INJECTION PLASTIQUE. Lycée Jules Haag. Auteur : Linher Jerome
|
|
|
- Bénédicte Pruneau
- il y a 10 ans
- Total affichages :
Transcription
1 INJECTION PLASTIQUE Lycée Jules Haag Auteur : Linher Jerome

2 YCEE GENERALITES 4 INTRODUCTION 4 PRINCIPE DE FONCTIONNEMENT 4 DESCRIPTION DU CYCLE DE MOULAGE 4 TYPE DE FERMETURE PRESSE 6 FERMETURE MECANIQUE SIMPLE ET DOUBLE GENOUILLERE 6 FERMETURE HYDRAULIQUE VERIN 6 FERMETURE MIXTE HYDRAULIQUE ET MECANIQUE 7 STRUCTURE D UN MOULE DEUX PLAQUES 7 DEMARCHE DE CONCEPTION D UN MOULE 9 ANALYSE FONCTIONNELLE DEFINITIONS DES FONCTIONS 9 FONCTION MISE EN FORME 10 CHOIX DU PLAN DE JOINT 10 LES NOYAUX 13 DIMENSION DE L EMPREINTE - LE RETRAIT 13 FONCTION ALIMENTATION 15 TERMINOLOGIE 15 BUSE 16 CANAUX D ALIMENTATION 16 SEUIL D INJECTION 18 FONCTION EJECTION 21 DEPOUILLE 21 RECOMMANDATIONS 21 EJECTEURS CYLINDRIQUES 22 EJECTEURS TUBULAIRES 22 EJECTION PLAQUE 22 ARRACHE CAROTTE 23 Page 2 / 26

3 CLASSIFICATION DES OUTILLAGES 23 MOULE DEUX PLAQUES 23 MOULE TROIS PLAQUES 23 MOULE A TIROIR 23 VERIFICATION CAPACITES MACHINES 24 CALCUL DU VOLUME INJECTE 24 POURCENTAGE DE DECHET 24 FORCE DE VERROUILLAGE MINIMALE 25 RESSOURCES 26 CARACTÉRISTIQUES TECHNIQUES DE LA PRESSE BABYPLAST 26 Page 3 / 26

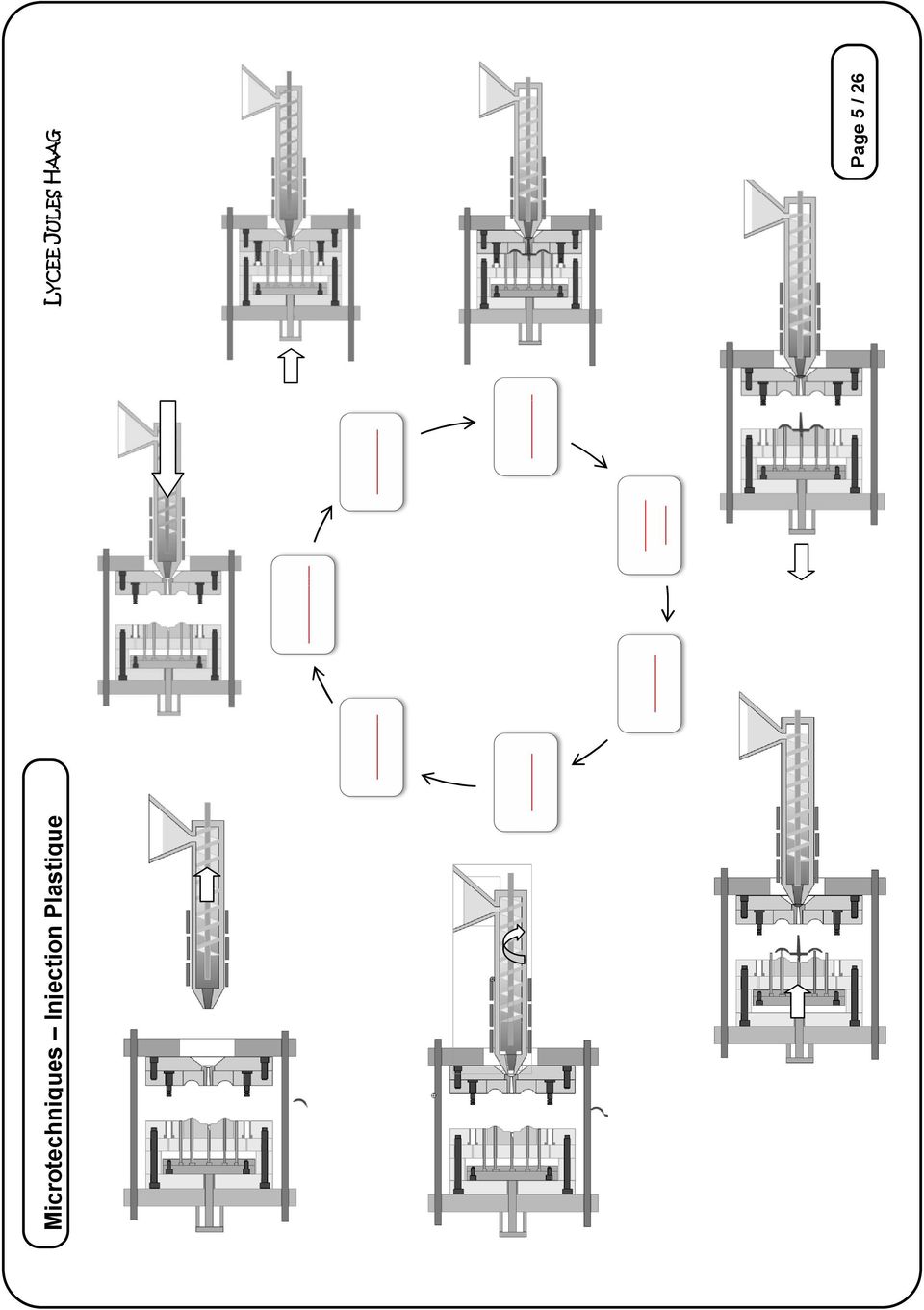
4 Généralités Introduction L'injection plastique est l'un des procédés le mieux adapté à la production en série de pièces microtechniques. L'importance prise par ce procédé dans la production des pièces microtechniques nous conduit vers l'étude des pièces injectées, la conception des outillages d'injection ainsi que leur mise en œuvre. Principe de fonctionnement Ce procédé permet d'obtenir des pièces dont l'épaisseur est comprise entre 0,4 et 6 mm avec des géométries complexes. Le moulage par injection consiste à ramollir (état visqueux) la matière thermoplastique (TP), puis de la malaxer au niveau de la vis de plastification. Elle est ensuite injectée sous forte pression. L injection sous forte pression du polymère fondu dans un moule froid à une ou plusieurs empreintes. Au contact des parois froides, la matière se solidifie en forme puis l'objet peut être démoulé. Caractéristiques des Presses : Un standard Européen "Euromap" définit les caractéristiques des presses. Exemples : 1) 900 H ) La Babyplast 6/6 M 3) La plus grosse presse (Billion) => Pour mouler des pièces d'une surface de 2 m2 et de 80 kg : grosses poubelles collectives. Description du cycle de moulage Page 4 / 26
 la matière thermoplastique (TP), puis de la malaxer au niveau de la vis de plastification. Elle est ensuite injectée sous forte pression.")
5 Page 5 / 26
6 Type de Fermeture Presse Fermeture mécanique Simple et Double genouillère L avance rapide de la partie mobile est assurée par la genouillère. Le verrouillage du moule est fourni par la mise en traction des colonnes de la machine, au moment où le moule est verrouillé. La genouillère est actionnée par un vérin hydraulique. Ce système est très simple mais n assure pas une force de fermeture constante et reste difficile à régler. + - Force de Système fermeture non simple constante Diamètre vérin faible Vitesse de fermeture diminue naturellement Reglage difficile Faible Course Fermeture simple genouillère Fermeture à double genouillère offre une plus grande force de fermeture Fermeture hydraulique Vérin - + Effort de fermeture Déplacement lent Réglage simple Fabrication coûteuse Fermeture double genouillère Un seul vérin hydraulique (à plusieurs étages parfois) assure le déplacement de la partie mobile et le verrouillage du système. Ce dispositif offre une grande force de fermeture, mais reste un dispositif lent. Sécurité de fonctionnement Entretien coûteux Fermeture vérin hydraulique Page 6 / 26

7 Fermeture Mixte Hydraulique et Mécanique Fermeture mixte Un seul vérin hydraulique (à plusieurs étages parfois) assure le déplacement de la partie mobile et le verrouillage du système. Ce dispositif offre une grande force de fermeture, mais reste un dispositif lent. + Fabrication - et entretien Course correct limitée Réglage facile Structure d un moule deux plaques Un moule standard est constitué de 2 parties : une partie s'adaptant sur le plateau fixe des presses : c'est le coté INJECTION, «partie fixe» une partie fixée sur le plateau mobile : c'est le côté ÉJECTION, «partie mobile». Le côté injection du moule possède généralement une partie des empreintes ainsi qu'une partie du système d'alimentation. Cette alimentation standard est constituée de la carotte, d'un canal principal, éventuellement avec des canaux secondaires et un (ou plusieurs) seuil(s) d injection. Ces divers éléments forment la grappe d alimentation, matière perdue, ou déchet, qui dans la plupart des cas sont recyclée. La buse assure la liaison temporaire d alimentation entre le moule et l'unité d'injection des presses. Le côté éjection, constituant la partie mobile du moule, porte les noyaux, l'empreinte et le système d'éjection. Les 2 côtés du moule sont alignés en position entre eux par des colonnes. A l ouverture, les pièces sont poussées hors de l empreinte et des noyaux par des tiges nommées éjecteurs. Les éjecteurs sont animés par des plaques mobiles en translation. Cet ensemble, nommé batterie d éjection. La batterie est généralement équipée d éjecteurs ou de broches, nommés «rappels de batterie». Ils assurent le retour mécanique «forcé» et la remise en position précise de tous les éléments mobiles liés à la batterie d'éjection, au moment de la fermeture du moule (montage conseillé pour la sécurité des noyaux). Page 7 / 26

8 Microtechniques Injection Plastique Colorier et identifier les différents éléments constitutifs d un moule sur la figure suivante. Légende : Partie Fixe Partie Mobile Batterie Ejection Buse Guidage Page 8 / 26

9 Démarche de conception d un moule Analyse fonctionnelle Définitions des fonctions FP (Fonction Principale) : FC1 (Fonction Contrainte) :. FC2 (Fonction Contrainte) :. FC3 (Fonction Contrainte) :. FC4 (Fonction Contrainte) :. FC5 (Fonction Contrainte) :. Page 9 / 26
 :. FC4 (Fonction Contrainte) :.")
10 Fonction Mise en Forme Détaillons les contraintes relatives à la réalisation de la fonction mise en forme. Choix du plan de joint Définition Plan de joint : Ligne de joint : Etude de cas On s intéresse aux différentes configurations de plan de joint possible concernant la pièce suivante. a) Configuration Avantage : + + Inconvénients : - Page 10 / 26

11 b) Configuration 2 Avantages : +. Inconvénients : -. c) Configuration 3 Avantages : + Inconvénients : - Page 11 / 26

12 c) Configuration 4 Géométriquement, il est possible de définir une partie mobile et une partie fixe permettant d'obtenir notre pièce. Par contre, A l'ouverture du moule, on s'aperçoit que la pièce reste "bloquée" dans la partie fixe. Il est donc impossible d'éjecter la pièce. Cette position de plan de joint n'est donc pas recevable. La pièce est emprisonnée dans la partie fixe. d) Configuration 5 Tiroir escamotable Avec cette orientation de pièce, il convient d utiliser un tiroir escamotable pour pouvoir procéder au démoulage. Partie Mobile Partie Fixe Inconvénient : - Page 12 / 26
 Configuration 5 Tiroir escamotable Avec cette orientation de pièce, il convient d utiliser un tiroir escamotable pour pouvoir procéder au")
13 Les noyaux - Ils donnent les formes en creux de la pièce. - Ils doivent être solidement implantés et fixés dans l'empreinte, car ils sont très sollicités lors de l'injection et lors de l'éjection de la pièce. - Les noyaux ainsi que les broches ont l'inconvénient de diviser la matière ce qui entraîne des zones fragiles dites soudures froides et également des défauts d'aspect. - Pour certaines formes il est nécessaire de prévoir l'orientation du noyau. - Comme pour les empreintes rapportées, les noyaux doivent être fixés soigneusement (l'ajustement serré est à proscrire). Dimension de l empreinte - Le retrait Lorsque l'on chauffe un corps, la distance intermoléculaire augmente, et par conséquent son volume. Donc après avoir injecté un volume de matière (ex: à 200 C pour le PS), lors du refroidissement à 20 C, on observe une diminution du volume de la pièce. Retrait = L évaluation précise du retrait est toujours difficile, quelle que soit la matière plastique. Il convient, même pour les professionnels de procéder à des expérimentations. Le retrait est en fonction de nombreux paramètres (épaisseur des parois, température du flux, temps de maintien en pression, pression d injection). Retrait (%) Retrait (%) 2,5 3, ,5 2, ,5 1, Température Moule ( C) 1,3 2,5 3,8 5 6,4 7,5 Epaisseur (mm) Page 13 / 26
.")
14 Retrait (%) Retrait (%) 2, ,5 1 0,5 1,5 1 0, Pression (bars) Temps maintien (s) Le retrait avec l'élévation de la température du moule. Le retrait avec l'épaisseur des parois de la pièce. Le retrait avec la pression d'injection. Le retrait avec le temps de maintien. Application : Déterminer les dimensions de l'empreinte permettant d'obtenir la pièce ci contre Matière Polypropylène (PP). a b c (Les paramètres de temps de maintien, de pression et de température du moule étant optimum. ). Il convient de déterminer les valeurs des cotes, a,b,c,d et e. e d 15 5 Retrait (%) 3,5 3 2,5 2 1,5 1,3 2,5 3,8 5 6,4 7,5 Epaisseur (mm) Page 14 / 26
. Il convient de déterminer les valeurs des cotes, a,b,c,d et e.")
15 Le retrait est fonction de la matière principalement. Titre d information, voici quelques valeurs de retrait moyen. Fonction alimentation But : Amener la matière plastique à l'état visqueux de la buse de la presse vers l'empreinte à l'aide d'un réseau plus ou moins complexe de canaux. Terminologie Page 15 / 26

16 Buse Recommandation relative à la buse Afin d'extraire la carotte de la buse lors de l'ouverture du moule, il faut : Canaux d alimentation Fonction : Conduire la matière plastique de la buse jusqu'aux seuils ou canaux secondaires. Implantations des Canaux : Règle de conception Règles de conception : - Il faut éviter d'alimenter les empreintes les unes au travers des autres. Les dernières cavités ne recevront que de la. - Il faut que la longueur des canaux - Afin de limiter les pertes de charges, il faut éviter les, et donc placer des congés de raccordement. - Il faut également réduire Quelques exemples de dispositions. Agencement déséquilibré Page 16 / 26

17 1 2 Disposition en série Disposition en cercle La disposition en cercle permet facilement d'avoir la même longueur d'écoulement pour chaque cavité, et permet également d'avoir facilement des nombres impairs de cavités. La disposition en série permet en pratique un plus grand nombre de cavité dans un même espace. 6 Forme et dimensions Le refroidissement dans les canaux est directement proportionnel à au périmètre de la section du canal. Afin de remplir dans les meilleures conditions le moule, il est nécessaire que la matière plastique se refroidisse le moins possible avant d'atteindre l'empreinte. - La section circulaire est donc la géométrie optimale à privilégier. - Difficile à usiner, on lui préférera parfois les sections parabolique et trapézoïdale. - Les sections semi circulaire et carré sont à proscrire. Zone à fort refroidissement Section circulaire Avantage : Inconvénient : Usinage des deux parties du moule, donc coût plus élevé. Page 17 / 26

18 Section parabolique Avantage : W Conicité 5% W = 1,25 x D D= Smax + 1,5 mm Inconvénient : Perte de chaleur et refroidissement plus important qu'avec un canal rond. D W Conicité 5% W = 1,25 x D D= Smax + 1,5 mm D Section trapézoïdale Avantage : Solution alternative à la forme parabolique. Inconvénient : Perte de chaleur et refroidissement plus important qu'avec la forme parabolique. Section semi circulaire et carré Facilement usinable, ces solutions favorisent les pertes de chaleur et donc un refroidissement plus important. Seuil d injection Il établit la relation entre le canal d'alimentation et l'empreinte. Il doit être le plus faible possible afin de ne pas laisser de trace sur la pièce et permettre la séparation de la pièce et du déchet d alimentation (carotte + canaux). La réduction importante de la section d entrée impose à la matière une accélération violente et un réchauffement considérable. On limitera la longueur du seuil à 0,5-1,5 mm. Page 18 / 26

19 Injection Direct Dans le cas des pièces exigeant un maintien en pression prolongé (généralement des pièces à paroi épaisse), la méthode la plus simple consiste à prévoir une injection directe par la carotte. Principal inconvénient : Injection latérale C'est une solution que l'on rencontre très couramment. L'emplacement excentré du seuil d injection permet : Injection latérale décalée Assez proche de l'injection latérale, cette configuration minimise l'effet de jet libre. On notera que la marque laissée sur la pièce est plus importante que dans la cas d'un simple seuil latéral. Injection en éventail C'est un type particulier d'entrée latérale servant à injecter les sections planes minces. Ce seuil étale la matière en la répartissant uniformément dans l'empreinte. Cette entrée contribue à réduire les déformations et elle convient à l'injection des pièces rectangulaires. La surface de l'entrée doit être toujours inférieure à la surface de la section droite du canal qui l'alimente. Inconvénient : Page 19 / 26

20 Emplacement des seuils L'emplacement des seuils d'injection est également très important. Si l'alimentation est prévue à proximité d'une broche, il y a un risque de flexion de celle-ci. Dans le cas d'une alimentation au niveau d'une broche, on veillera à assurer un remplissage équilibré de l'empreinte (limitation de la flexion). Remplissage de l empreinte : L expérience montre que le remplissage d une pièce d épaisseur non constante, le remplissage ne s effectue pas de manière homogène. Point d injection Il convient donc dans la mesure du possible lors de la conception de concevoir des pièces avec des parois d épaisseur constante. Le remplissage d'une pièce plus complexe conduit parfois à la création d'une ligne de soudure lorsque deux flux de plastique à trop basse température se rejoignent. La pièce finale présente un défaut d'aspect. Ligne de soudure. Rencontre de deux fronts de plastiques à trop basses température. Defaut d'aspect Page 20 / 26

21 Afin de ne pas avoir de ligne de soudure, il faut envisager de placer plusieurs seuils d'injection sur la pièce. Dans notre configuration, deux seuils d'injection en vis à vis déplaceront la ligne de soudure éventuelle au centre de la pièce. En fait, les deux fronts de matières se rencontreront à plus haute température, atténuant ainsi les défauts d'aspects. Fonction Ejection Après solidification de la matière injectée, le moule est ouvert et la pièce (ou les pièces) formée doit être éjectée. Cette évacuation doit être réalisée sans rupture de la pièce, ni marques, ni déformation et sans efforts importants. Cette fonction est assurée par des dispositifs mécaniques, pneumatiques ou hydrauliques. Dépouille Pour faciliter l'extraction et l'éjection des pièces hors du moule, il est recommandé de prévoir une dépouille d'environ 1/2 à 2 par côté, Dépouille 8 sur les faces intérieures et extérieures de la pièce. Non Démoulable Démoulable Recommandations Plan de joint Lors de l ouverture, la pièce doit rester sur la partie mobile car le système d attelage de la presse se trouve du côté mobile. - L'extraction doit être possible (étudier la position de la pièce par rapport au plan de joint). - Placer des dépouilles plus importantes sur la pièce en contact avec la partie fixe. - Lors de l éjection, la pièce ne doit pas être déformée ou cassée. Il faut donc veiller à : - Ejecter la pièce à une température optimale afin que la matière soit suffisamment solide. - Placer les éjecteurs dans les zones rigides de la pièce (paroi perpendiculaire au plan de joint, nervure) - Avoir une surface d'éjection maximale (afin de réduire la pression de contact). - Page 21 / 26
22 Ejecteurs cylindriques Les tiges d'éjecteurs cylindriques sont les éléments les plus utilisés pour le démoulage. Ces éjecteurs doivent être situés judicieusement sur la pièce et en nombre suffisant, de façon à éjecter la pièce sans dommage ni déformation. Les éjecteurs sont réalisés en acier nitruré et existent en dimensions standard du diamètre 2 à 20 mm. Emplacement des points d'éjection : - Près des points opposant une grande résistance à l'extraction. - Dans les zones de forte rigidité. (pour supporter l effort de poussée de l éjection) - Solution intéressante mais plus coûteuse (cyl. 25 Fr tubul. 300 Fr) qui nécessite un verrouillage en position de la broche centrale. Ejection plaque Les pièces à parois minces, Ejecteurs tubulaires Pour certaines pièces à noyau central cylindrique, l'éjection peut se faire avantageusement à l'aide d'un éjecteur tubulaire ou annulaire. Il s'agit d'un tube qui coulisse sur la broche (qui sert de noyau fixe) et vient pousser la pièce sur une surface plane et circulaire. Page 22 / 26
23 Arrache Carotte Lors de l'ouverture du moule, il est nécessaire de s'assurer que la carotte ne reste pas dans la buse d'injection du coté du bloc fixe. A cette fin, on utilise un arrache carotte coté partie mobile. Classification des outillages Moule deux plaques C'est le type de moule le plus couramment utilisé à cause de Moule à tiroir Permet le démoulage de Pièces à obtenir Moule fermé Plaque d'ejection Tiroir Partie mobile Moule trois plaques Ouverture du moule Déplacement du tiroir sous l'action du ressort des pièces injectées et des déchets (canaux, carotte)lors de l'ouverture du moule. Ouverture du moule Ejection Sortie du système d'éjection Page 23 / 26
24 Vérification capacités machines Il convient de vérifier que la presse d'injection est capable de produire nos pièces. Pour cela il est nécessaire de faire trois vérifications : Diam 8mm Long 50mm - calcul du volume de matière injectée, - calcul de la force de fermeture, - calcul du pourcentage de dechet (rentabilité). On reprend l'étude de la pièce étudiée précédemment. Il a été décidé d'injecter deux pièces simultanément. Diam 12 mm Long 30 mm Hypothèse : - Le seuil d'injection est décalé. - Le plan de joint se situe sur la face avant de la pièce. - La conicité de la carotte est négligée. - Le phénomène de retrait est négligé. - Les canaux seront considérés comme des cylindres (forme arrondie des extrémités négligée). Diam 13mm Long 30 mm Diam 8mm Long 10 mm Calcul du volume injecté Il est nécessaire de déterminer le volume de matière total à injecter. Il s agit de vérifier si la presse dont on dispose est capable d injecter un tel volume de matière. Application : Calculer le volume de matière injecté dans l exemple détaillé précédemment Pourcentage de déchet Le pourcentage de déchet est le rapport entre le volume de déchets et le volume total injecté. Ce nombre caractérise la quantité de matière utilisé qui part sous forme de déchet. Il faut veiller à avoir un pourcentage de déchet le plus faible possible (notamment en utilisant des moules multi empreintes). %Dechet = Volume déchet / Volume injecté x 100 avec Volume dechet = Volume canaux Application : Calculer le pourcentage de déchet dans l exemple détaillé précédemment. Page 24 / 26
25 Force de verrouillage minimale L étanchéité du moule, lors de sa fermeture doit être totale. La pression d injection de la matière dans les empreintes exerce des efforts sur les parois du moule dans toutes les directions, et a donc tendance à ouvrir le moule. La force minimum de verrouillage est proportionnelle au produit de la pression d injection et de la somme des surfaces injectées projetées sur le plan de joint. Nota : serrer trop fort ne nuit pas au moule, mais engendre des dépenses d énergies inutiles. La surface à prendre en compte, est la projection (l ombre de l empreinte) sur le plan de joint, sans oublier de compter les canaux, la carotte, et de déduire les trous. Dans l exemple suivant, la surface de la grappe d alimentation est négligée. F ver. = force de verrouillage mini P inj = pression d injection en bars ou en MPa, (ex. presse Arburg : 1600 bars mini= 160 MPa) S proj. = somme des surfaces «pièces» projetées en cm², sachant que 1 bar=0,1 N/mm² =1daN/cm² k = pertes de charge dans les divers canaux (20 à 50% de pertes)= 0,8 à 0,5 F ver = P inj x S proj. x k Surface projetée Pièce moulée Application : Calculer la force de verrouillage mini dans l exemple détaillé précédemment. On se placera dans le cas ou la pression d injection est de 800 bars. Page 25 / 26
26 Ressources CARACTÉRISTIQUES TECHNIQUES de la PRESSE BABYPLAST Désignation Unité Valeur Ø du piston mm Volume cm3 4 6, Pression d'inj. kg/cm Force de fermeture KN 62 Force d'ouverture KN 4 course d'ouverture mm Force d'éjection KN 5 Course d'éjection mm 45 Pression hydraulique kg/cm2 130 Réservoir d'huile L environ 16 Cycle à vide S 2,4 Puissance installée KW 2,75 Poids kg environ 120 Dimensions mm 890x650x456 Page 26 / 26
SÉRIE RM Découpeuses-Cambreuses RM 40K / RM 40KS / RM 40P
 SÉRIE RM Découpeuses-Cambreuses RM 40K / RM 40KS / RM 40P Fabrication de grandes séries avec une efficacité accrue Augmentez la qualité de vos pièces de précision, réduisez vos coûts unitaires et fabriquez
SÉRIE RM Découpeuses-Cambreuses RM 40K / RM 40KS / RM 40P Fabrication de grandes séries avec une efficacité accrue Augmentez la qualité de vos pièces de précision, réduisez vos coûts unitaires et fabriquez
CIRCUITS DE PUISSANCE PNEUMATIQUES
 V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
Centreur fin cylindrique pour la fabrication de moules. Le développement
 Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
Défauts dan les sachets souples état date stérilisables en autoclave nouveau 31/05/2002 Caractérisation et classification
 chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
Moulage par injection
 TECHNIQUES DE MISE EN FORME Moulage par injection ROB THOMPSON Voici un chapitre de l'ouvrage «Design : Les procédés de fabrication» (éd. Vial, 2012) présenté dans «Technomag» (p. 24). Le support de son
TECHNIQUES DE MISE EN FORME Moulage par injection ROB THOMPSON Voici un chapitre de l'ouvrage «Design : Les procédés de fabrication» (éd. Vial, 2012) présenté dans «Technomag» (p. 24). Le support de son
Amortisseurs de fin de course
 Les amortisseurs linéaires de fin de course DICTATOR amortissent doucement des portes coulissantes coupe-feu justement avant qu'elles atteignent la position finale. Les amortisseurs DICTATOR ont été testés
Les amortisseurs linéaires de fin de course DICTATOR amortissent doucement des portes coulissantes coupe-feu justement avant qu'elles atteignent la position finale. Les amortisseurs DICTATOR ont été testés
BROCHURE PRODUIT. Swift-fix Solutions de fixation des pièces pour les applications de mesure
 BROCHURE PRODUIT Swift-fix Solutions de fixation des pièces pour les applications de mesure swift-fix Une gamme unique de systèmes de fixation et de serrage de pièces, signée Hexagon Metrology Swift-fix
BROCHURE PRODUIT Swift-fix Solutions de fixation des pièces pour les applications de mesure swift-fix Une gamme unique de systèmes de fixation et de serrage de pièces, signée Hexagon Metrology Swift-fix
MOTO ELECTRIQUE. CPGE / Sciences Industrielles pour l Ingénieur TD06_08 Moto électrique DIAGRAMME DES INTER-ACTEURS UTILISATEUR ENVIRONNEMENT HUMAIN
 MOTO ELECTRIQUE MISE EN SITUATION La moto électrique STRADA EVO 1 est fabriquée par une société SUISSE, située à LUGANO. Moyen de transport alternatif, peut-être la solution pour concilier contraintes
MOTO ELECTRIQUE MISE EN SITUATION La moto électrique STRADA EVO 1 est fabriquée par une société SUISSE, située à LUGANO. Moyen de transport alternatif, peut-être la solution pour concilier contraintes
armoires de fermentation
 armoires de fermentation contrôlée Le froid qui préserve vos pâtes 5 7 7, r u e C é l e s t i n H e n n i o n - 5 9 1 4 4 G O M M E G N I E S t é l. + 3 3. ( 0 ) 3. 2 7. 2 8. 1 8. 1 8 - f a x. + 3 3. (
armoires de fermentation contrôlée Le froid qui préserve vos pâtes 5 7 7, r u e C é l e s t i n H e n n i o n - 5 9 1 4 4 G O M M E G N I E S t é l. + 3 3. ( 0 ) 3. 2 7. 2 8. 1 8. 1 8 - f a x. + 3 3. (
Robots CNC. WITTMANN nommé «Meilleur achat» pour les robots. Technology working for you.
 Robots CNC WITTMANN nommé «Meilleur achat» pour les robots Technology working for you. Le concept robot novateur Des dizaines d années d expériences, de développements et d innovations ont fait des robots
Robots CNC WITTMANN nommé «Meilleur achat» pour les robots Technology working for you. Le concept robot novateur Des dizaines d années d expériences, de développements et d innovations ont fait des robots
OCEANE Machine de brasage double vague
 Information générale Un concept de machine qui offre une performance remarquable, machine spécialement conçue pour les petites et moyennes séries, idéal pour toutes les exigences de production. Tout le
Information générale Un concept de machine qui offre une performance remarquable, machine spécialement conçue pour les petites et moyennes séries, idéal pour toutes les exigences de production. Tout le
Centre de tournage. et de fraisage CNC TNX65/42
 Centre de tournage et de fraisage CNC TNX65/42 Le tour TRAUB TNX65/42 pose de nouveaux jalons dans l'usinage à haute performance. Le concept de machine futuriste avec l'incomparable nouvelle unité de fraisage
Centre de tournage et de fraisage CNC TNX65/42 Le tour TRAUB TNX65/42 pose de nouveaux jalons dans l'usinage à haute performance. Le concept de machine futuriste avec l'incomparable nouvelle unité de fraisage
LES ESCALIERS. Les mots de l escalier
 Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
D'un simple coup d'oeil: Caractéristiques techniques de la MC15. 44 cm. 40 cm. Idéale pour des fontes uniques et des petites séries
 D'un simple coup d'oeil: Idéale pour des fontes uniques et des petites séries Besoin infime en matière l'équivalent d'un dé à coudre Un générateur de 3,5 kw autorisant une montée de température pour les
D'un simple coup d'oeil: Idéale pour des fontes uniques et des petites séries Besoin infime en matière l'équivalent d'un dé à coudre Un générateur de 3,5 kw autorisant une montée de température pour les
DISQUE DUR. Figure 1 Disque dur ouvert
 DISQUE DUR Le sujet est composé de 8 pages et d une feuille format A3 de dessins de détails, la réponse à toutes les questions sera rédigée sur les feuilles de réponses jointes au sujet. Toutes les questions
DISQUE DUR Le sujet est composé de 8 pages et d une feuille format A3 de dessins de détails, la réponse à toutes les questions sera rédigée sur les feuilles de réponses jointes au sujet. Toutes les questions
BROSSE DE DÉSHERBAGE GAUCHE/DROITE
 BROSSE DE DÉSHERBAGE GAUCHE/DROITE GÉNÉRALITÉS La brosse est montée sur une plaque de montage DIN [brosse latérale], elle est équipée (d origine) avec des béquilles et peut être montée et démontée par
BROSSE DE DÉSHERBAGE GAUCHE/DROITE GÉNÉRALITÉS La brosse est montée sur une plaque de montage DIN [brosse latérale], elle est équipée (d origine) avec des béquilles et peut être montée et démontée par
Serrure Motorisée Asservie - Mise en Applique
 ZD313357 Ve B MAJ le 21.03.13 Serrure Motorisée Asservie - Mise en Applique Notice d installation Verrouillage motorisé 1 / 2 point (s). Système à sécurité positive (rupture de courant) Conforme à la norme
ZD313357 Ve B MAJ le 21.03.13 Serrure Motorisée Asservie - Mise en Applique Notice d installation Verrouillage motorisé 1 / 2 point (s). Système à sécurité positive (rupture de courant) Conforme à la norme
NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine
 NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine «Capteur autonome eau chaude» Choix de la gamme ECOAUTONOME a retenu un capteur solaire
NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine «Capteur autonome eau chaude» Choix de la gamme ECOAUTONOME a retenu un capteur solaire
Fauteuil dentaire monté vers le haut, Modèle CARE-22
 Fauteuil dentaire monté vers le haut, Modèle CARE-22 Fauteuil dentaire monté vers le haut, Modèle CARE-22 Réf. SOC-RYS-301017 Caractéristique : Système d exploitation à main monté vers le haut, design
Fauteuil dentaire monté vers le haut, Modèle CARE-22 Fauteuil dentaire monté vers le haut, Modèle CARE-22 Réf. SOC-RYS-301017 Caractéristique : Système d exploitation à main monté vers le haut, design
(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
NOTICE D'UTILISATION POUR TIROIRS-CAISSES À OUVERTURE PAR PRESSION TIROIRS-CAISSES ENCASTRÉS CAISSES SOUS COMPTOIR CAISSES SUR COMPTOIR
 NOTICE D'UTILISATION POUR TIROIRS-CAISSES À OUVERTURE PAR PRESSION TIROIRS-CAISSES ENCASTRÉS CAISSES SOUS COMPTOIR CAISSES SUR COMPTOIR Copyright 2002 Mogler-Kassen GmbH, Rappenau Printed in Germany Tous
NOTICE D'UTILISATION POUR TIROIRS-CAISSES À OUVERTURE PAR PRESSION TIROIRS-CAISSES ENCASTRÉS CAISSES SOUS COMPTOIR CAISSES SUR COMPTOIR Copyright 2002 Mogler-Kassen GmbH, Rappenau Printed in Germany Tous
Collecteur de distribution de fluide
 Collecteur de distribution de fluide Guide des applications Un sous-système prêt-à-monter Des sous-systèmes prêts-à-monter, disponibles en quelques semaines et non en quelques mois. Une conception testée
Collecteur de distribution de fluide Guide des applications Un sous-système prêt-à-monter Des sous-systèmes prêts-à-monter, disponibles en quelques semaines et non en quelques mois. Une conception testée
DISPOSITIF DE BLOCAGE STATIQUE Ø 32 à 100 mm - double effet ISO 15552
 DISPOSITIF DE BLOCAGE STATIQUE Ø 3 à 100 mm - double effet ISO 1555 Séries 53-50 9 PRESENTATION Il est destiné à assurer le maintien et le blocage en position extrême de la tige du vérin sous charge lors
DISPOSITIF DE BLOCAGE STATIQUE Ø 3 à 100 mm - double effet ISO 1555 Séries 53-50 9 PRESENTATION Il est destiné à assurer le maintien et le blocage en position extrême de la tige du vérin sous charge lors
FORMULAIRE DE REPONSE
 Lot 1 : Item 2 : Table d Etudiant Dimensions : 70 X 50X75 cm - Piètement en tube acier carré type «serrurier» de 30X30X1.5 mm - Traverses du cadre en tube acier rectangulaire tube «serrurier» de 30X15X1.5
Lot 1 : Item 2 : Table d Etudiant Dimensions : 70 X 50X75 cm - Piètement en tube acier carré type «serrurier» de 30X30X1.5 mm - Traverses du cadre en tube acier rectangulaire tube «serrurier» de 30X15X1.5
1 Définition. 2 Systèmes matériels et solides. 3 Les actions mécaniques. Le système matériel : Il peut être un ensemble.un sous-ensemble..
 1 Définition GÉNÉRALITÉS Statique 1 2 Systèmes matériels et solides Le système matériel : Il peut être un ensemble.un sous-ensemble..une pièce mais aussi un liquide ou un gaz Le solide : Il est supposé
1 Définition GÉNÉRALITÉS Statique 1 2 Systèmes matériels et solides Le système matériel : Il peut être un ensemble.un sous-ensemble..une pièce mais aussi un liquide ou un gaz Le solide : Il est supposé
AUTOPORTE III Notice de pose
 AUTOPORTE III Notice de pose Vous avez acquis le système AUTOPORTE, nous vous en remercions. Veuillez lire attentivement cette notice, vous serez à même de faire fonctionner correctement ce système. FONCTIONNEMENT
AUTOPORTE III Notice de pose Vous avez acquis le système AUTOPORTE, nous vous en remercions. Veuillez lire attentivement cette notice, vous serez à même de faire fonctionner correctement ce système. FONCTIONNEMENT
(ANALYSE FONCTIONNELLE ET STRUCTURELLE)
") DOSSIER (ANALYSE FONCTIONNELLE ET STRUCTURELLE) Diagramme pieuvre. Diagramme F.A.S.T. Nomenclature Dessin d ensemble Vue éclatée Ce dossier comprend : 1. Recherche du Besoin Fondamental du Produit A qui
DOSSIER (ANALYSE FONCTIONNELLE ET STRUCTURELLE) Diagramme pieuvre. Diagramme F.A.S.T. Nomenclature Dessin d ensemble Vue éclatée Ce dossier comprend : 1. Recherche du Besoin Fondamental du Produit A qui
1 Le module «train avant»
 Face au constat des années précédentes, il est difficile de faire de grosses interventions dans le délai intercourse; c est pourquoi nous proposons une voiture constituée de cinq modules interchangeables
Face au constat des années précédentes, il est difficile de faire de grosses interventions dans le délai intercourse; c est pourquoi nous proposons une voiture constituée de cinq modules interchangeables
Douille expansibleécarteur
 08/2011 Instructions de montage 999415003 fr Douille expansibleécarteur 15,0 Référence 581120000 Description La douille expansible écarteur 15,0 sert à l ancrage du coffrage une face dans le béton. Il
08/2011 Instructions de montage 999415003 fr Douille expansibleécarteur 15,0 Référence 581120000 Description La douille expansible écarteur 15,0 sert à l ancrage du coffrage une face dans le béton. Il
Variantes du cycle à compression de vapeur
 Variantes du cycle à compression de vapeur Froid indirect : circuit à frigoporteur Cycle mono étagé et alimentation par regorgement Cycle bi-étagé en cascade Froid direct et froid indirect Froid direct
Variantes du cycle à compression de vapeur Froid indirect : circuit à frigoporteur Cycle mono étagé et alimentation par regorgement Cycle bi-étagé en cascade Froid direct et froid indirect Froid direct
protection incendie Ouvrant de façade : Orcades
 protection incendie Ouvrant de façade : Orcades FTE 502 130 D Mai 2011 Orcades ouvrant de façade d amenée d air Avantages Esthétique soignée (grille Cyclades en façade intérieure en option). Bonne isolation
protection incendie Ouvrant de façade : Orcades FTE 502 130 D Mai 2011 Orcades ouvrant de façade d amenée d air Avantages Esthétique soignée (grille Cyclades en façade intérieure en option). Bonne isolation
Vannes à 2 ou 3 voies, PN16
 4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE
 ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
DOSSIER TECHNIQUE R-GO SPA. Production et assemblage 100 % Française. 3 Rue Pierre Mendès France 61200 ARGENTAN
 DOSSIER TECHNIQUE R-GO SPA R-GO SPA Production et assemblage 100 % Française 1 Implantation technique Il faut retenir que la partie technique a un encombrement total de 250 cm par 90 cm au minimum, et
DOSSIER TECHNIQUE R-GO SPA R-GO SPA Production et assemblage 100 % Française 1 Implantation technique Il faut retenir que la partie technique a un encombrement total de 250 cm par 90 cm au minimum, et
Sommaire Table des matières
 Notice de montage 1 Sommaire Table des matières I. Mise en garde... 3 II. Avant de commencer... 4 1. Préparer vos outils... 4 2. Pièces nécessaires pour le montage de votre porte Keritek... 5 III. Étape
Notice de montage 1 Sommaire Table des matières I. Mise en garde... 3 II. Avant de commencer... 4 1. Préparer vos outils... 4 2. Pièces nécessaires pour le montage de votre porte Keritek... 5 III. Étape
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques
 et structures mécaniques") Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études
35C11-13 13-15V 15V (/P) Fourgon avec Quad-Leaf FR F1A - Euro5+ LD
 Fourgon avec Quad-Leaf FR F1A - Euro5+ LD") 35C11-13 13-15V 15V (/P) avec Quad-Leaf FR F1A - Euro5+ LD Modellen len / Modèle : Daily 35C11-13 13-15V 15V (/P) Dimensions (mm) & poids (kg) Quad-Leaf Empattement / Toit 3520 / H1 3520 / H2 4100 / H2
35C11-13 13-15V 15V (/P) avec Quad-Leaf FR F1A - Euro5+ LD Modellen len / Modèle : Daily 35C11-13 13-15V 15V (/P) Dimensions (mm) & poids (kg) Quad-Leaf Empattement / Toit 3520 / H1 3520 / H2 4100 / H2
Transmetteur de pression de haute qualité pour applications industrielles Type S-10
 Mesure électronique de pression Transmetteur de pression de haute qualité pour applications industrielles Type S-10 Fiche technique WIKA PE 81.01 pour plus d'agréments, voir page 4 Applications Construction
Mesure électronique de pression Transmetteur de pression de haute qualité pour applications industrielles Type S-10 Fiche technique WIKA PE 81.01 pour plus d'agréments, voir page 4 Applications Construction
KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux.
 KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux. Très grandes performances en un temps record: Scies automatiques
KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux. Très grandes performances en un temps record: Scies automatiques
Variotec 150/GV. La ferrure. Domaine d'utilisation. Données spécifiques HAWA-Variotec 150/GV. Exemples de construction. Entailles du verre.
 Ferrure en construction modulaire pour portes et cloisons coulissantes élégantes en verre de 70 à 150 kg par vantail et épaisseurs de verre de 10 12,7 mm. La ferrure La ferrure HAWA- a d'exceptionnelles
Ferrure en construction modulaire pour portes et cloisons coulissantes élégantes en verre de 70 à 150 kg par vantail et épaisseurs de verre de 10 12,7 mm. La ferrure La ferrure HAWA- a d'exceptionnelles
FONTANOT CREE UNE LIGNE D ESCALIERS IMAGINÉE POUR CEUX QUI AIMENT LE BRICOLAGE.
 STILE FONTANOT CREE UNE LIGNE D ESCALIERS IMAGINÉE POUR CEUX QUI AIMENT LE BRICOLAGE. 2 3 Magia. Une gamme de produits qui facilitera le choix de votre escalier idéal. 4 06 Guide pour la sélection. 16
STILE FONTANOT CREE UNE LIGNE D ESCALIERS IMAGINÉE POUR CEUX QUI AIMENT LE BRICOLAGE. 2 3 Magia. Une gamme de produits qui facilitera le choix de votre escalier idéal. 4 06 Guide pour la sélection. 16
CONSEIL. Memo page 2&3. La serrure à mortaiser page 4&5. La serrure en applique pages 6 POSER UNE SERRURE 10.02. Castorama
 10.02 POSER UNE SERRURE CONSEIL Castorama Memo page 2&3 La serrure à mortaiser page 4&5 La serrure en applique pages 6 page 1/6 MEMO Ce mémo vous permet de préparer votre chantier sans perdre de temps.
10.02 POSER UNE SERRURE CONSEIL Castorama Memo page 2&3 La serrure à mortaiser page 4&5 La serrure en applique pages 6 page 1/6 MEMO Ce mémo vous permet de préparer votre chantier sans perdre de temps.
DPM 100/50 NOTICE D UTILISATION
 DPM 100/50 NOTICE D UTILISATION Contenu Mortaiser les portes en bois Mortaiser les portes en bois Pages 3-5 Procédure recommandée Percer des trous droits dans les portes Page 5 Mortaiser les portes en
DPM 100/50 NOTICE D UTILISATION Contenu Mortaiser les portes en bois Mortaiser les portes en bois Pages 3-5 Procédure recommandée Percer des trous droits dans les portes Page 5 Mortaiser les portes en
Eau chaude sanitaire FICHE TECHNIQUE
 FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
BROSSE DE DESHERBAGE
 BROSSE DE DESHERBAGE Montage sur plaque de base à l avant d une balayeuse aspiratrice (Réception DRIEE en genre VASP/VOIRIE) Pour éliminer les mauvaises herbes, algues et mousses sur la voirie et les espaces
BROSSE DE DESHERBAGE Montage sur plaque de base à l avant d une balayeuse aspiratrice (Réception DRIEE en genre VASP/VOIRIE) Pour éliminer les mauvaises herbes, algues et mousses sur la voirie et les espaces
Temp-Classic XS. Ce chariot buffet comprend un compartiment four de 4 x 1/1 GN ainsi qu un compartiment neutre de 2 x 1/1 GN.
 Temp-Classic Temp-Classic Temp-Classic transforme incontestablement votre repas en un moment fort. Les couleurs, les odeurs et le choix: vous servez instantanément à vos clients la tentation raffinée d
Temp-Classic Temp-Classic Temp-Classic transforme incontestablement votre repas en un moment fort. Les couleurs, les odeurs et le choix: vous servez instantanément à vos clients la tentation raffinée d
WM-020-288-00-fr. Système de serrage point zéro SPEEDY airtec 1
 Système de serrage point zéro SPEEDY GO! Productivité maximale Le système de serrage point zéro SPEEDY airtec vous permet de maximiser le rendement de votre unité de production. Fini les opérations de
Système de serrage point zéro SPEEDY GO! Productivité maximale Le système de serrage point zéro SPEEDY airtec vous permet de maximiser le rendement de votre unité de production. Fini les opérations de
Ferrures d assemblage
 Ferrures d assemblage Table des matières Ferrures d assemblage à percer 3-9 Ferrures d assemblage à visser 10-13 Équerre d assemblage et plaques de raccord 14-19 Ferrures d assemblage spécifiques 20-22
Ferrures d assemblage Table des matières Ferrures d assemblage à percer 3-9 Ferrures d assemblage à visser 10-13 Équerre d assemblage et plaques de raccord 14-19 Ferrures d assemblage spécifiques 20-22
Qualité et design pour cette gamme de standing!
 V60 ET V50 Qualité et design pour cette gamme de standing! Pour les bâtiments de standing, Vachette a été la 1 ère marque en Europe à proposer une gamme de serrures tubulaires V60 et V50 à l'esthétique
V60 ET V50 Qualité et design pour cette gamme de standing! Pour les bâtiments de standing, Vachette a été la 1 ère marque en Europe à proposer une gamme de serrures tubulaires V60 et V50 à l'esthétique
LES CIRCULATIONS VERTICALES
 5 5.1 LES ESCALIERS FOCUS 1 : LA SIGNALÉTIQUE PRINCIPES GÉNÉRAUX DE L ACCESSIBILITÉ Les escaliers constituent un obstacle pour certains usagers ne pouvant pas ou ayant du mal à se déplacer en marchant.
5 5.1 LES ESCALIERS FOCUS 1 : LA SIGNALÉTIQUE PRINCIPES GÉNÉRAUX DE L ACCESSIBILITÉ Les escaliers constituent un obstacle pour certains usagers ne pouvant pas ou ayant du mal à se déplacer en marchant.
Les composites thermoplastiques
 Les composites thermoplastiques Définition Par définition, un thermoplastique (anglais :thermoplast) est un matériau à base de polymère (composé de macromolécules) qui peut être mis en forme, à l état
Les composites thermoplastiques Définition Par définition, un thermoplastique (anglais :thermoplast) est un matériau à base de polymère (composé de macromolécules) qui peut être mis en forme, à l état
- Tente de réception louée complète (structure, bâches de toit et cotés, piquets)
") Location tente de réception 5x10 état neuf gris clair et blanc La tente de réception est conçue pour une utilisation lors des fêtes et autres événements est, en tant que tels, uniquement destiné à un montage
Location tente de réception 5x10 état neuf gris clair et blanc La tente de réception est conçue pour une utilisation lors des fêtes et autres événements est, en tant que tels, uniquement destiné à un montage
Les mesures à l'inclinomètre
 NOTES TECHNIQUES Les mesures à l'inclinomètre Gérard BIGOT Secrétaire de la commission de Normalisation sols : reconnaissance et essais (CNSRE) Laboratoire régional des Ponts et Chaussées de l'est parisien
NOTES TECHNIQUES Les mesures à l'inclinomètre Gérard BIGOT Secrétaire de la commission de Normalisation sols : reconnaissance et essais (CNSRE) Laboratoire régional des Ponts et Chaussées de l'est parisien
Vanne " Tout ou Rien" à siège incliné Type 3353
 Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
Réussir l assemblage des meubles
 Réussir l assemblage des meubles Assemblages en ligne Systèmes d accrochage de meuble LES BONS CONSEILS POUR FAIRE SOI-MÊME! 1 Les différents types d assemblage Les assemblages en angle ou en croix permettent
Réussir l assemblage des meubles Assemblages en ligne Systèmes d accrochage de meuble LES BONS CONSEILS POUR FAIRE SOI-MÊME! 1 Les différents types d assemblage Les assemblages en angle ou en croix permettent
Vis à béton FBS et FSS
 Vis à béton FBS et FSS Un montage rapide et de hautes performances. ETA-11/0093 ETAG 001-6 Usage multiple pour application non structurelle dans le béton Z-21.8-2015 ETA-11/0095 ETAG 001-3 Option 1 pour
Vis à béton FBS et FSS Un montage rapide et de hautes performances. ETA-11/0093 ETAG 001-6 Usage multiple pour application non structurelle dans le béton Z-21.8-2015 ETA-11/0095 ETAG 001-3 Option 1 pour
Études et recherches. La sécurité des machines automatisées RAPPORT R-557
 Sécurité des outils, des machines et des procédés industriels Études et recherches RAPPORT R-557 La sécurité des machines automatisées Analyse des risques et des moyens de protection sur une presse à injection
Sécurité des outils, des machines et des procédés industriels Études et recherches RAPPORT R-557 La sécurité des machines automatisées Analyse des risques et des moyens de protection sur une presse à injection
INSTRUCTIONS DE POSE
 5/2013 FR INSTRUCTIONS DE POSE Etant donné la plus longue durée de vie de la porte en bois composite Duofuse par rapport à une porte en bois classique, il est important de la placer correctement afin de
5/2013 FR INSTRUCTIONS DE POSE Etant donné la plus longue durée de vie de la porte en bois composite Duofuse par rapport à une porte en bois classique, il est important de la placer correctement afin de
Soupape de sécurité trois voies DSV
 Soupape de sécurité trois voies DSV DSV 10 - M DSV 10 M - Perçage en T DSV 10 - EY 1. Description 1.1. GENERALITES La vanne de sécurité trois voies permet d'assurer l'isolement et la décharge des accumulateurs
Soupape de sécurité trois voies DSV DSV 10 - M DSV 10 M - Perçage en T DSV 10 - EY 1. Description 1.1. GENERALITES La vanne de sécurité trois voies permet d'assurer l'isolement et la décharge des accumulateurs
Comment créer votre propre lampes LED
 Comment créer votre propre lampes LED Intro Un tutorial pour faire fabriqué des ampoules LED comme à l usine. Après de nombreuses tentatives pour faire toutes sortes de conversions LED, j ai enfin trouvé
Comment créer votre propre lampes LED Intro Un tutorial pour faire fabriqué des ampoules LED comme à l usine. Après de nombreuses tentatives pour faire toutes sortes de conversions LED, j ai enfin trouvé
SERRURE ÉLECTRONIQUE À PÊNE DORMANT
 Marquez un cercle de 1 po (25.4 mm) de diamètre au centre du bord de la porte. 2" 1-3/4" 1-9/16" 1-3/8" 51 45 40 35 POUR DISTANCE D'ENTRÉE de 2-3/8 po ( 60mm ) Pliez ce gabarit sur la ligne pointillée
Marquez un cercle de 1 po (25.4 mm) de diamètre au centre du bord de la porte. 2" 1-3/4" 1-9/16" 1-3/8" 51 45 40 35 POUR DISTANCE D'ENTRÉE de 2-3/8 po ( 60mm ) Pliez ce gabarit sur la ligne pointillée
RAPPORT DE CLASSEMENT. RAPPORT DE CLASSEMENT n EFR-14-002348
 Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
- Motorisation électrique (vérins) permettant d ajuster la hauteur du plan de travail.
 permettant d ajuster la hauteur du plan de travail.") Publié sur Ergotechnik (http://www.ergotechnik.com) SLIMLIFT 6230 DESCRIPTION - Disponible en version droite uniquement. - Motorisation électrique (vérins) permettant d ajuster la hauteur du plan de travail.
Publié sur Ergotechnik (http://www.ergotechnik.com) SLIMLIFT 6230 DESCRIPTION - Disponible en version droite uniquement. - Motorisation électrique (vérins) permettant d ajuster la hauteur du plan de travail.
STANDARD DE CONSTRUCTION CONDUITS, ATTACHES ET RACCORDS DE
 , ATTACHES ET RACCORDS DE PARTIE 1 - GÉNÉRALITÉS 1.1 EMPLACEMENT DES 1.1.1 Les conduits posés devraient être indiqués sur les plans. Ils devraient être installés perpendiculairement aux lignes du bâtiment.
, ATTACHES ET RACCORDS DE PARTIE 1 - GÉNÉRALITÉS 1.1 EMPLACEMENT DES 1.1.1 Les conduits posés devraient être indiqués sur les plans. Ils devraient être installés perpendiculairement aux lignes du bâtiment.
QUINCAILLERIE POUR CAISSONS
 VÉRIN RÉGLABLE "HETTICH KORREKT" Vérin de réglage aux multiples avantages de montage. Combinaison parfaite entre patin, pied de réglage et fixation de plinthe de socle. Fixation sûre du pied dans le patin
VÉRIN RÉGLABLE "HETTICH KORREKT" Vérin de réglage aux multiples avantages de montage. Combinaison parfaite entre patin, pied de réglage et fixation de plinthe de socle. Fixation sûre du pied dans le patin
Force de serrage 123 N.. 21800 N. Pince de préhension parallèle à 2 doigts PGN-plus 160 avec doigts de préhension spécifiques à la pièce à manipuler
 PGN-plus Tailles 40.. 380 Poids 0.08 kg.. 39.5 kg Force de serrage 123 N.. 21800 N Course par doigt 2 mm.. 45 mm Poids de pièce recommandé 0.62 kg.. 80.5 kg Exemple d application Poste de chargement de
PGN-plus Tailles 40.. 380 Poids 0.08 kg.. 39.5 kg Force de serrage 123 N.. 21800 N Course par doigt 2 mm.. 45 mm Poids de pièce recommandé 0.62 kg.. 80.5 kg Exemple d application Poste de chargement de
Introduction. Si dans le kit un produit vous semble endommagé ou non conforme, veuillez faire une photo et nous l envoyer par mail pour vérification.
 Base Chenillard Introduction Avant de commencer le montage, veuillez vérifier l intégralité de la caisse et pointer chaque élément pour vérifier qu il ne manque rien. Il est important de lire la notice
Base Chenillard Introduction Avant de commencer le montage, veuillez vérifier l intégralité de la caisse et pointer chaque élément pour vérifier qu il ne manque rien. Il est important de lire la notice
Épreuve E5 : Conception détaillée. Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle
 BTS Conception et Réalisation de Systèmes Automatiques Épreuve E5 : Conception détaillée Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle Session 2013 Durée : 4 h Coefficient : 3 Matériel
BTS Conception et Réalisation de Systèmes Automatiques Épreuve E5 : Conception détaillée Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle Session 2013 Durée : 4 h Coefficient : 3 Matériel
DIFFRACTion des ondes
 DIFFRACTion des ondes I DIFFRACTION DES ONDES PAR LA CUVE À ONDES Lorsqu'une onde plane traverse un trou, elle se transforme en onde circulaire. On dit que l'onde plane est diffractée par le trou. Ce phénomène
DIFFRACTion des ondes I DIFFRACTION DES ONDES PAR LA CUVE À ONDES Lorsqu'une onde plane traverse un trou, elle se transforme en onde circulaire. On dit que l'onde plane est diffractée par le trou. Ce phénomène
Elaboration de Fer à Béton
 Elaboration de Fer à Béton Cisailles électriques Combinées (cisailles-cintreuses) Cintreuses électriques Cintreuses à étriers électriques Cisailles électro-hydrauliques manuelles et lieuse de barres d
Elaboration de Fer à Béton Cisailles électriques Combinées (cisailles-cintreuses) Cintreuses électriques Cintreuses à étriers électriques Cisailles électro-hydrauliques manuelles et lieuse de barres d
systèmes d étagères Ergonomique, flexible, sûr. Le système modulaire pour pharmacies hospitalières et services d hôpitaux.
 systèmes d étagères Ergonomique, flexible, sûr. Le système modulaire pour pharmacies hospitalières et services d hôpitaux. Système d étagères FAMA : une flexibilité optimale pour un rendement maximal.
systèmes d étagères Ergonomique, flexible, sûr. Le système modulaire pour pharmacies hospitalières et services d hôpitaux. Système d étagères FAMA : une flexibilité optimale pour un rendement maximal.
Sägen Hobeln Fräsen. Toupie à arbre fixe T12. Französisch
 Sägen Hobeln Fräsen Toupie à arbre fixe T12 Französisch 2 Une classe compacte peut-elle avoir des qualités Premium? Une toupie à arbre fixe offre-t-elle assez de flexibilité? Des résultats de fraisage
Sägen Hobeln Fräsen Toupie à arbre fixe T12 Französisch 2 Une classe compacte peut-elle avoir des qualités Premium? Une toupie à arbre fixe offre-t-elle assez de flexibilité? Des résultats de fraisage
Série M Echangeurs thermiques à plaques
 . kypour le chauffage et le refroidissement de votre installation Série M Echangeurs thermiques à plaques Applications Les échangeurs thermiques à plaques d Alfa Laval peuvent être utilisés pour le chauffage
. kypour le chauffage et le refroidissement de votre installation Série M Echangeurs thermiques à plaques Applications Les échangeurs thermiques à plaques d Alfa Laval peuvent être utilisés pour le chauffage
Matériau S235JR - DIN EN 10025 Finition de surface. Epaisseur du matériau 1,5 mm. Désignation Filetage M Cote X Longueur L Charge de traction
 Plaque de base MP Pour la pose de deux tubes avec un seul point de fixation Pour installation de 2 colliers sur un seul point de fixation Matériau S235JR - DIN EN 10025 Epaisseur du matériau 1,5 mm Les
Plaque de base MP Pour la pose de deux tubes avec un seul point de fixation Pour installation de 2 colliers sur un seul point de fixation Matériau S235JR - DIN EN 10025 Epaisseur du matériau 1,5 mm Les
MALLETTE DU SERRURIER MADELIN
 MALLETTE DU SERRURIER MADELIN Mallette du serrurier madelin Réf. 5000 La mallette du serrurier Madelin est le kit de base pour les dépanneurs occasionnels ou réguliers. Ouverture rapide en moins de 5 minutes
MALLETTE DU SERRURIER MADELIN Mallette du serrurier madelin Réf. 5000 La mallette du serrurier Madelin est le kit de base pour les dépanneurs occasionnels ou réguliers. Ouverture rapide en moins de 5 minutes
Détecteurs de proximité et interrupteurs de fin de course. Commande éprouvée, robuste et fiable
 Détecteurs de proximité et interrupteurs de fin de course Commande éprouvée, robuste et fiable DÉTECTEUR DE PROXIMITÉ INDUCTIF ACTUALITÉS PRODUIT Les détecteurs de proximité Allen-Bradley font figure de
Détecteurs de proximité et interrupteurs de fin de course Commande éprouvée, robuste et fiable DÉTECTEUR DE PROXIMITÉ INDUCTIF ACTUALITÉS PRODUIT Les détecteurs de proximité Allen-Bradley font figure de
T.I.P.E. Optimisation d un. moteur
 LEPLOMB Romain Année universitaire 2004-2005 LE ROI Gautier VERNIER Marine Groupe Sup B, C, D Professeur accompagnateur : M. Guerrier T.I.P.E Optimisation d un moteur 1 1. Présentation du fonctionnement
LEPLOMB Romain Année universitaire 2004-2005 LE ROI Gautier VERNIER Marine Groupe Sup B, C, D Professeur accompagnateur : M. Guerrier T.I.P.E Optimisation d un moteur 1 1. Présentation du fonctionnement
LES MATÉRIAUX DE MOULAGE ELASTOSIL M : LA VOIE DE LA FACILITÉ.
 LES MATÉRIAUX DE MOULAGE ELASTOSIL M : LA VOIE DE LA FACILITÉ. CREATING TOMORROW S SOLUTIONS Table des matières Techniques de moulage 4 Choix de la technique de moulage 6 Préparation du modèle 8 Préparation
LES MATÉRIAUX DE MOULAGE ELASTOSIL M : LA VOIE DE LA FACILITÉ. CREATING TOMORROW S SOLUTIONS Table des matières Techniques de moulage 4 Choix de la technique de moulage 6 Préparation du modèle 8 Préparation
Linum LN150 / LN250 STOCKAGE DISTRIBUTION. Rayonnages hygiéniques. Aluminium anodisé ou acier inoxydable 18/10 E-33
 Linum LN10 / LN0 Aluminium anodisé ou acier inoxydable 1/10 LINUM LN: finitions qualite alimentaire LN10: aluminium anodisé ALMG (1 micron) LN0: acier inoxydable 1/10 - AISI 0 Grilles ou étagères pleines
Linum LN10 / LN0 Aluminium anodisé ou acier inoxydable 1/10 LINUM LN: finitions qualite alimentaire LN10: aluminium anodisé ALMG (1 micron) LN0: acier inoxydable 1/10 - AISI 0 Grilles ou étagères pleines
MANUEL D INSTALLATION ET DE MISE EN SERVICE SOMMAIRE. Fonction. Avertissements Gamme de produits Caractéristiques techniques
 8/FR www.caleffi.com Groupes de transfert pour installations solaires Copyright Caleffi Séries 8 9 MANUEL D INSTALLATION ET DE MISE EN SERVICE SOMMAIRE Fonction Avertissements Gamme de produits Caractéristiques
8/FR www.caleffi.com Groupes de transfert pour installations solaires Copyright Caleffi Séries 8 9 MANUEL D INSTALLATION ET DE MISE EN SERVICE SOMMAIRE Fonction Avertissements Gamme de produits Caractéristiques
COMBISAFE ESCALIER UNIVERSEL TM MODE D EMPLOI
 COMBISAFE ESCALIER UNIVERSEL TM MODE D EMPLOI SOMMAIRE ESCALIER UNIVERSEL TM SOMMAIRE GÉNÉRALITÉ... 3 Introduction... 4 PRINCIPAUX ELEMENTS... 5 Accroches... 5 ASSEMBLAGE... 7 Assemblage de base... 7 ACCROCHES
COMBISAFE ESCALIER UNIVERSEL TM MODE D EMPLOI SOMMAIRE ESCALIER UNIVERSEL TM SOMMAIRE GÉNÉRALITÉ... 3 Introduction... 4 PRINCIPAUX ELEMENTS... 5 Accroches... 5 ASSEMBLAGE... 7 Assemblage de base... 7 ACCROCHES
PROGRAMME D HABILETÉS EN FAUTEUIL ROULANT (WSP-F)
") PROGRAMME D HABILETÉS EN FAUTEUIL ROULANT (WSP-F) LIGNES DIRECTRICES POUR LE PARCOURS À OBSTACLES VERSION 4.1 CANADIENNE-FRANÇAISE Les activités d entraînement et d évaluation du WSP-F 4.1 peuvent se dérouler
PROGRAMME D HABILETÉS EN FAUTEUIL ROULANT (WSP-F) LIGNES DIRECTRICES POUR LE PARCOURS À OBSTACLES VERSION 4.1 CANADIENNE-FRANÇAISE Les activités d entraînement et d évaluation du WSP-F 4.1 peuvent se dérouler
UNIVERSITE MOHAMMED V Rabat Ecole Normale Supérieure
 UNIVERSITE MOHAMMED V Rabat Ecole Normale Supérieure APPEL D OFFRES OUVERT SUR OFFRES DE PRIX 08/ENS/24 BORDEREAU DES PRIX-DETAIL ESTIMATIF Lot n 2 : Achat et installation de matériel pour l enseignement
UNIVERSITE MOHAMMED V Rabat Ecole Normale Supérieure APPEL D OFFRES OUVERT SUR OFFRES DE PRIX 08/ENS/24 BORDEREAU DES PRIX-DETAIL ESTIMATIF Lot n 2 : Achat et installation de matériel pour l enseignement
Tableau d Alarme Incendie Type 3 type marche/arrêt avec ou sans flash
 Tableau d Alarme Incendie Type 3 type marche/arrêt avec ou sans flash Références commerciales: TA31300 / TA31301 TA31300 (sans flash) TA31301 (avec flash) Table des matières Présentation... 2 Caractéristiques
Tableau d Alarme Incendie Type 3 type marche/arrêt avec ou sans flash Références commerciales: TA31300 / TA31301 TA31300 (sans flash) TA31301 (avec flash) Table des matières Présentation... 2 Caractéristiques
Energie solaire www.euroclima.fr
 Chaudières françaises fabriquées en Alsace depuis 1973 Energie solaire www.euroclima.fr E U R O C L i M A Un système complet La clé de l efficience solaire réside dans l association et l optimisation des
Chaudières françaises fabriquées en Alsace depuis 1973 Energie solaire www.euroclima.fr E U R O C L i M A Un système complet La clé de l efficience solaire réside dans l association et l optimisation des
ANNEXE J POTEAUX TESTÉS SELON UN CHARGEMENT STATIQUE ET TESTÉS SELON UN CHARGEMENT CYCLIQUE ET STATIQUE
 562 ANNEXE J POTEAUX TESTÉS SELON UN CHARGEMENT STATIQUE ET TESTÉS SELON UN CHARGEMENT CYCLIQUE ET STATIQUE 563 TABLE DES MATIÈRES ANNEXE J... 562 POTEAUX TESTÉS SELON UN CHARGEMENT STATIQUE ET TESTÉS
562 ANNEXE J POTEAUX TESTÉS SELON UN CHARGEMENT STATIQUE ET TESTÉS SELON UN CHARGEMENT CYCLIQUE ET STATIQUE 563 TABLE DES MATIÈRES ANNEXE J... 562 POTEAUX TESTÉS SELON UN CHARGEMENT STATIQUE ET TESTÉS
VOTRE EAU CHAUDE ELECTRIQUE
 G U I D E VOTRE EAU CHAUDE ELECTRIQUE SICAE Une réduction d'impôts peut être obtenue (sous certaines conditions) lors du remplacement de votre chauffe-eau électrique. Renseignez-vous auprès du Centre des
G U I D E VOTRE EAU CHAUDE ELECTRIQUE SICAE Une réduction d'impôts peut être obtenue (sous certaines conditions) lors du remplacement de votre chauffe-eau électrique. Renseignez-vous auprès du Centre des
FIRE CONTROL VENTOUSES ÉLECTROMAGNÉTIQUES
 fire control 31 32 FIRE CONTROL VENTOUSES ÉLECTROMAGNÉTIQUES 01620 01620I 01630 01630I 01820 01820I 01830 01830I Ventouse électromagnétique Corps ventouse à dos fileté M8 Dimensions ventouse : diamètre
fire control 31 32 FIRE CONTROL VENTOUSES ÉLECTROMAGNÉTIQUES 01620 01620I 01630 01630I 01820 01820I 01830 01830I Ventouse électromagnétique Corps ventouse à dos fileté M8 Dimensions ventouse : diamètre
Eléments mobiles du moteur Moteur 1/9
 Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
Equipement de distribution de repas, induction ou air pulsé, pour liaisons chaude et froide
 Equipement de distribution de repas, induction ou air pulsé, pour liaisons chaude et froide Modèles induction RECALDO PORTO 16/20...........233 RECALDO PORTO 24/30...........234 RECALDO PORTO UK.............
Equipement de distribution de repas, induction ou air pulsé, pour liaisons chaude et froide Modèles induction RECALDO PORTO 16/20...........233 RECALDO PORTO 24/30...........234 RECALDO PORTO UK.............
Sommaire buses. Buses
 Sommaire buses Buses Pour tous types de machines hautes pression Pour des canalisations jusqu au Ø 600 mm Efficacité maximale Pour toutes sortes d obstruction Radiales ou rotatives Avec ou sans jet avant
Sommaire buses Buses Pour tous types de machines hautes pression Pour des canalisations jusqu au Ø 600 mm Efficacité maximale Pour toutes sortes d obstruction Radiales ou rotatives Avec ou sans jet avant
CELTIC-BAAS-Sa BAAT3003
 Notice technique 01_BASSA_NT001 rév A3 Bloc autonome d alarme sonore type Satellite avec ou sans flash BAAT3003 -F BAAT3017. 52, rue Paul Lescop 92000 NANTERRE t. +33 (0)1 41 37 91 91 f. +33 (0)1 41 37
Notice technique 01_BASSA_NT001 rév A3 Bloc autonome d alarme sonore type Satellite avec ou sans flash BAAT3003 -F BAAT3017. 52, rue Paul Lescop 92000 NANTERRE t. +33 (0)1 41 37 91 91 f. +33 (0)1 41 37
DOSSIER TECHNIQUE INJECTION ELECTRONIQUE GPL MULTIPOINT
 Examen : BREVET DE TECHNICIEN SUPERIEUR Session 2000 Spécialité : MAINTENANCE ET APRES-VENTE AUTOMOBILE Code : Option : VEHICULES PARTICULIERS Durée : 6 h Epreuve : U5 - COMPREHENSION DES SYSTEMES - GESTION
Examen : BREVET DE TECHNICIEN SUPERIEUR Session 2000 Spécialité : MAINTENANCE ET APRES-VENTE AUTOMOBILE Code : Option : VEHICULES PARTICULIERS Durée : 6 h Epreuve : U5 - COMPREHENSION DES SYSTEMES - GESTION
Indicateur de niveau Contrôleur de niveau Thermocontacteur FSA / FSK / TS
 Indicateur de niveau Contrôleur de niveau Thermocontacteur FSA / FSK / TS jusqu'à NG38; jusqu'à PN 0,5; jusqu'à T = 80 C. Description.. Généralités Les indicateurs de niveau FSA, les contrôleurs de niveau
Indicateur de niveau Contrôleur de niveau Thermocontacteur FSA / FSK / TS jusqu'à NG38; jusqu'à PN 0,5; jusqu'à T = 80 C. Description.. Généralités Les indicateurs de niveau FSA, les contrôleurs de niveau
FICHE TECHNIQUE. Domaines d applications. Stockage / Mise en oeuvre. Caractéristiques physiques et techniques STOCKAGE MISE EN OEUVRE
 FICHE TECHNIQUE PLANS DE TRAVAIL EGGER EUROSPAN Les plans de travail EGGER EUROSPAN se composent d un panneau support EUROSPAN à faible émission de formaldéhyde E1 et d un stratifié décoratif plaqué uniformément
FICHE TECHNIQUE PLANS DE TRAVAIL EGGER EUROSPAN Les plans de travail EGGER EUROSPAN se composent d un panneau support EUROSPAN à faible émission de formaldéhyde E1 et d un stratifié décoratif plaqué uniformément
RUBIS. Production d'eau chaude sanitaire instantanée semi-instantanée. www.magnumgs.fr
 RUS Production d'eau chaude sanitaire instantanée semi-instantanée www.magnumgs.fr Producteurs d'eau chaude instantanés RUS Le système intégré de production d'eau chaude sanitaire instantané permet, à
RUS Production d'eau chaude sanitaire instantanée semi-instantanée www.magnumgs.fr Producteurs d'eau chaude instantanés RUS Le système intégré de production d'eau chaude sanitaire instantané permet, à
Sommaire. Aperçu 35 Tableaux de sélection standard sans fonction anti-panique 37 Tableaux de sélection des verrouillages du vantail semi-fixe 42
 Sommaire Aperçu 35 Tableaux de sélection standard sans fonction anti-panique 37 Tableaux de sélection des verrouillages du vantail semi-fixe 42 Aperçu systèmes de porte d évacuation 45 Tableaux de sélection
Sommaire Aperçu 35 Tableaux de sélection standard sans fonction anti-panique 37 Tableaux de sélection des verrouillages du vantail semi-fixe 42 Aperçu systèmes de porte d évacuation 45 Tableaux de sélection
Unitecnic 2200 Unitecnic 2200 CS
 Unitecnic Unitecnic S Notice de pose Seules les vis rouges et bleues peuvent être dévissées. (changement de combinaison et de main) Tout autre démontage interne est interdit. (annulation de la garantie)
Unitecnic Unitecnic S Notice de pose Seules les vis rouges et bleues peuvent être dévissées. (changement de combinaison et de main) Tout autre démontage interne est interdit. (annulation de la garantie)
Recopieur de position Type 4748
 Recopieur de position Type 4748 Fig. 1 Type 4748 1. Conception et fonctionnement Le recopieur de position type 4748 détermine un signal de sortie analogique 4 à 20 ma correspondant à la position de vanne
Recopieur de position Type 4748 Fig. 1 Type 4748 1. Conception et fonctionnement Le recopieur de position type 4748 détermine un signal de sortie analogique 4 à 20 ma correspondant à la position de vanne
Statif universel XL Leica Mode d emploi
 Statif universel XL Leica Mode d emploi Consignes de sécurité importantes Concept de sécurité Avant la première utilisation, veuillez lire la brochure Concept de sécurité qui accompagne le microscope.
Statif universel XL Leica Mode d emploi Consignes de sécurité importantes Concept de sécurité Avant la première utilisation, veuillez lire la brochure Concept de sécurité qui accompagne le microscope.