assemblage, ladite bande comprend une zone d affaiblissement (22), apte à autoriser sa séparation en un premier élément (64) comprenant ladite première zone d échange de chaleur (18) et un second élément (66) comprenant ladite seconde zone d échange de chaleur () et, après assemblage, lesdits premiers et seconds éléments (64,66) desdites ailettes, prévus séparés l un de l autre, sont respectivement associés aux tubes (,) du premier et du second échangeur. 2. Module selon la revendication 1 dans laquelle ladite bande () présente une forme ondulée et la ladite zone d affaiblissement est constituée d une fente rectiligne interrompue au niveau de certaines des faces des ondulations par au moins une liaison résiduelle (34), prévue entre ladite première et la dite seconde zone d échange de chaleur. 3. Module selon la revendication 2 dans laquelle les faces des ondulations présentent une hauteur H et ladite liaison résiduelle, prévue à mi-hauteur, présente une hauteur h comprise entre H/ et H/. 4. Module selon la revendication 2 dans lequel ladite fente résulte d une simple découpe, sans enlèvement de matière.. Module d échange de chaleur selon l une des revendications précédentes, dans lequel les tubes (,) des échangeurs sont décalés les uns des autres selon une direction orthogonale aux dits tubes et les joues () présentent un décalage de niveau équivalent entre le premier et le second échangeur (1,2). 6. Module d échange de chaleur selon l une des revendications précédentes dans lequel les joues (46) comprennent deux parties (48;0) reliées entre elles par des liaisons déformables (2) et assemblées par brasage respectivement à la première (18) et à la seconde () zones d échange de chaleur. 7. Module d échange de chaleur selon la revendication 6 dans lequel l une des parties (0) de la joue assemblée à l une des zones d échange de chaleur () comprend au moins une excroissance (68) assujettie par brasage à l autre zone d échange de chaleur (18). 8. Module d échange de chaleur selon l une quelconque des revendications précédentes dans lequel le premier échangeur est un radiateur et le second échangeur est un condenseur. 9. Procédé de fabrication d un module selon l une quelconque des revendications précédentes caractérisé en ce que : 6
 et absorbe, 1 grâce à ses liaisons déformables 2, le mouvement de")
7 11 EP B on prévoit lesdites bandes de tôle (), - on réalise un affaiblissement (22) des bandes de tôle (34) afin de limiter ladite première zone d échange de chaleur (18) destinée à être associée aux tubes du premier échangeur () et ladite seconde zone d échange de chaleur () destinée à être associée aux tubes () du second échangeur de chaleur (2), cet affaiblissement laissant subsister une liaison résiduelle (34) entre la première zone d échange de chaleur (18) et la seconde zone d échange de chaleur (), - on associe les bandes de tôle (3) aux tubes ( et ) des échangeurs (1, 2), - on rompt les liaisons résiduelles (34) entre la première zone d échange de chaleur (18) et la seconde zone d échange de chaleur () de manière à les séparer entièrement, - on assemble les échangeurs (1, 2) par brasage, - on dispose une joue commune (,46) aux deux échangeurs en vis-à-vis des première (18) et seconde () zones d échange de chaleur et - on assemble lesdits échangeurs (1,2) entre eux par ladite joue, lors du brasage.. Procédé selon la revendication 9 dans lequel l opération de rupture des liaisons résiduelles est réalisée lors de l opération d association des bandes de tôle aux tubes. 11. Procédé selon l une des revendications 9 ou, dans lequel l on conforme les bandes de tôle () de manière à leur donner une forme ondulée, l association des bandes de tôle () aux tubes des échangeurs de chaleur se faisant par introduction des bandes de tôle entre les tubes (, ). 12. Procédé selon la revendication 11 dans lequel on réalise ladite liaison résiduelle en réalisant une fente discontinue dans les bandes de tôle () lors de leur conformation sous forme ondulée. 13. Procédé selon l une des revendications 9 à 12, dans lequel on rompt les liaisons résiduelles (34) par déplacement des échangeurs (1, 2) l un par rapport à l autre. Claims 1. Heat exchange module comprising at least one first and one second heat exchanger (1, 2), each exchanger comprising fluid circulation tubes (, ), generally flat, uniformly spaced, having a width, and heat exchange, particularly cooling, fins consisting of a strip () comprising a first heat exchange zone (18) intended to collaborate with the tubes of the first heat exchanger, and a second heat exchange zone () intended to collaborate with the tubes of the second heat exchanger, the said module further comprising at least one endplate (, 46) assembled by brazing to the first heat exchange zone (18) and to the second heat exchange zone (), characterized in that, prior to assembly, the said strip comprises a zone of weakness (22) able to allow it to be separated into a first element (64) comprising the said first heat exchange zone (18) and a second element (66) comprising the said second heat exchange zone () and, after assembly, the said first and second elements (64, 66) of the said fins, designed to be separated from one another, are respectively associated with the tubes (, ) of the first and of the second exchanger. 2. Module according to Claim 1, in which the said strip () has a wavy shape and the said zone of weakness consists of a rectilinear slit interrupted at some of the faces of the waves by at least one residual connection (34) provided between the said first and the said second heat exchange zones. 3. Module according to Claim 2, in which the faces of the waves have a height H and the said residual connection, provided mid-way up the height, has a height h of between H/ and H/. 4. Module according to Claim 2, in which the said slit results from a simple cut without the removal of material.. Heat exchange module according to one of the preceding claims, in which the tubes (, ) of the exchangers are offset from one another in a direction orthogonal to the said tubes and the endplates () exhibit an equivalent offset in level between the first and second exchangers (1, 2). 6. Heat exchange module according to one of the preceding claims, in which the endplates (46) comprise two parts (48; 0) joined together by deformable connections (2) and assembled by brazing to the first (18) and to the second () heat exchange zones respectively. 7. Heat exchange module according to Claim 6, in which one of the parts (0) of the endplate assembled to one of the heat exchange zones () comprises at least one protrusion (68) secured by brazing to the other heat exchange zone (18). 8. Heat exchange module according to any one of the preceding claims, in which the first exchanger is a radiator and the second exchanger is a condenser. 9. Method of manufacturing a module according to any 7
, - on rompt les liaisons résiduelles (34) entre la première zone d échange de chaleur (18) et la seconde zone d échange de chaleur () de manière à les séparer entièrement, - on assemble les")
8 13 EP B1 14 one of the preceding claims, characterized in that: - the said strips of sheet () are provided, - a weakness (22) is created in the strips of sheet () so as to limit the said first heat exchange zone (18) intended to be associated with the tubes of the first exchanger () and the said second heat exchange zone () intended to be associated with the tubes () of the second heat exchanger (2), this weakness leaving a remanent residual connection (34) between the first heat exchange zone (18) and the second heat exchange zone (), - the strips of sheet () are associated with the tubes ( and ) of the exchangers (1, 2), - the residual connections (34) between the first heat exchange zone (18) and the second heat exchange zone () are broken so as to completely separate the zones, - the exchangers (1, 2) are assembled by brazing, - an endplate (, 46) common to the two exchangers is positioned facing the first (18) and second () heat exchange zones, and - the said exchangers (1, 2) are assembled with one another via the said endplate, during the brazing operation. 1 2 Band () bestehen, das eine erste Wärmetauscherzone (18), die dazu bestimmt ist, mit den Rohren des ersten Wärmetauschers zusammenzuwirken, und eine zweite Wärmetauscherzone () enthält, die dazu bestimmt ist, mit den Rohren des zweiten Wärmetauschers zusammenzuwirken, wobei das Modul außerdem mindestens eine Seitenwange (, 46) enthält, die durch Löten an die erste Wärmetauscherzone (18) und an die zweite Wärmetauscherzone () montiert wird, dadurch gekennzeichnet, dass das Band vor der Montage eine Schwächungszone (22) enthält, die seine Aufteilung in ein erstes Element (64), das die erste Wärmetauscherzone (18) enthält, und ein zweites Element (66) ermöglicht, das die zweite Wärmetauscherzone () enthält, und nach der Montage die ersten und zweiten Elemente (64, 66) der Lamellen, die getrennt voneinander vorgesehen sind, den Rohren (, ) des ersten bzw. zweiten Tauschers zugeordnet werden. 2. Modul nach Anspruch 1, bei dem das Band () eine gewellte Form hat und die Schwächungszone aus einem geradlinigen Schlitz besteht, der in Höhe bestimmter der Seiten der Wellenformen durch mindestens eine Restverbindung (34) unterbrochen ist, die zwischen der ersten und der zweiten Wärmetauscherzone vorgesehen ist.. Method according to Claim 9, in which the operation of breaking the residual connections is performed during the operation of associating the strips of sheet with the tubes. 3. Modul nach Anspruch 2, bei dem die Seiten der Wellenformen eine Höhe H haben und die auf halber Höhe vorgesehene Restverbindung eine Höhe h zwischen H/ und H/ hat. 11. Method according to one of Claims 9 and, in which the strips of sheet () are shaped in such a way as to give them a wavy shape, the strips of sheet () being associated with the tubes of the heat exchangers by inserting the strips of sheet between the tubes (, ). 12. Method according to Claim 11, in which the said residual connection is created by making a discontinuous slit in the strips of sheet () while they are being given a wavy shape. 13. Method according to one of Claims 9 to 12, in which the residual connections (34) are broken by moving the exchangers (1, 2) one relative to the other. Patentansprüche Modul nach Anspruch 2, bei dem der Schlitz aus einem einfachen Ausschnitt ohne Materialentnahme resultiert.. Wärmetauschermodul nach einem der vorhergehenden Ansprüche, bei dem die Rohre (, ) der Tauscher zueinander gemäß einer zu den Rohren orthogonalen Richtung versetzt sind und die Seitenwangen () einen entsprechenden Höhenversatz zwischen dem ersten und dem zweiten Tauscher (1, 2) haben. 6. Wärmetauschermodul nach einem der vorhergehenden Ansprüche, bei dem die Seitenwangen (46) zwei Teile (48; 0) enthalten, die miteinander über verformbare Verbindungen (2) verbunden sind und durch Löten an die erste (18) bzw. zweite () Wärmetauscherzone montiert werden. 1. Wärmetauschermodul, das mindestens einen ersten und einen zweiten Wärmetauscher (1, 2) enthält, wobei jeder Tauscher allgemein flache Fluidkreislaufrohre (, ) mit gleichmäßigem Abstand, die eine Breite haben, und Wärmetauscherlamellen, insbesondere Kühllamellen, enthält, die aus einem 7. Wärmetauschermodul nach Anspruch 6, bei dem einer der Teile (0) der an eine der Wärmetauscherzonen () montierten Seitenwange mindestens einen Vorsprung (68) enthält, der durch Löten an der anderen Wärmetauscherzone (18) befestigt wird. 8
 of the exchangers (1, 2), - the residual connections (34) between the first heat exchange zone (18) and the second heat exchange zone () are broken so as to completely separate")
9 1 EP B Wärmetauschermodul nach einem der vorhergehenden Ansprüche, bei dem der erste Tauscher ein Radiator und der zweite Tauscher ein Kondensator ist. 9. Verfahren zur Herstellung eines Moduls nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass: - die Blechbänder () vorgesehen werden, - eine Schwächung (22) der Blechbänder () hergestellt wird, um die erste Wärmetauscherzone (18), die dazu bestimmt ist, den Rohren des ersten Tauschers () zugeordnet zu werden, und die zweite Wärmetauscherzone (), die dazu bestimmt ist, den Rohren () des zweiten Wärmetauschers (2) zugeordnet zu werden, zu begrenzen, wobei diese Schwächung eine Restverbindung (34) zwischen der ersten Wärmetauscherzone (18) und der zweiten Wärmetauscherzone () bestehen lässt, - die Blechbänder () den Rohren ( und ) der Tauscher (1, 2) zugeordnet werden, - die Restverbindungen (34) zwischen der ersten Wärmetauscherzone (18) und der zweiten Wärmetauscherzone () zerbrochen werden, um sie vollständig zu trennen, - die Tauscher (1, 2) durch Löten montiert werden, - eine den zwei Tauschern gemeinsame Seitenwange (, 46) gegenüber der ersten (18) und der zweiten () Wärmetauscherzone angeordnet wird, und - die Tauscher (1, 2) beim Löten durch die Seitenwange aneinander montiert werden Verfahren nach Anspruch 9, bei dem der Vorgang des Zerbrechens der Restverbindungen beim Vorgang der Zuordnung der Blechbänder zu den Rohren durchgeführt wird. 11. Verfahren nach einem der Ansprüche 9 oder, bei dem die Blechbänder () so geformt werden, dass ihnen eine Wellenform verliehen wird, wobei die Zuordnung der Blechbänder () zu den Rohren der Wärmetauscher durch Einführen der Blechbänder zwischen die Rohre (, ) erfolgt Verfahren nach Anspruch 11, bei dem die Restverbindung hergestellt wird, indem ein unterbrochener Schlitz in den Blechbändern () bei ihrer Gestaltung in Wellenform hergestellt wird Verfahren nach einem der Ansprüche 9 bis 12, bei dem die Restverbindungen (34) durch Verschieben der Tauscher (1, 2) zueinander zerbrochen werden. 9
 des zweiten Wärmetauschers (2) zugeordnet zu werden, zu begrenzen, wobei diese Schwächung eine Restverbindung (34) zwischen der ersten Wärmetauscherzone (18) und der zweiten")
10 EP B1
11 EP B1 11
12 EP B1 12

13 EP B1 13

14 RÉFÉRENCES CITÉES DANS LA DESCRIPTION EP B1 Cette liste de références citées par le demandeur vise uniquement à aider le lecteur et ne fait pas partie du document de brevet européen. Même si le plus grand soin a été accordé à sa conception, des erreurs ou des omissions ne peuvent être exclues et l OEB décline toute responsabilité à cet égard. Documents brevets cités dans la description EP A [0002] US A [0004] 14

EP 2 063 325 A2 (19) (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22
 (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(51) Int Cl.: B60H 1/34 (2006.01)
 Int Cl.: B60H 1/34 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 1 30 648 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.11.2006
(19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 1 30 648 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.11.2006
(51) Int Cl.: G06K 19/07 (2006.01) G06K 19/073 (2006.01)
 Int Cl.: G06K 19/07 (2006.01) G06K 19/073 (2006.01)") (19) TEPZZ 4Z_7Z6B_T (11) EP 2 401 706 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.04.201 Bulletin 201/17 (21) Numéro de dépôt: 711430.8 (22)
(19) TEPZZ 4Z_7Z6B_T (11) EP 2 401 706 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.04.201 Bulletin 201/17 (21) Numéro de dépôt: 711430.8 (22)
(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
TEPZZ_9 94 5B_T EP 1 929 425 B1 (19) (11) EP 1 929 425 B1 (12) FASCICULE DE BREVET EUROPEEN
 (11) EP 1 929 425 B1 (12) FASCICULE DE BREVET EUROPEEN") (19) TEPZZ_9 94 B_T (11) EP 1 929 42 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 0.11.14 Bulletin 14/4 (21) Numéro de dépôt: 0679781.1 (22) Date
(19) TEPZZ_9 94 B_T (11) EP 1 929 42 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 0.11.14 Bulletin 14/4 (21) Numéro de dépôt: 0679781.1 (22) Date
TEPZZ 568448A_T EP 2 568 448 A1 (19) (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.
 (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.") (19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
(19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
TEPZZ 6Z85Z5A T EP 2 608 505 A2 (19) (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
(19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
EP 2 290 703 A1 (19) (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09
 (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
(51) Int Cl. 7 : E03D 1/012, E03D 11/14
 Int Cl. 7 : E03D 1/012, E03D 11/14") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00086770B1* (11) EP 0 867 70 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00086770B1* (11) EP 0 867 70 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
(51) Int Cl.: F16C 7/06 (2006.01) F16C 7/04 (2006.01) F02K 1/12 (2006.01) F02K 1/70 (2006.01) F02K 1/72 (2006.01)
 Int Cl.: F16C 7/06 (2006.01) F16C 7/04 (2006.01) F02K 1/12 (2006.01) F02K 1/70 (2006.01) F02K 1/72 (2006.01)") (19) TEPZZ 4 686B_T (11) EP 2 411 686 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet:.12.2014 Bulletin 2014/0 (21) Numéro de dépôt: 73.8 (22) Date de
(19) TEPZZ 4 686B_T (11) EP 2 411 686 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet:.12.2014 Bulletin 2014/0 (21) Numéro de dépôt: 73.8 (22) Date de
TEPZZ 5 5 _9A_T EP 2 535 219 A1 (19) (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
(19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
EP 2 071 505 A1 (19) (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25
 (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
EP 2 339 758 A1 (19) (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26
 (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
(51) Int Cl. 7 : E03B 7/07, E03C 1/02
 Int Cl. 7 : E03B 7/07, E03C 1/02") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00129827B1* (11) EP 1 298 27 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP00129827B1* (11) EP 1 298 27 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du
EP 2 533 063 A1 (19) (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50
 (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
TEPZZ 65 Z4A_T EP 2 653 204 A1 (19) (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)
 (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)") (19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
(19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
(51) Int Cl.: H04L 29/08 (2006.01) H04L 12/24 (2006.01) H04L 12/26 (2006.01) H04L 29/06 (2006.01)
 Int Cl.: H04L 29/08 (2006.01) H04L 12/24 (2006.01) H04L 12/26 (2006.01) H04L 29/06 (2006.01)") (19) (11) EP 1 987 68 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.07.09 Bulletin 09/ (21) Numéro de dépôt: 077316.6 (22) Date de dépôt: 13.02.07
(19) (11) EP 1 987 68 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 22.07.09 Bulletin 09/ (21) Numéro de dépôt: 077316.6 (22) Date de dépôt: 13.02.07
(51) Int Cl.: A47B 5/00 (2006.01) A47B 31/00 (2006.01) E05C 17/28 (2006.01)
 Int Cl.: A47B 5/00 (2006.01) A47B 31/00 (2006.01) E05C 17/28 (2006.01)") (19) TEPZZ 664 5_B_T (11) EP 2 664 251 B1 (12) FASCICULE DE BREVET EUROPEEN (45) Date de publication et mention de la délivrance du brevet: 18.02.2015 Bulletin 2015/08 (51) Int Cl.: A47B 5/00 (2006.01)
(19) TEPZZ 664 5_B_T (11) EP 2 664 251 B1 (12) FASCICULE DE BREVET EUROPEEN (45) Date de publication et mention de la délivrance du brevet: 18.02.2015 Bulletin 2015/08 (51) Int Cl.: A47B 5/00 (2006.01)
TEPZZ_98 747B_T EP 1 983 747 B1 (19) (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN. (51) Int Cl.:
 (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN. (51) Int Cl.:") (19) TEPZZ_98 747B_T (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 14.08.13 Bulletin 13/33 (1) Int Cl.: H04N /77 (06.01) H04N /76
(19) TEPZZ_98 747B_T (11) EP 1 983 747 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 14.08.13 Bulletin 13/33 (1) Int Cl.: H04N /77 (06.01) H04N /76
(51) Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)
 Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)") (19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
(19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
(51) Int Cl.: F27D 3/02 (2006.01)
 Int Cl.: F27D 3/02 (2006.01)") (19) (11) EP 1 880 17 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 16.07.08 Bulletin 08/29 (21) Numéro de dépôt: 06726144.6 (22) Date de dépôt: 24.03.06
(19) (11) EP 1 880 17 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 16.07.08 Bulletin 08/29 (21) Numéro de dépôt: 06726144.6 (22) Date de dépôt: 24.03.06
Rank Xerox (UK) Business Services
 Business Services") Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
". TY convertisseur statique, et des condensateurs de filtrage.
 curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
TEPZZ 8758_8A_T EP 2 875 818 A1 (19) (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.
 (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.") (19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
(19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
@ Numéro de publication: DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication: 0 077 7 3 9 B1 FASCICULE DE BREVET EUROPEEN ( ) Date de publication du fascicule du brevet: 07.01.87 Int.
Europâisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication: 0 077 7 3 9 B1 FASCICULE DE BREVET EUROPEEN ( ) Date de publication du fascicule du brevet: 07.01.87 Int.
3) Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)
 Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)") raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
*EP001039352A1* EP 1 039 352 A1 (19) (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39
 (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
EP 2 464 068 A1 (19) (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)
 (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
TEPZZ 8 46 5A_T EP 2 824 625 A1 (19) (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
(19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
Manuel d installation et de maintenance (serrures LR128 E)
") Manuel d installation et de maintenance (serrures LR128 E) Manuel comprenant : Installation de la gâche GV et GVR :............................................ page 2 Position et réglage du shunt - Cales
Manuel d installation et de maintenance (serrures LR128 E) Manuel comprenant : Installation de la gâche GV et GVR :............................................ page 2 Position et réglage du shunt - Cales
Bundesdruckerei Berlin
 Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
EP 2 372 958 A1 (19) (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40
 (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
Réserve Personnelle. Persönliche Reserve. Emprunter et épargner en fonction de vos besoins. Leihen und sparen je nach Bedarf
 crédit épargne Réserve Personnelle Emprunter et épargner en fonction de vos besoins Persönliche Reserve Leihen und sparen je nach Bedarf Réserve Personnelle Vous voulez disposer à tout moment des moyens
crédit épargne Réserve Personnelle Emprunter et épargner en fonction de vos besoins Persönliche Reserve Leihen und sparen je nach Bedarf Réserve Personnelle Vous voulez disposer à tout moment des moyens
(51) Int Cl.: B60R 25/00 (2013.01)
 Int Cl.: B60R 25/00 (2013.01)") (19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
(19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
(51) Int Cl.: G09F 27/00 (2006.01)
 Int Cl.: G09F 27/00 (2006.01)") (19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
(19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
(51) Int Cl.: B60C 19/12 (2006.01)
 Int Cl.: B60C 19/12 (2006.01)") (19) (11) EP 2 064 074 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 07.07. Bulletin /27 (21) Numéro de dépôt: 077696.4 (22) Date de dépôt:.0.07 (1)
(19) (11) EP 2 064 074 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 07.07. Bulletin /27 (21) Numéro de dépôt: 077696.4 (22) Date de dépôt:.0.07 (1)
ASSEMBLYcomponents H 10. Grundplatte. Base plate. Plaque de base BEM 3 BEW 3. FP 3 Base plate 30001121 1,1kg BEM 6 BEM 6D BEW 6
 S ASSEMBLYcomponents Base plate FP H 10 Die Grundplatten sind aus Stahl 700 N/mm 2 hergestellt. Sie sind brüniert und beidseitig geschliffen. Die Passfedern werden mitgeliefert. Die SUHNER-Bearbeitungseinheiten
S ASSEMBLYcomponents Base plate FP H 10 Die Grundplatten sind aus Stahl 700 N/mm 2 hergestellt. Sie sind brüniert und beidseitig geschliffen. Die Passfedern werden mitgeliefert. Die SUHNER-Bearbeitungseinheiten
(sî) Int. Cl.5 : B60N 3/00. (72) Inventeur : Mercier, Jean-Louis Henri Robert
 Int. Cl.5 : B60N 3/00. (72) Inventeur : Mercier, Jean-Louis Henri Robert") Europâisches Patentamt 19 à European Patent Office Office européen des brevets (fi) Numéro de publication : 0 388 307 B1 12 FASCICULE DE BREVET EUROPEEN (45) Date de publication du fascicule du brevet
Europâisches Patentamt 19 à European Patent Office Office européen des brevets (fi) Numéro de publication : 0 388 307 B1 12 FASCICULE DE BREVET EUROPEEN (45) Date de publication du fascicule du brevet
0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
(51) Int Cl.: H04Q 7/38 (2006.01)
 Int Cl.: H04Q 7/38 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (12) EUROPEAN PATENT SPECIFICATION (11) EP 1 327 373 B1 (4) Date of publication and mention of the grant of the patent: 13.09.06
(19) Europäisches Patentamt European Patent Office Office européen des brevets (12) EUROPEAN PATENT SPECIFICATION (11) EP 1 327 373 B1 (4) Date of publication and mention of the grant of the patent: 13.09.06
EP 2 326 026 A1 (19) (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21
 (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
Parcage. Bases légales. Office des ponts et chaussées du canton de Berne. Tiefbauamt des Kantons Bern. Bau-, Verkehrsund Energiedirektion
 Tiefbauamt des Kantons Bern Bau-, Verkehrsund Energiedirektion Office des ponts et chaussées du canton de Berne Direction des travaux publics, des transports et de l'énergie Tâches spéciales Technique
Tiefbauamt des Kantons Bern Bau-, Verkehrsund Energiedirektion Office des ponts et chaussées du canton de Berne Direction des travaux publics, des transports et de l'énergie Tâches spéciales Technique
Europâisches Patentamt 19 à. European Patent Office Office européen des brevets (fi) Numéro de publication : 0 440 083 B1
 Numéro de publication : 0 440 083 B1") Europâisches Patentamt 19 à European Patent Office Office européen des brevets (fi) Numéro de publication : 0 440 083 B1 12 FASCICULE DE BREVET EUROPEEN (45) Date de publication du fascicule du brevet
Europâisches Patentamt 19 à European Patent Office Office européen des brevets (fi) Numéro de publication : 0 440 083 B1 12 FASCICULE DE BREVET EUROPEEN (45) Date de publication du fascicule du brevet
Jouve, 18, rue Saint-Denis, 75001 PARIS
 19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
Europâisches Patentamt European Patent Office Office européen des brevets. Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
1. Raison de la modification
 T Service Documentation Technicocommerciale Information Technique Rubrique F Les régulations Nouvelle version de programme de la carte SU : F1.4 P5253 JS F 67580 Mertzwiller N ITOE0117 26/09/2011 FR 1.
T Service Documentation Technicocommerciale Information Technique Rubrique F Les régulations Nouvelle version de programme de la carte SU : F1.4 P5253 JS F 67580 Mertzwiller N ITOE0117 26/09/2011 FR 1.
DEMANDE DE BREVET EUROPEEN. PLASSERAUD 84, rue d'amsterdam, F-75009 Paris (FR)
") Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
Europâisches Patentamt. European Patent Office Office européen des brevets. @ Numéro de publication: 0086 441 B1 FASCICULE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication: 0086 441 B1 FASCICULE DE BREVET EUROPEEN ( ) Dafe de publication du fascicule du brevet: @ Int. Cl.4:
Europâisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication: 0086 441 B1 FASCICULE DE BREVET EUROPEEN ( ) Dafe de publication du fascicule du brevet: @ Int. Cl.4:
9 Überfallkanten, Überfallwehre. Crests, overfall weirs Déversior à chute libre, barrge amortisseur
 02 01 9 Überfallkanten, Überfallwehre Crests, overfall weirs Déversior à chute libre, barrge amortisseur 99 17 16 15 14 13 12 03 04 11 10 09 08 07 06 05 Technische Erläuterung - Technical explantion -
02 01 9 Überfallkanten, Überfallwehre Crests, overfall weirs Déversior à chute libre, barrge amortisseur 99 17 16 15 14 13 12 03 04 11 10 09 08 07 06 05 Technische Erläuterung - Technical explantion -
(51) Int Cl.: H04L 12/24 (2006.01) H04L 12/14 (2006.01)
 Int Cl.: H04L 12/24 (2006.01) H04L 12/14 (2006.01)") (19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 0 94 917 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 29.11.2006
(19) Europäisches Patentamt European Patent Office Office européen des brevets (11) EP 0 94 917 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 29.11.2006
Wandluftdurchlass WAVE-ARC Typ WA Diffuseur mural WAVE-ARC type WA
 Int. Modellschutz angem. / Prot. int. des mod. dép. Trox Hesco (Schweiz) AG Anwendung Der rechteckige Wandluftdurchlass WAVE-ARC, der mit dem Anschlusskasten eine Einheit bildet, kommt vorwiegend über
Int. Modellschutz angem. / Prot. int. des mod. dép. Trox Hesco (Schweiz) AG Anwendung Der rechteckige Wandluftdurchlass WAVE-ARC, der mit dem Anschlusskasten eine Einheit bildet, kommt vorwiegend über
Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1
 J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
EP 2 458 813 A1 (19) (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)
 (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
BROSSES ANTISTATIQUES GUIDE TECHNIQUE
 BROSSES ANTISTATIQUES GUIDE TECHNIQUE BROSSES ANTISTATIQUES BROSSES ANTISTATIQUES Les brosses de Mersen sont constituées de milliers de fibres carbone Rigilor ou inox, tout particulièrement efficaces pour
BROSSES ANTISTATIQUES GUIDE TECHNIQUE BROSSES ANTISTATIQUES BROSSES ANTISTATIQUES Les brosses de Mersen sont constituées de milliers de fibres carbone Rigilor ou inox, tout particulièrement efficaces pour
Die Fotografie als Lebensgefühl, mit all ihren Facetten und Ausdrucksmöglichkeiten,
 PORTFOLIO Claus Rose Photography as a way of living, with all its aspects and opportunities for expression, became my passion at an early stage. In particular the magic of nude photography, which lends
PORTFOLIO Claus Rose Photography as a way of living, with all its aspects and opportunities for expression, became my passion at an early stage. In particular the magic of nude photography, which lends
Etude Expérimentale d un Echangeur Thermique en Polypropylène Application au Conditionnement des Aquariums
 Rev. Energ. Ren. : Journées de Thermique (2001) 103-108 Etude Expérimentale d un Echangeur Thermique en Polypropylène Application au Conditionnement des Aquariums M. Hazami, C. Kerkeni, A. Farhat, S. Kooli,
Rev. Energ. Ren. : Journées de Thermique (2001) 103-108 Etude Expérimentale d un Echangeur Thermique en Polypropylène Application au Conditionnement des Aquariums M. Hazami, C. Kerkeni, A. Farhat, S. Kooli,
ÉTUDE DE L EFFICACITÉ DE GÉOGRILLES POUR PRÉVENIR L EFFONDREMENT LOCAL D UNE CHAUSSÉE
 ÉTUDE DE L EFFICACITÉ DE GÉOGRILLES POUR PRÉVENIR L EFFONDREMENT LOCAL D UNE CHAUSSÉE ANALYSIS OF THE EFFICIENCY OF GEOGRIDS TO PREVENT A LOCAL COLLAPSE OF A ROAD Céline BOURDEAU et Daniel BILLAUX Itasca
ÉTUDE DE L EFFICACITÉ DE GÉOGRILLES POUR PRÉVENIR L EFFONDREMENT LOCAL D UNE CHAUSSÉE ANALYSIS OF THE EFFICIENCY OF GEOGRIDS TO PREVENT A LOCAL COLLAPSE OF A ROAD Céline BOURDEAU et Daniel BILLAUX Itasca
Cheque Holding Policy Disclosure (Banks) Regulations. Règlement sur la communication de la politique de retenue de chèques (banques) CONSOLIDATION
 Regulations. Règlement sur la communication de la politique de retenue de chèques (banques) CONSOLIDATION") CANADA CONSOLIDATION CODIFICATION Cheque Holding Policy Disclosure (Banks) Regulations Règlement sur la communication de la politique de retenue de chèques (banques) SOR/2002-39 DORS/2002-39 Current to
CANADA CONSOLIDATION CODIFICATION Cheque Holding Policy Disclosure (Banks) Regulations Règlement sur la communication de la politique de retenue de chèques (banques) SOR/2002-39 DORS/2002-39 Current to
Informations techniques et questions
 Journée Erasmus Appel à propositions 2015 Informations techniques et questions Catherine Carron et Amanda Crameri Coordinatrices de projet Erasmus Contenu Call solution transitoire 2015 : remarques générales
Journée Erasmus Appel à propositions 2015 Informations techniques et questions Catherine Carron et Amanda Crameri Coordinatrices de projet Erasmus Contenu Call solution transitoire 2015 : remarques générales
Jouve, 18, rue St-Denis, 75001 Paris, France
 Europàisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 171 3 6 4 B1 12 FASCICULE DE BREVET EUROPÉEN Date de publication du fascicule du brevet : 11.10.89 @
Europàisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 171 3 6 4 B1 12 FASCICULE DE BREVET EUROPÉEN Date de publication du fascicule du brevet : 11.10.89 @
(51) Int Cl.: H04Q 7/22 (2006.01)
 Int Cl.: H04Q 7/22 (2006.01)") (19) (11) EP 1 908 313 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 24.12.08 Bulletin 08/2 (21) Application number: 0677836.9 (22) Date of filing:
(19) (11) EP 1 908 313 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 24.12.08 Bulletin 08/2 (21) Application number: 0677836.9 (22) Date of filing:
L efficience énergétique...
 ......Une technique intelligente de régulation au service Edgar Mayer Product Manager CentraLine c/o Honeywell GmbH 02 I 2009 Grâce aux techniques de régulation intelligentes d aujourd hui, il est possible
......Une technique intelligente de régulation au service Edgar Mayer Product Manager CentraLine c/o Honeywell GmbH 02 I 2009 Grâce aux techniques de régulation intelligentes d aujourd hui, il est possible
CONTRAT D ABONNEMENT DUO/TRIO
 CONTRAT D ABONNEMENT DUO/TRIO CONTACT COMMERCIAL tous les prix sont ttc INFO CLIENT M. MME LANGUE PRÉFÉRÉE: LU DE EN FR PT NOM, PRÉNOM MATRICULE SOCIAL RUE ET NUMÉRO CODE POSTAL VILLE ÉTAGE/APPART. I N
CONTRAT D ABONNEMENT DUO/TRIO CONTACT COMMERCIAL tous les prix sont ttc INFO CLIENT M. MME LANGUE PRÉFÉRÉE: LU DE EN FR PT NOM, PRÉNOM MATRICULE SOCIAL RUE ET NUMÉRO CODE POSTAL VILLE ÉTAGE/APPART. I N
Roulements à une rangée de billes de génération C. Information Technique Produit
 Roulements à une rangée de billes de génération C Information Technique Produit Sommaire Caractéristiques 2 Avantages des roulements à billes FAG de génération C 2 Etanchéité et lubrification 2 Température
Roulements à une rangée de billes de génération C Information Technique Produit Sommaire Caractéristiques 2 Avantages des roulements à billes FAG de génération C 2 Etanchéité et lubrification 2 Température
12 mm Bodenstärke Piso em resina Slim espessura 12 mm Sol en résine «slim» épaisseur 12 mm
 Te c h n i s c h e i n f o r m a t i o n e n I n f o r m a ç a o I n f o r m a t i o n T é c n i c a t é c h n i q u e Fertigbad in Superleichtbauweise in verzinkter Stahlkonstruktion Banheiro pré-fabricado
Te c h n i s c h e i n f o r m a t i o n e n I n f o r m a ç a o I n f o r m a t i o n T é c n i c a t é c h n i q u e Fertigbad in Superleichtbauweise in verzinkter Stahlkonstruktion Banheiro pré-fabricado
(51) Int Cl.: H04L 29/12 (2006.01)
 Int Cl.: H04L 29/12 (2006.01)") (19) (11) EP 1 32 604 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 03.12.08 Bulletin 08/49 (21) Application number: 0197474.6 (22) Date of filing:
(19) (11) EP 1 32 604 B1 (12) EUROPEAN PATENT SPECIFICATION (4) Date of publication and mention of the grant of the patent: 03.12.08 Bulletin 08/49 (21) Application number: 0197474.6 (22) Date of filing:
CONTRAT D ABONNEMENT DUO/TRIO
 CONTRAT D ABONNEMENT DUO/TRIO CONTACT COMMERCIAL tous les prix sont ttc INFO CLIENT M. MME LANGUE PRÉFÉRÉE: LU NOM, PRÉNOM DE EN FR PT MATRICULE SOCIAL RUE ET NUMÉRO CODE POSTAL VILLE ÉTAGE/APPART. I N
CONTRAT D ABONNEMENT DUO/TRIO CONTACT COMMERCIAL tous les prix sont ttc INFO CLIENT M. MME LANGUE PRÉFÉRÉE: LU NOM, PRÉNOM DE EN FR PT MATRICULE SOCIAL RUE ET NUMÉRO CODE POSTAL VILLE ÉTAGE/APPART. I N
Wie können meine Abschlüsse in Frankreich anerkannt werden?
 Wie können meine Abschlüsse in Frankreich anerkannt werden? Trotz der mittlerweile in Kraft getretenen europäischen Regelungen der beruflichen Anerkennung von Ausbildungen und Hochschuldiplomen, liegt
Wie können meine Abschlüsse in Frankreich anerkannt werden? Trotz der mittlerweile in Kraft getretenen europäischen Regelungen der beruflichen Anerkennung von Ausbildungen und Hochschuldiplomen, liegt
îundesdruokerei Berlin
 Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
APPENDIX 6 BONUS RING FORMAT
 #4 EN FRANÇAIS CI-DESSOUS Preamble and Justification This motion is being presented to the membership as an alternative format for clubs to use to encourage increased entries, both in areas where the exhibitor
#4 EN FRANÇAIS CI-DESSOUS Preamble and Justification This motion is being presented to the membership as an alternative format for clubs to use to encourage increased entries, both in areas where the exhibitor
Z-Axis Compliance Device Compliance en z
 Compensation for different vertical positions Collision recognition in Z-direction Protection of parts and work pieces Monitoring of the insertion forces during assembly operations Monitoring of the picking
Compensation for different vertical positions Collision recognition in Z-direction Protection of parts and work pieces Monitoring of the insertion forces during assembly operations Monitoring of the picking
RAPPORT D ENQUETE DE TECHNIQUE NOUVELLE
 Bureau Alpes Contrôles bac.bourg@alpes-controles.fr - RAPPORT D ENQUETE DE TECHNIQUE NOUVELLE REFERENCE: BT120018 indice 0 NOM DU PROCEDE: MODULES PHOTOVOLTAIQUES ASSOCIES EN POSE PORTRAIT OU PAYSAGE:
Bureau Alpes Contrôles bac.bourg@alpes-controles.fr - RAPPORT D ENQUETE DE TECHNIQUE NOUVELLE REFERENCE: BT120018 indice 0 NOM DU PROCEDE: MODULES PHOTOVOLTAIQUES ASSOCIES EN POSE PORTRAIT OU PAYSAGE:
Leica DISTO A2. The original laser distance meter
 Leica DISTO A2 The original laser distance meter Manuel d'utilisation Français Nous vous félicitons pour l'achat de votre Leica DISTO. Vous trouverez les consignes de sécurité dans la brochure en annexe.
Leica DISTO A2 The original laser distance meter Manuel d'utilisation Français Nous vous félicitons pour l'achat de votre Leica DISTO. Vous trouverez les consignes de sécurité dans la brochure en annexe.
L. Obert, T. Lascar, A. Adam
 Améliorer la consolidation des tubérosités grâce au système OMS (Offset Modular System) et l autogreffe Improving tuberosity consolidation using the OMS system (Offset Modular System) L. Obert, T. Lascar,
Améliorer la consolidation des tubérosités grâce au système OMS (Offset Modular System) et l autogreffe Improving tuberosity consolidation using the OMS system (Offset Modular System) L. Obert, T. Lascar,
(51) Int Cl.: H04W 8/24 (2009.01) G06F 9/445 (2006.01)
 Int Cl.: H04W 8/24 (2009.01) G06F 9/445 (2006.01)") (19) (12) FASCICULE DE BREVET EUROPEEN (11) EP 1 961 247 B1 (4) Date de publication et mention de la délivrance du brevet: 17.02. Bulletin /07 (21) Numéro de dépôt: 06778042.9 (22) Date de dépôt: 28.07.06
(19) (12) FASCICULE DE BREVET EUROPEEN (11) EP 1 961 247 B1 (4) Date de publication et mention de la délivrance du brevet: 17.02. Bulletin /07 (21) Numéro de dépôt: 06778042.9 (22) Date de dépôt: 28.07.06
Fabricant. 2 terminals
 Specifications Fabricant Nominal torque (Nm) 65 Minimal torque (Nm) 0,63 Coil resistance - 20 C (ohms) 20 Rated current DC (A) 1 Rotor inertia (kg.m 2 ) 2.10-3 Weight (kg) 7,20 Heat dissipation continuous
Specifications Fabricant Nominal torque (Nm) 65 Minimal torque (Nm) 0,63 Coil resistance - 20 C (ohms) 20 Rated current DC (A) 1 Rotor inertia (kg.m 2 ) 2.10-3 Weight (kg) 7,20 Heat dissipation continuous
03/2013. Mod: WOKI-60IP/TR. Production code: DTWIC 6000
 03/2013 Mod: WOKI-60IP/TR Production code: DTWIC 6000 ENCASTRABLE INDUCTION DROP IN INDUCTION 11/2011 TECHNICAL FEATURES DOCUMENTATION S.A.V. Notice d utilisation : FX00326-A Guide d intervention : ---
03/2013 Mod: WOKI-60IP/TR Production code: DTWIC 6000 ENCASTRABLE INDUCTION DROP IN INDUCTION 11/2011 TECHNICAL FEATURES DOCUMENTATION S.A.V. Notice d utilisation : FX00326-A Guide d intervention : ---
GASKET FOR TONER COLLECTION BOTTLE
 Technical Service Bulletin PRODUCT CREATED DATE MODIFIED DATE FILE ALL PRINTERS 08/07/2011 201108 REV A GASKET FOR TONER COLLECTION BOTTLE Voir version française dans la section suivante. Due to a manufacturing
Technical Service Bulletin PRODUCT CREATED DATE MODIFIED DATE FILE ALL PRINTERS 08/07/2011 201108 REV A GASKET FOR TONER COLLECTION BOTTLE Voir version française dans la section suivante. Due to a manufacturing
Trittschallelemente. Lw*=16 db. Schall-Isostep HT-V: Allgemeines/Elément insonorisant Isostep HT-V, Généralités
 Schall-Isostep HT-V: Allgemeines/Elément insonorisant Isostep HT-V, Généralités Schallschutzelement für Treppenläufe/Elément insonorisant pour volées d escaliers Hohe Trittschallminderung Résistance élevée
Schall-Isostep HT-V: Allgemeines/Elément insonorisant Isostep HT-V, Généralités Schallschutzelement für Treppenläufe/Elément insonorisant pour volées d escaliers Hohe Trittschallminderung Résistance élevée
*EP001343123A1* EP 1 343 123 A1 (19) (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37
 (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
that the child(ren) was/were in need of protection under Part III of the Child and Family Services Act, and the court made an order on
 was/were in need of protection under Part III of the Child and Family Services Act, and the court made an order on") ONTARIO Court File Number at (Name of court) Court office address Applicant(s) (In most cases, the applicant will be a children s aid society.) Full legal name & address for service street & number, municipality,
ONTARIO Court File Number at (Name of court) Court office address Applicant(s) (In most cases, the applicant will be a children s aid society.) Full legal name & address for service street & number, municipality,
Schnellverschlusskupplungen in Messing Accouplements rapides en laiton
 Schnellverschlusskupplungen in Messing Accouplements rapides en laiton Typ 02 M3, Schlauch 2-3 mm NW 1,5 Kv 0,053 181 Type 02 M3, tuyaux 2-3 mm DN 1,5 Kv 0.053 Typ 20 M5 1 /8, Schlauch 3 6 mm NW 2,7 Kv
Schnellverschlusskupplungen in Messing Accouplements rapides en laiton Typ 02 M3, Schlauch 2-3 mm NW 1,5 Kv 0,053 181 Type 02 M3, tuyaux 2-3 mm DN 1,5 Kv 0.053 Typ 20 M5 1 /8, Schlauch 3 6 mm NW 2,7 Kv
NEW Fin Fan / Air cooled condenser cleaning
 Air cooled Condensers ( ACC ) Cleaning Air Cooled heat exchangers ( Finfan) Cleaning Cleaning Services Permanente installation NEW Fin Fan / Air cooled condenser cleaning New and revolutionnary high pressure
Air cooled Condensers ( ACC ) Cleaning Air Cooled heat exchangers ( Finfan) Cleaning Cleaning Services Permanente installation NEW Fin Fan / Air cooled condenser cleaning New and revolutionnary high pressure
86 rue Julie, Ormstown, Quebec J0S 1K0
 Tel : (450) 829-4200 Fax : (450) 829-4204 Email : info@rout-am.com Contacts: Jean Côté jean@rout-am.com Jocelyn Côté jocelyn@rout-am.com Dispatch info@rout-am.com Phone: (450) 829-4200 Fax: (450) 829-4204
Tel : (450) 829-4200 Fax : (450) 829-4204 Email : info@rout-am.com Contacts: Jean Côté jean@rout-am.com Jocelyn Côté jocelyn@rout-am.com Dispatch info@rout-am.com Phone: (450) 829-4200 Fax: (450) 829-4204
Le No.1 de l économie d énergie pour patinoires.
 Le No.1 de l économie d énergie pour patinoires. Partner of REALice system Economie d énergie et une meilleure qualité de glace La 2ème génération améliorée du système REALice bien connu, est livré en
Le No.1 de l économie d énergie pour patinoires. Partner of REALice system Economie d énergie et une meilleure qualité de glace La 2ème génération améliorée du système REALice bien connu, est livré en
0.232.112.21. Liste des règles 1. Texte original. (Etat le 1 er septembre 2008)
") Texte original 0.232.112.21 Règlement d exécution commun à l arrangement de Madrid concernant l enregistrement international des marques et au protocole relatif à cet arrangement Adopté par l Assemblée
Texte original 0.232.112.21 Règlement d exécution commun à l arrangement de Madrid concernant l enregistrement international des marques et au protocole relatif à cet arrangement Adopté par l Assemblée
Grilles acoustiques. Type NL 6/6/F/2
 Grilles acoustiques Type NL //F/ Sommaire Description Description Exécutions Dimensions et poids Constructions modulaires Options Installation 5 Données techniques, type NL Données techniques type, NL
Grilles acoustiques Type NL //F/ Sommaire Description Description Exécutions Dimensions et poids Constructions modulaires Options Installation 5 Données techniques, type NL Données techniques type, NL
Liste de prix 2014/15. www.plattform-luzern.ch Votre spécialiste pour panneaux feuillus. valable dès 01.05.2014
 www.plattform-luzern.ch Votre spécialiste pour panneaux feuillus. Liste de prix 2014/15 valable dès 01.05.2014 Plattform, Holzplatten und Holzprodukte GmbH Case postale 7612 / Untergütschstrasse 12, 6000
www.plattform-luzern.ch Votre spécialiste pour panneaux feuillus. Liste de prix 2014/15 valable dès 01.05.2014 Plattform, Holzplatten und Holzprodukte GmbH Case postale 7612 / Untergütschstrasse 12, 6000
SWISS MASTER SERIES D YVERDON-LES BAINS les 30 avril, 1er et 2 mai 2010. Exclusivement par Internet sur le site de Swiss Badminton
 -2- SWISS MASTER SERIES D YVERDON-LES BAINS les 30 avril, 1er et 2 mai 2010 Organisateur Directeur du tournoi Badminton Club Yverdon-les-Bains, www.badmintonyverdon.ch Rosalba Dumartheray, 078 711 66 92,
-2- SWISS MASTER SERIES D YVERDON-LES BAINS les 30 avril, 1er et 2 mai 2010 Organisateur Directeur du tournoi Badminton Club Yverdon-les-Bains, www.badmintonyverdon.ch Rosalba Dumartheray, 078 711 66 92,
DEMANDE DE BREVET EUROPEEN
 Patentamt JEuropâisches European Patent Office Office européen des brevets (g) Numéro de publication : 0 458 661 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt : 91400889.1 mt Cl.5: A61K 31/415, C07D
Patentamt JEuropâisches European Patent Office Office européen des brevets (g) Numéro de publication : 0 458 661 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt : 91400889.1 mt Cl.5: A61K 31/415, C07D
Concorde - R (COR) COR 127/06/20 (21) D 5 x 19,05 14 24 24* 76,2 138,0 3,4 x 2,2 230 15.180 53,9 0,0197 KH
 COR 127/06/20 (21) D 5 x 19,05 14 24 24* 76,2 138,0 3,4 x 2,2 230 15.180 53,9 0,0197 KH") 5.1 www.ring-alliance.com 5.1 Concorde - R (COR) Schienenausführung Blade type Mécanisme à plaque Mecansimso de regleta A Blatthöhe A Sheet length A Hauteur de feuille A Longitud del mecanismo COR 127/06/13
5.1 www.ring-alliance.com 5.1 Concorde - R (COR) Schienenausführung Blade type Mécanisme à plaque Mecansimso de regleta A Blatthöhe A Sheet length A Hauteur de feuille A Longitud del mecanismo COR 127/06/13
Paiements transfrontaliers
 Paiements transfrontaliers Transférer rapidement et facilement des fonds à partir de et vers un compte à l étranger Valable à partir du 1 e janvier 2007 Valable à partir du 1 e janvier 2007 La vie actuelle
Paiements transfrontaliers Transférer rapidement et facilement des fonds à partir de et vers un compte à l étranger Valable à partir du 1 e janvier 2007 Valable à partir du 1 e janvier 2007 La vie actuelle
ITEX Échangeur de chaleur à plaques et joints
 ITEX Échangeur de chaleur à plaques et joints La précision dans l échange Pour des échanges durables... ITEX la gamme des experts Maîtrise des échanges Grâce à leurs excellents coefficients de transfert
ITEX Échangeur de chaleur à plaques et joints La précision dans l échange Pour des échanges durables... ITEX la gamme des experts Maîtrise des échanges Grâce à leurs excellents coefficients de transfert
APPENDIX 2. Provisions to be included in the contract between the Provider and the. Holder
 Page 1 APPENDIX 2 Provisions to be included in the contract between the Provider and the Obligations and rights of the Applicant / Holder Holder 1. The Applicant or Licensee acknowledges that it has read
Page 1 APPENDIX 2 Provisions to be included in the contract between the Provider and the Obligations and rights of the Applicant / Holder Holder 1. The Applicant or Licensee acknowledges that it has read
Notes explicatives concernant le formulaire d opposition
 OFFICE DE L HARMONISATION DANS LE MARCHÉ INTÉRIEUR (OHMI) (marques, dessins et modèles) Notes explicatives concernant le formulaire d opposition 1. Remarques générales 1.1 Utilisation du formulaire Le
OFFICE DE L HARMONISATION DANS LE MARCHÉ INTÉRIEUR (OHMI) (marques, dessins et modèles) Notes explicatives concernant le formulaire d opposition 1. Remarques générales 1.1 Utilisation du formulaire Le
Guide SEPA Paramétrage Experts Solutions SAGE depuis 24 ans
 Guide SEPA Paramétrage Axe Informatique Experts Solutions SAGE depuis 24 ans Installation Paramétrage Développement Formation Support Téléphonique Maintenance SEPA Vérification du paramétrage des applications
Guide SEPA Paramétrage Axe Informatique Experts Solutions SAGE depuis 24 ans Installation Paramétrage Développement Formation Support Téléphonique Maintenance SEPA Vérification du paramétrage des applications
Rainshower System. Rainshower System
 27 032 27 418 27 174 Rainshower System Rainshower System D...1...1 I...5...5 N...9...9 GR...13 TR...17 BG...21 RO...25 GB...2...2 NL...6...6 FIN...10 CZ...14 SK...18 EST...22 CN...26 F...3...3 S...7...7
27 032 27 418 27 174 Rainshower System Rainshower System D...1...1 I...5...5 N...9...9 GR...13 TR...17 BG...21 RO...25 GB...2...2 NL...6...6 FIN...10 CZ...14 SK...18 EST...22 CN...26 F...3...3 S...7...7
Exemple PLS avec SAS
 Exemple PLS avec SAS This example, from Umetrics (1995), demonstrates different ways to examine a PLS model. The data come from the field of drug discovery. New drugs are developed from chemicals that
Exemple PLS avec SAS This example, from Umetrics (1995), demonstrates different ways to examine a PLS model. The data come from the field of drug discovery. New drugs are developed from chemicals that
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques
 et structures mécaniques") Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études