TEPZZ A_T EP A1 (19) (11) EP A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B29C 44/04 ( ) B29C 35/00 (2006.
|
|
|
- Clementine Gobeil
- il y a 8 ans
- Total affichages :
Transcription
1 (19) TEPZZ A_T (11) EP A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: Bulletin 13/41 (1) Int Cl.: B29C 44/04 (06.01) B29C 3/00 (06.01) (21) Numéro de dépôt: (22) Date de dépôt: (84) Etats contractants désignés: AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR Etats d extension désignés: BA ME () Priorité: FR 100 (71) Demandeur: Plastiques du Val de Loire 371 Langeais (FR) (72) Inventeurs: Hallauer, Emmanuel Saché (FR) Manceau, Dominique 37 Saint Cyr sur loire (FR) (74) Mandataire: Aupetit, Muriel J. C. Cabinet Wagret 19, rue de Milan 7009 Paris (FR) (4) Procédé de moulage par injection d un materiau plastique mousse (7) La présente invention concerne un procédé de moulage par injection permettant d obtenir une pièce en matière thermoplastique moussé sans effet de givrage. La température de la surface intérieure du moule contre laquelle la matière est destinée à se plaquer et fournir en sortie de moule l aspect esthétique voulu, est régulée pour être chauffée de manière homogène et à une température au moment de l injection dans le moule supérieure à la température de ramollissement de la matière injectée. En combinaison, des moyens d évacuation d une partie du gaz de la matière injecté sont prévus au niveau de la surface intérieure du moule. EP A1 Printed by Jouve, 7001 PARIS (FR)
 Demandeur: Plastiques du Val de Loire 371 Langeais (FR) (72) Inventeurs: Hallauer, Emmanuel 37190 Saché (FR) Manceau, Dominique 37 Saint Cyr sur loire (FR) (74) Mandataire:")
2 1 EP A1 2 Description [0001] L invention concerne un procédé de fabrication par moulage par injection, de pièces à base de matière plastique alvéolaire ou dite moussée. [0002] Plus particulièrement, l invention vise à fournir des pièces à base de matière plastique moussée dont l aspect est esthétique en sortie de moule sans nécessiter d étape supplémentaire de reprise d aspect. [0003] Depuis quelques années, afin de réduire le poids des pièces, notamment dans le domaine de l automobile, il est connu de fabriquer ces pièces à partir d un matériau moussé. Ce matériau moussé est une matière plastique contenant un agent gonflant ou moussant. Il peut être obtenu par différentes techniques, soit par l introduction d un gaz lorsque la matière plastique est fondue, soit par l addition à la matière plastique encore solide ou une fois fondue, d agents nucléants physiques ou chimiques ou physico-chimiques. [0004] Un procédé de moulage par injection utilisant ce type de matériau moussé est par exemple connu sous le nom de technologie MuCell. [000] Ce dernier procédé consiste à injecter dans un moule chauffé de la matière plastique fondue combinée à un gaz tel que de l azote pour engendrer le matériau moussé. Après refroidissement, la pièce est démoulée. [0006] Outre l allègement procuré d une pièce (réduction généralement de à % du poids par rapport à un procédé classique utilisant de la matière plastique seule), ce procédé évite l apparition de retassures. [0007] Cependant, si la pièce obtenue est avantageusement allégée, l aspect de sa surface reste relativement médiocre par la présence de traces blanchâtres, formant ce qu on nomme communément un «effet de givrage». Or, cet aspect est visuellement rédhibitoire au regard de certaines mises en oeuvre pour lesquelles la face de la pièce visible pour l utilisateur doit être esthétiquement uniforme. En particulier, certaines applications associées à l habitacle des véhicules automobiles imposent des critères exigeants d homogénéité de couleur et de brillance, auxquels ne peuvent actuellement répondre ces pièces à base de matière moussée directement obtenues par moulage. [0008] Pour pallier cet inconvénient de défauts en surface, la pièce est généralement peinte ou bien recouverte d un film de revêtement approprié. Ou encore, selon un autre procédé, tel que décrit dans la demande de brevet DE 01996, une coque en matière thermodurcissable est préalablement réalisée par moulage usuel, fournissant l aspect extérieur désiré de la pièce finale et constituant par ailleurs un moule dans lequel est injectée de la matière moussée, la coque étant concomitamment chauffée. L ensemble est ensuite refroidi et démoulé, le matériau moussé formant le coeur de la pièce, tandis que la coque constitue le revêtement extérieur à l aspect lisse et brillant. [0009] Cependant, ces techniques additionnelles pour rendre aux pièces le fini attendu, ajoutent des étapes au procédé de moulage, compliquant la fabrication et augmentant les coûts de fabrication. [00] Un autre procédé est également décrit dans la demande de brevet CA , ce procédé mettant en avant la chauffe du moule à des températures élevées de l ordre de 10 à 290 C, ces températures étant atteintes grâce au fait que l intérieur du moule présente un revêtement métallique. Si le produit obtenu est lisse, il peut néanmoins présenter certains défauts, tels que retassures, lignes de soudure, et surtout ne supprime pas l effet de givrage. [0011] L invention a donc pour but de proposer un procédé de fabrication par moulage à partir d un matériau injecté sous forme moussée, sans présenter les inconvénients précités, en particulier fournissant directement après démoulage, des pièces à l aspect fini attendu avec une surface d homogénéité d aspect, en particulier d aspect brillant ou mat selon la structure de l outillage (nature de la surface active du moule), quelle que soit la couleur (noir, blanc, gris, rouge...). [0012] Dans la suite de la description, on entend par «homogénéité d aspect» d une surface, la surface de la pièce moulée en une matière moussée, qui présente l aspect désiré en homogénéité de couleur, et/ou en brillance, et/ou en aspect de surface (surface pouvant être parfaitement lisse ou possédant une rugosité répartie uniformément), et dépourvue non seulement de retassure et de ligne de soudure, mais également d effet de givrage. [0013] Selon l invention, le procédé de fabrication d une pièce à base de matière plastique moussée, comprend les étapes de - préparation d une matière moussée chauffée ; - injection de la matière moussée dans un moule chauffé; - refroidissement du moule, le moule étant chauffé de façon homogène sur toute sa surface intérieure, dite surface active chauffée, contre laquelle se plaque la matière injectée destinée à présenter la surface d homogénéité d aspect, et la température de la surface active du moule lors de l injection dans le moule étant supérieure à la température de ramollissement de ladite matière, et est caractérisé en ce que le procédé comporte lors de l injection et durant la phase de propagation de la matière dans la totalité de l empreinte du moule, une étape d évacuation d une partie du gaz présent dans la matière moussée, cette étape étant au moins réalisée au niveau de la surface active du moule. [0014] La surface active du moule est ainsi chauffée à une température élevée qui est supérieure à la température de ramollissement de la matière. La température de ramollissement correspond à une viscosité de la matière telle que ladite matière puisse s écouler et se répandre dans le moule. [001] Si une mesure précise de la température de la surface active doit être effectuée, elle est mesurée de la 2
![reprise d aspect. [0003] Depuis quelques années, afin de réduire le poids des pièces, notamment dans le domaine de l automobile, il est connu de fabriquer ces pièces à partir d un matériau moussé.](/docs-images/52/15112155/images/page_2.jpg "Ce matériau moussé est une matière plastique contenant un agent gonflant ou moussant.")
3 3 EP A1 4 manière suivante : Le moule est ouvert et une sonde de température est apposée contre la surface active, la surface ayant été amenée à la température souhaitée sans injection de matière thermoplastique. [0016] La température de ramollissement, qui est pour certains matériaux la température de ramollissement dite Vicat (VST), est donnée généralement par le fournisseur de la matière thermoplastique. Sa mesure est déterminée par exemple au regard de la norme ISO 6 :04. [0017] L ensemble du moule pourrait être chauffé. Toutefois, afin d économiser en énergie, seul est chauffée la partie du moule associée à la surface active en regard de la surface de la pièce devant présenter une homogénéité d aspect. [0018] La régulation de la température du moule se fait par des moyens de commande la température du type régulateur thermique et des moyens de mesure de la température tels qu une ou plusieurs sondes implantées à l intérieur de l empreinte (coté de la ou des surfaces actives) entre les moyens de chauffage et lesdites surfaces actives. Les sondes sont étalonnées par rapport à la mesure réelle (décrite plus haut en regard de la mesure d une température précise de la surface active). [0019] Selon une caractéristique, la surface active du moule ne présente pas de zones dont le gradient de température avec d autres zones de la même surface soit supérieur à C, en particulier supérieure à C, de préférence supérieure à C. [00] Le gradient de température au niveau de la surface active chauffée est fonction du type de finition souhaitée et de la nature de la matière plastique injectée. [0021] Les inventeurs ont mis en évidence, de manière inattendue, que les températures et gradients de température usuels liés au procédé de moulage par injection classique ne doivent surtout pas être appliqués pour de la matière moussée. [0022] A titre d exemple, une matière thermoplastique est injectée dans un moule par un procédé de moulage traditionnel, telle que sa température au moment de l injection correspondant à la température de transformation du matériau dans le fourreau est comprise entre 180 C et 0 C, tandis que le moule est régulé à une température continue entre 60 et 1 C, associé à un gradient de température entre ladite matière injectée et la surface interne du moule de l ordre de 60 C, voire plus. [0023] Au contraire dans l invention, le moule (la surface interne active du moule) est régulé à une température bien plus élevée, à savoir une température au-delà de la température de ramollissement telle que la température VST, afin que le gradient de température soit bien plus faible que celui du procédé traditionnel, de préférence inférieur à C. [0024] L augmentation de manière significative de la température de la surface active du moule par rapport aux températures de référence mises en place dans le procédé traditionnel de moulage de matière thermoplastique engendre pour le produit moulé une surface d aspect homogène. [002] En outre, de manière inattendue, le contrôle de la température de la surface active du moule combiné à une évacuation des gaz au niveau de la surface active du moule engendre un aspect de surface des pièces fabriquées ne présentant pas les défauts liés au procédé usuel, en particulier ne présentant pas d effet de givrage. [0026] L augmentation significative de température du moule permet d obtenir un gradient de température entre la matière injectée et la surface du moule bien moins important que le gradient existant par le procédé traditionnel, combinée à une évacuation des gaz au niveau de la surface active, cela engendre un effet surprenant et nullement attendu de suppression de l effet de givrage sur la pièce moulée. Jusqu à aujourd hui aucun des procédés connus ne permettait de supprimer l effet de givrage. [0027] L évacuation des gaz au niveau de la surface active du moule se fait avantageusement en différents endroits, de préférence via des évents. Les évents présentent par exemple une largeur (dimension coplanaire avec le fond de la matrice) de l ordre à mm. Les évents possèdent des dimensions telles que la matière ne peut pas s écouler via ces évents. [0028] L évacuation est réalisée en regard d au moins une zone destinée à former la ligne de jonction de deux fronts de matière injectée. [0029] De préférence, la température de la surface active du moule lors de l injection dans le moule est supérieure de l ordre de à C à la température de ramollissement Vicat de ladite matière. [00] Le chauffage, au moins de la surface active du moule est obtenu par des moyens de chauffage connus, choisis isolément ou en combinaison et sans caractère limitatif, parmi, le chauffage par vapeur ou par eau chaude sur-pressée, l induction, la haute-fréquence, les cartouches chauffantes, les résistances électriques, l infrarouge, le laser. [0031] De préférence, l induction est particulièrement efficace car elle offre un contrôle pointu de la température en fournissant d une part un chauffage extrêmement rapide et surtout homogène, et d autre part une réaction immédiate à une baisse de la température et accompagnée d une inertie thermique réduite. [0032] En outre, les inventeurs ont mis en évidence, qu au contrôle du gradient de température et de répartition homogène de la température de chauffe, et à l évacuation des gaz au niveau de la surface active, peuvent s ajouter de manière séparée ou associée, en fonction des matériaux de moulage et de la cadence souhaitée, d autres étapes: - le vide à réaliser dans le moule, - le refroidissement rapide du moule pour maîtriser l expansion de la matière dans le moule. 3
![[0016] La température de ramollissement, qui est pour certains matériaux la température de ramollissement dite Vicat (VST), est donnée généralement par le fournisseur de la Sa mesure est déterminée](/docs-images/52/15112155/images/page_3.jpg "par exemple au regard de la norme ISO 6 :04. [0017] L ensemble du moule pourrait être chauffé.")
4 EP A1 6 [0033] On entend par «vide», une baisse significative de la pression régnant dans le moule. [0034] L étape de création d un vide à l intérieur du moule, tel que par aspiration, est d engendrer une pression résiduelle à l intérieur du moule inférieure à 1 bar, de préférence comprise entre 0,2 et 0, bar. [003] Le chauffage du moule, en outre de manière homogène, participe très avantageusement à la circulation du gaz dans la matière se propageant et s étalant dans l empreinte du moule. [0036] Ainsi, contrairement à l état de la technique pour lequel le moule est hermétique lors de l injection, le moule de l invention nécessite des moyens d évacuation d une partie du gaz présent dans le matériau moussé. [0037] L évacuation d une partie du gaz de la matière moussée injectée est obtenue par des moyens d évacuation associés au moule, et principalement par des moyens agencés au moins au niveau de la surface active du moule. [0038] Selon une variante préférée, ces moyens d évacuation sont constitués d évents disposés dans l épaisseur du moule communiquant d une part avec l intérieur du moule au niveau de la surface active et débouchant d autre part sur l extérieur. Ils sont de préférence agencés de manière régulière au niveau de la surface active chauffée du moule. [0039] Les moyens d évacuation, tels qu un ou des évents, sont au moins disposés en regard d au moins une zone correspondant à la ligne de jonction de deux fronts de matière, cette ligne de jonction correspondant sur le produit fini à une ligne nommée ligne de soudure. [00] Un évent comporte un orifice de communication avec la cavité du moule qui présente par exemple de manière non limitative des dimensions telles qu une hauteur (dimension perpendiculaire au fond de la matrice) de l ordre de 0,02 mm et une largeur (dimension coplanaire avec le fond de la matrice) de à mm. [0041] Le nombre et la répartition des évents seront adaptés en fonction du volume de la pièce à mouler. [0042] Préférentiellement, en variante associée, le dispositif comporte des moyens complémentaires d évacuation consistant à ne pas refermer totalement le poinçon contre la matrice lors de l injection et au début du remplissage de la matière dans l empreinte. A cet effet, la pression exercée sur l une des parties du moule (par exemple le poinçon mobile) est réduite, par exemple ne dépassant pas % de la force de fermeture imposée dans le procédé usuel de moulage, de façon que le moule s entrouvre légèrement et ne soit pas fermé de manière hermétique lors de l expansion de la matière en contact avec le moule chaud, le gaz pouvant s échapper. Cette force pourra être uniforme jusqu en fin de cycle ou elle sera augmentée en fin de cycle pour réaliser la forme finale de la pièce. [0043] La force de fermeture durant le temps de cycle sera adaptée pour assurer le dégazage tout en fournissant une pièce dépourvue de bavure. Cette force dépendra du type de matière thermoplastique, en particulier de sa fluidité. [0044] En outre, réaliser après injection de la matière et avant éjection de la pièce moulée, une étape d ouverture du moule de façon à créer un espace d ouverture au niveau du plan de joint qui est limité en épaisseur (le poinçon mobile restant parallèle à la matrice), présente d autres avantages car on permet au matériau moussé de poursuivre son expansion. Par exemple, cela induit une augmentation d épaisseur d une pièce. Ou bien, pour une matière thermoplastique élastomère, cela permettra d augmenter sa souplesse. [004] L espace d ouverture du moule sera adapté en fonction du type de matériau et des caractéristiques finales souhaitées de la pièce (notamment son épaisseur, sa densité). [0046] Dans une autre variante des moyens d évacuation au niveau de la surface active, la paroi du moule est formée d un matériau microporeux. [0047] Les moyens d évacuation des gaz peuvent comprendre de manière combinée aux autres moyens précités du type évents, en des zones de l empreinte du moule correspondant à des zones de fin de remplissage de la matière injectée. [0048] Ces zones forment les dernières zones à se remplir de la matière se logeant dans l empreinte, et sont généralement situées à l opposé du ou des points d injection. Elles constituent des réserves d évacuation des impuretés de matière et d une partie du gaz. Nommées encore masselottes, ces zones confinent une partie du gaz du matériau moussé. Elles forment après démoulage des surplus de matière qui sont cassés et jetés. [0049] Par conséquent, ces moyens d évacuation d une partie des gaz au niveau de la surface active, tels des évents et/ou la constitution de la paroi d un matériau microporeux, et éventuellement, la présence de zones de fin de remplissage dans l empreinte du moule et/ou d un espace d ouverture au niveau de la ligne de joint du moule, consistent en des filtres pour l échappement des gaz et de l air, la matière ne pouvant s échapper de l empreinte du moule. [000] Avantageusement, le refroidissement du moule, en particulier de la surface active, est maîtrisé de façon que le matériau atteigne sa température de solidification en moins d une minute. [001] Le refroidissement du moule est obtenu par des moyens usuels du type refroidissement par amenée d eau froide dans les parois, par circulation de liquides réfrigérants ou de gaz frigorifiques, ou encore de matériaux à changement de phase. [002] Lorsqu est utilisé du chauffage par induction, celui-ci permet de positionner au plus proche de la surface active les canaux de refroidissement, qui assurent alors un abaissement efficace et rapide de la température. [003] Avantageusement, le procédé de l invention peut être mis en oeuvre avec tous types de matières thermoplastiques, notamment cristallins ou semi- cristallins, ou amorphes, ou composites pourvues de charges 4
![0,2 et 0, bar. [003] Le chauffage du moule, en outre de manière homogène, participe très avantageusement à la circulation du gaz dans la matière se propageant et s étalant dans l empreinte du moule.](/docs-images/52/15112155/images/page_4.jpg "[0036] Ainsi, contrairement à l état de la technique pour lequel le moule est hermétique lors de l injection, le moule de l invention nécessite des moyens d évacuation d une partie du gaz présent")
5 7 EP A1 8 minérales du type talc ou de fibres de renforcement, ou encore des élastomères. [004] Les matières sont par exemple sans caractère limitatif : acrylonitrile butadiène styrène (ABS), acrylonitrile butadiène styrène / polycarbonate (ABS-PC), polypropylène (PP), polyamide (PA), polyoxyméthylène (POM), polybutylène téréphtalate (PBT). [00] Les applications sont très diversifiées, aussi bien des pièces pour l automobile ou le multimédia qui utilisent plus particulièrement de l ABS-PC, du polycarbonate (PC), du PP, polyméthacrylate de méthyle (PM- MA), que pour le secteur cosmétique employant du polystyrène acrylonitrile (SAN), polyéthylène téréphtalate (PET), ABS-PC, PC, ou pour l électroménager à partir d ABS-PC ou de PC, ou encore pour l électronique ou la domotique, avec de la matière du type ABS-PC, PC ou PMMA. [006] L invention est également relative à un dispositif de mise en oeuvre du procédé qui comporte un moule, des moyens d injection de la matière moussée, des moyens de chauffage, des moyens de refroidissement, et est caractérisé en ce qu il comporte des moyens d évacuation de gaz agencés au niveau de la surface dite active du moule contre laquelle se plaque la matière injecté. [007] Les moyens de chauffage sont associés nécessairement au moins à la surface active du moule. Le dispositif comporte des moyens de contrôle de la température de la surface active, du type sondes de température, et des moyens de commande des moyens de chauffage et des moyens de refroidissement contrôlables notamment par automate programmable, la température de la surface active du moule lors de l injection dans le moule étant régulée pour être supérieure à la température de ramollissement Vicat de ladite matière injectée. [008] En outre, le dispositif peut comporter des moyens d évacuation complémentaires des gaz formés par une ouverture au niveau du plan de joint du moule, le volume de cette ouverture étant fonction de la force de fermeture appliquée au moule. [009] La surface active du moule possède un aspect de surface correspondant à l aspect destiné à être donné à la pièce en sortie de moule. De manière avantageuse dans une variante de réalisation, la surface active présente un poli optique de 0,02 à 4 mm, de préférence d au plus 1 mm. [0060] Par conséquent, le procédé de l invention fournit de nombreux avantages: allègement de la pièce ; - homogénéité d aspect de surface; - surtout une absence d effet de givrage; - pièce autorisée à présenter des variations d épaisseur sans présence de retassures ; - amélioration d aspect par rapport à un procédé de moulage usuel, fournissant si besoin un aspect lisse et brillant ; - mise en oeuvre à partir de toutes matières thermoplastiques; - étape unique et directe de moulage ; - liberté de conception de pièces, en raison de la suppression des défauts liés à l injection traditionnelle ; - possibilité d augmenter l épaisseur d une pièce en réalisant une décompression du moule (après l injection), c est-à-dire en laissant entrouvert le moule au niveau de son plan de joint ; - possibilité de fabriquer des pièces en élastomère présentant une souplesse tactile améliorée, également en laissant entrouvert le moule au niveau de son plan de joint. [0061] La pièce obtenue par le procédé de l invention présente une pellicule ou peau de matière plastique pleine de quelques microns d épaisseur qui est esthétique et reproduit l état de surface de la surface active chauffée du moule. [0062] En effet, si la surface active du moule est dépourvue de défaut, la surface de la pièce obtenue est extrêmement lisse et présente une brillance élevée. En particulier, la pièce obtenue à partir d ABS-PC en tant que matière plastique permet de présenter une surface dont la rugosité Ra (mesurée par un rugosimètre du commerce) est inférieure à 0,0 mm. Cette caractéristique est très fortement avantageuse lorsqu il est souhaité de chromer ultérieurement la surface, le procédé de chromage exigeant une surface extrêmement lisse. [0063] Toujours à partir d ABS-PC, le procédé fournit une pièce dont une partie au moins de sa surface, celle ayant été en contact avec la surface active chauffée du moule, présente une brillance supérieure à 70 UB, voire même supérieure à 90 UB. [0064] La mesure de la brillance est réalisée par un brillancemètre du commerce sur la base d un angle d illumination de 60. [006] A cette fin, la surface active du moule possède en particulier un poli optique de 0,02 à 4 mm. D excellents résultats de brillance sont obtenus avec un poli de1 mm, voire de préférence en dessous de 1 mm. [0066] En outre, cette caractéristique de poli est très fortement avantageuse lorsqu il est souhaité de chromer ou de vernir ultérieurement la surface de la pièce, le procédé de chromage exigeant une surface extrêmement lisse. [0067] Enfin, à partir d un même moule, il est possible de donner à une pièce des zones d aspect de surface différent en gardant toujours pour chaque zone cette homogénéité de rendu de couleur et dépourvue d effet de givrage, par exemple une zone brillante et une zone plus mate avec un aspect granuleux. L aspect granuleux est obtenu par la micro- structuration de la surface active du moule. [0068] Par conséquent, la surface active du moule possède un état de surface lié à la finition souhaitée de la pièce, le procédé de l invention permettant de reproduire parfaitement l empreinte du moule sur la pièce selon une homogénéité d aspect, en particulier sans effet de givra-
, du PP, polyméthacrylate")
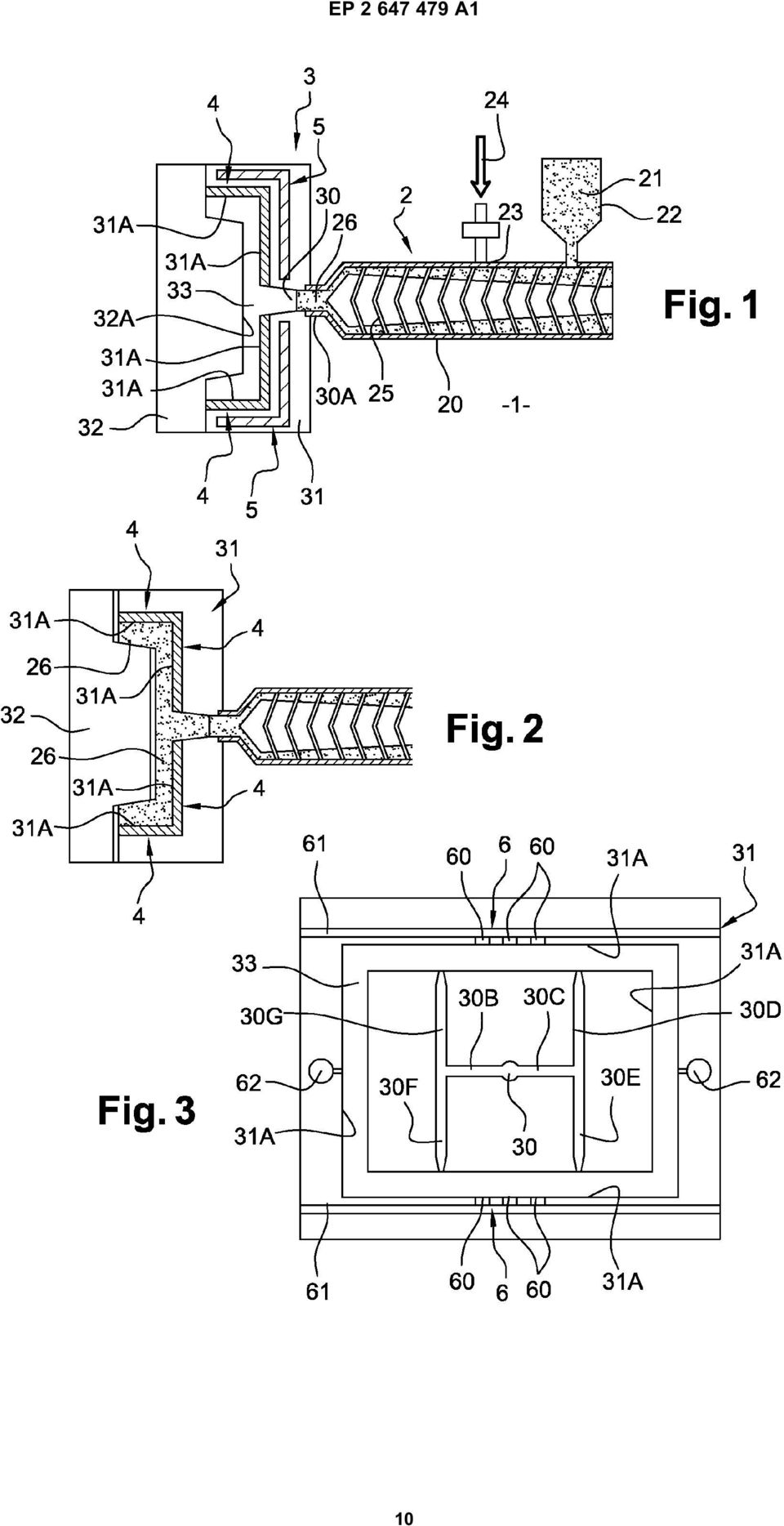
6 9 EP A1 ge, et avec une surface homogène lisse ou micro-structurée. [0069] La pièce obtenue ne nécessite pas d étapes supplémentaires de finition de surface car elle est dépourvue de l effet de givrage. Toutefois, elle peut subir selon la destination, des compléments de finition pour compléter son esthétique. [0070] Par exemple, la pièce peut être décorée, par ajout de vernis, décorée par gravure, surmoulée par une autre matière, notamment transparente. [0071] Par conséquent par le procédé de l invention, les inventeurs ont mis en évidence que de manière inattendue en contrôlant le gradient de température au niveau de la surface active chauffée du moule, en permettant à une partie du gaz d être évacué au niveau au moins de la surface active du moule, et éventuellement en diminuant fortement la pression à l intérieur de la cavité du moule, l aspect de la surface de la pièce qui a été en regard de la surface active du moule, est fortement améliorée par rapport aux techniques de moulage par injection de l état de la technique à partir d une matière moussée, procurant un aspect homogène sans effet de givrage. [0072] L invention est également relative à une pièce en matière plastique moussée obtenue par un procédé direct de moulage par injection, notamment par le procédé de l invention, la pièce comportant au moins une partie de sa surface présentant une homogénéité d aspect sans effet de givrage. [0073] On entend par procédé «direct», un procédé de moulage: - qui correspond à une injection de matière dans un moule, l empreinte du moule étant nue et dépourvue de tout autre matériau qui aurait été préalablement moulé et constituerait une coque pour couvrir l effet de givrage ; et/ou - qui comprendrait en sortie de moule une étape supplémentaire visant à recouvrir l aspect de givrage. [0074] Par le procédé de l invention, la pièce présente un aspect de surface homogène et dépourvue d effet de givrage. [007] La présente invention est maintenant décrite à l aide d exemples uniquement illustratifs et nullement limitatifs de la portée de l invention, et à partir des illustrations ci-jointes, dans lesquelles : - La figure 1 représente une vue en coupe et de côté d un dispositif de mise en oeuvre du procédé de moulage de l invention; - La figure 2 illustre le moule de la figure 1, après injection et remplissage de la matière ; - La figure 3 est une vue de dessus de la matrice du moule pourvue de la surface active et de moyens d évacuation des gaz; - La figure 4 est une variante de la figure 3 et montrant la matière injectée répartie dans le moule ; La figure est une vue de détail en perspective de la figure 3 d évents en tant que moyens d évacuation du gaz du matériau moussé ; - Les figures 6 et 7 illustrent des vues de dessus de parties de pièces en matière plastique moussée, obtenues respectivement par le procédé de l invention et un procédé traditionnel de moulage par injection ; - La figure 8 illustre les courbes d un cycle de moulage selon respectivement le procédé de l invention et un procédé traditionnel. [0076] Le procédé de fabrication de l invention vise à fournir par moulage par injection des pièces à base de matière thermoplastique moussée et dont l aspect de surface d au moins l une des faces est parfaitement homogène en couleur et en rugosité, et présente les mêmes caractéristiques de surface de la partie du moule, dite surface active chauffée, contre laquelle la matière a été en contact lors de l injection et du moulage. [0077] Ce procédé fournit directement sans étape supplémentaire une homogénéité d aspect de surface et de couleur, sans effet de givrage. [0078] En fonction du rendu visé selon l utilisation ultérieure des pièces, la surface active de l empreinte du moule sera usinée pour reproduire l aspect de surface souhaité sur la pièce. [0079] Selon l invention, le procédé comporte les étapes suivantes usuelles du moulage par injection : - préparation d une matière moussée chauffée; - injection de la matière moussée dans un moule chauffé ; - refroidissement du moule, - éjection de la pièce hors du moule. [0080] La mise en oeuvre du procédé est réalisée à partir du dispositif 1 illustré schématiquement sur la figure 1. [0081] Le dispositif 1 comporte un système 2 de préparation d une matière moussée, un moule 3, des moyens de chauffage 4 du moule 2, et des moyens de refroidissement dudit moule. [0082] Le système 2 de préparation d une matière moussée comporte de manière connue un fourreau chauffé dans lequel est injecté de la matière plastique 21 à partir d une trémie 22. [0083] Tel qu illustré à titre d exemple, la matière moussée 26 est obtenue en ajoutant dans le fourreau du gaz 24 via au moins une entrée 23. [0084] Le fourreau est d axe longitudinal horizontal et comprend en son intérieur une vis 2 d amenée de la matière moussée jusqu à l entrée du moule. [008] Le moule 3 comporte une empreinte formée d une matrice 31 et d un poinçon 32 qui associés, délimitent par leurs parois intérieures 31A et 32A, une cavité 33 représentant le négatif tridimensionnel de la pièce à obtenir. Dans ce modèle de moule, le poinçon 32 est mobile, tandis que la matrice est fixe et coopère par l en- 6

7 11 EP A1 12 trée avec la buse d injection A connectée à l une des extrémités distales du fourreau. [0086] Est représentée sur la figure qu une seule entrée (point) d injection. Bien entendu, plusieurs points d injection peuvent être prévus. [0087] La matière moussée 26 est injectée via l entrée qui est obturée dès l injection terminée. [0088] La figure 3 illustre une vue de dessus de la matrice. Est visible l entrée qui coopère avec des canaux B à G de distribution de la matière dans la cavité 33 se présentant ici sous forme d un cadre. [0089] La matière moussée 26 lors de l injection et après l injection se répand dans la cavité 33 jusqu à l occuper dans sa totalité tel qu illustré sur les figures 2 et 4. [0090] Dans l exemple représenté, seules les parois 31A de la matrice sont contrôlées et régulées en température selon le procédé de l invention, car seule la surface de la pièce qui aura été en contact avec ces dites parois 31A est destinée à présenter l homogénéité d aspect souhaité. [0091] Ainsi, seules les parois intérieures 31A de la matrice correspondent à la surface active chauffée selon le procédé de l invention. Néanmoins, en fonction des zones d homogénéité d aspect à réaliser sur la pièce moulée, on adaptera les moyens de mise oeuvre du procédé de l invention à d autres parties du moule, par exemple aussi le poinçon. [0092] Selon l invention, les moyens de mise en oeuvre du procédé de l invention comportent : - les moyens de chauffage 4 du moule 2 à haute température (figures 1 et 2), et notamment leurs moyens de régulation et de contrôle non illustrés, - des moyens d évacuation 6 d une partie du gaz contenue dans le matériau moussé 26 destiné à former la pièce moulée, certains moyens étant illustrés en regard des figures 3 et 4 ; - éventuellement, des moyens de mise sous vide de l intérieur du moule (non illustrés) de manière à abaisser la pression. [0093] Selon l invention, les moyens de chauffage 4 et leurs moyens de régulation et de contrôle sont aptes à fournir une répartition homogène de la chaleur au niveau de la surface active 31A de sorte que la surface active 31A ne comporte aucune zone présentant un gradient de température avec une autre zone de ladite surface qui ne soit d au plus C, en particulier d au plus C, de préférence d au plus C. [0094] Les moyens de chauffage 4 sont de préférence des moyens de chauffage par induction. Tels qu illustrés schématiquement sur la figure 2, ils sont disposés à l intérieur de la paroi du moule en regard de la surface active 31A de façon que toute la matière 26 en cours d injection et de répartition dans la cavité 33 soit en contact avec la surface active chauffée 31A de la matrice, la température de ladite surface active étant supérieure à la température de ramollissement en particulier Vicat de la matière lors de cette répartition de matière. [009] La répartition et l emplacement des moyens de chauffage sont avantageusement adaptés pour chauffer rapidement, contrôler efficacement les gradients de température d une zone à l autre de la surface active sans pénaliser ultérieurement l action des moyens de refroidissement. En particulier, ils autorisent une diminution rapide de la température du moule dès qu ils sont stoppés. [0096] La mise sous vide de la cavité 33 du moule est réalisée par des moyens d aspiration du type connu. De préférence, la pression résiduelle à l intérieur de la cavité est de l ordre de 0,2 à 0, bar. [0097] Les moyens d évacuation 6 d une partie du gaz du matériau moussé sont nécessairement agencés au niveau de la surface active du moule. [0098] De préférence, en regard des figures 3 à, les moyens d évacuation 6 agencés au niveau de la surface active du moule comprennent des évents 60. Les évents sont disposés dans la paroi du moule au niveau de la surface active 31A et connectés à des conduits d évacuation 61 traversant l épaisseur du moule et débouchant sur l extérieur. [0099] Ces évents constituent des filtres assurant l échappement du gaz contenu dans la matière moussée 26, tout en empêchant le passage de la matière plastique [00] En regard de la figure 4, les évents 60 sont répartis de manière régulière à la périphérie de la surface active 31. Ils sont par exemple groupés, ici tels qu illustrés sur la vue de détail de la figure, en étant distants de mm. [01] De plus, un ou des évents sont au moins disposés en regard d une zone destinée à former la ligne de jonction de deux fronts de matière, constituant sur le produit fini une ligne nommée la ligne de soudure. [02] En regard de la figure, chaque évent 6 comporte un orifice 60A de communication avec la cavité 33, un corps ou canal d écoulement 60B qui débouche par une sortie 60C dans un canal d évacuation 61. [03] L orifice 60A d un évent présente notamment une hauteur H de 0,02 mm empêchant ainsi le passage de la matière 26. L évent s étend par exemple sur une largeur L de mm. [04] En outre, le procédé peut comporter une étape durant laquelle la pression exercée par le poinçon mobile 32 sur la matrice 31 est réduite de manière significative durant le temps de remplissage de la matière dans la cavité, réduite de l ordre de 60% par rapport à la pression exercée en moulage conventionnel. Cela permet au moule de s entrouvrir légèrement pour autoriser l échappement d une grande partie des gaz à l extérieur du moule. Selon cette variante, l ouverture légère du moule constitue des moyens complémentaires d évacuation qui s ajoutent aux moyens associés à la surface active du moule. [0] Dans une autre variante (figure 3), de manière combinée aux évents 60 et éventuellement avec l ouverture du moule, les moyens d évacuation 6 comprennent 7
![[0088] La figure 3 illustre une vue de dessus de la matrice.](/docs-images/52/15112155/images/page_7.jpg "Est visible l entrée qui coopère avec des canaux B à G de distribution de la matière dans la cavité 33 se présentant ici sous forme d un cadre.")
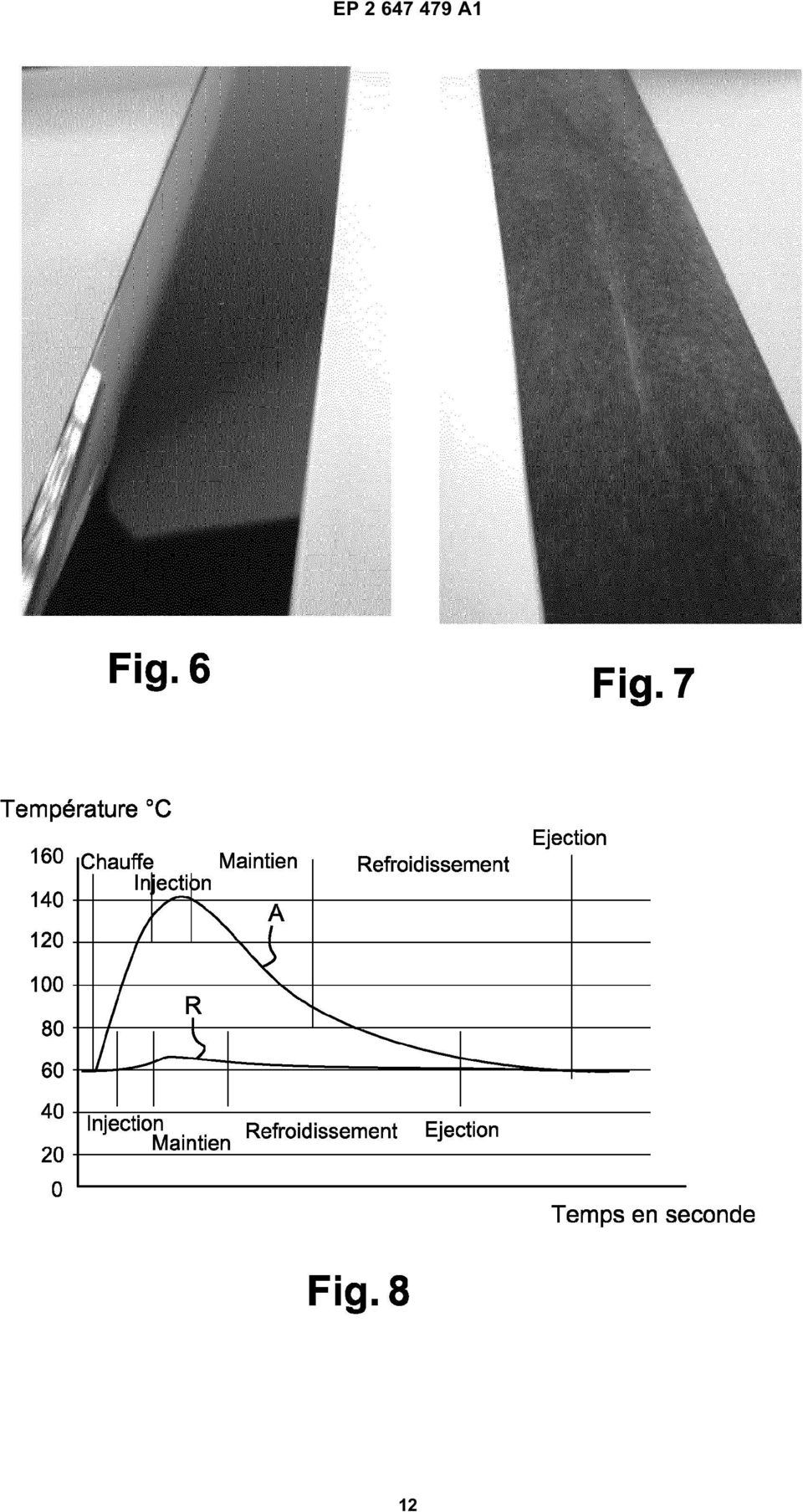
8 13 EP A1 14 des zones supplémentaires 62 de répartition de la matière dans la cavité du moule. Ces zones supplémentaires sont des zones dites de fin de remplissage dans lesquelles la matière se répand en dernier dans l empreinte. [06] Ces zones supplémentaires 62 sont agencées dans la cavité 33 de manière opposée au(x) point(s) d injection. Leur disposition est étudiée afin de correspondre aux emplacements pour lesquels la matière se loge en dernier lors de la répartition de la matière dans l empreinte. [07] De manière inattendue, les inventeurs ont mis en évidence que la température homogène au niveau de la surface active 31A permet au gaz de la matière moussée de continuer à se diluer dans le coeur de la matière et de se propager de manière homogène. Quant au gaz arrivant en contact de ladite surface active, il s échappe par les évents 60. Lorsque la matière refroidit, le gaz, ayant atteint l interface de la surface extérieure de la future pièce moulée et de la surface active du moule, ne reste pas emprisonné puisqu il a pu s échapper, générant en surface extérieure de la matière moulée une pellicule ou peau de matière pleine et non alvéolée et sans effet de givrage. [08] Les zones de fin de remplissage permettent également une évacuation d une partie du gaz de la matière en cours de moulage. [09] En fin de répartition de la matière dans la cavité du moule, le moule est refroidi par les moyens de refroidissement du type connu en soi, pour stopper le processus d expansion de la matière alvéolée dans la cavité et figer la matière plastique afin d assurer le démoulage. [01] Sont ci-après commentées une pièce en matériau moussé, dite pièce de l invention, illustrée sur la figure 6 et obtenue par le procédé de l invention, et une pièce de référence illustrée sur la figure 7 obtenue par moulage par injection classique. La matière plastique moussé injectée est la même pour les deux pièces, de l ABS-PC (même proportions de matériaux ABS, PC et gaz) [0111] L ABS- PC possède une température de ramollissement Vicat compris entre 0 et 1 C. [0112] Les principales différences entre les deux procédés consistent en la température de chauffe de la surface active et pour le procédé traditionnel l absence de moyens d évacuation des gaz au niveau de la surface active. [0113] Par le procédé traditionnel, la température de la surface active est de 60 C (bien en dessous de la température de ramollissement en particulier Vicat du matériau), tandis qu elle est de 1 C pour le procédé de l invention (au-dessus de la température de ramollissement Vicat de la matière injectée). [0114] La figure 8 illustre plus particulièrement le cycle de moulage de la pièce en montrant la courbe de température de la surface active en fonction du temps selon les deux procédés respectifs, celui de l invention correspondant à la courbe A et celui traditionnel correspondant à la courbe R. Le temps d éjection pour les deux pièces depuis l injection est inférieur à une minute. Ces courbes illustrent qu un temps de chauffe est nécessaire pour le procédé de l invention avant l injection et que la température de chauffe au moment de l injection (environ 1 C) est bien plus élevée pour le procédé de l invention (une augmentation de température de 1 % par rapport à la température du procédé usuel qui est de l ordre de 60 C). [011] La pièce obtenue par le procédé usuel (pièce de référence) selon le cycle R de la figure 8 présente en regard de la figure 7 un effet de givrage que ne présente pas la pièce de la figure 6 obtenue par le procédé de l invention selon le cycle A de la figure 8. [0116] En outre, avec la même surface active du moule, un poli optique de 1 mm, la brillance obtenue est totalement différente. Elle est d ailleurs particulièrement visible sur la pièce de l invention de la figure 6. La brillance est de 98 UB sous illumination à 60 C pour la pièce de l invention de la figure 6 et de 6 UB pour la pièce de référence de la figure 7. [0117] Par ailleurs, sur la base du même poli de la surface active (1 mm), la rugosité moyenne Ra de la pièce de l invention est très avantageusement 0 fois moins importante que celle de la pièce de référence : Rugosité moyenne Ra = 0,02 mm pour la pièce de l invention Rugosité moyenne Ra= 2, mm pour la pièce de référence. [0118] Enfin, la profondeur de la ligne de soudure (non illustrée), en rappelant que la ligne de soudure correspond à la ligne de jonction de deux fronts de matière, est détectable visuellement pour la pièce de référence car présentant une épaisseur de 3, 2 mm (ce qui est rédhibitoire), tandis que la ligne de soudure de la pièce de l invention n est que de 0, 0 mm. La pièce fournie par le procédé de l invention présente donc toutes les qualités d aspect requises en sortie de moule. Revendications 1. Procédé de fabrication d une pièce à base de matière plastique moussée, comprenant les étapes de - préparation d une matière moussée chauffée ; - injection de la matière moussée dans un moule chauffé ; - refroidissement du moule, le moule étant chauffé de façon homogène sur toute sa surface intérieure, dite surface active chauffée, contre laquelle se plaque la matière injectée destinée à présenter la surface d homogénéité d aspect, et la température de la surface active du moule lors de l injection dans le moule étant supérieure à la tem- 8
![[06] Ces zones supplémentaires 62 sont agencées dans la cavité 33 de manière opposée au(x) point(s) d injection.](/docs-images/52/15112155/images/page_8.jpg "Leur disposition est étudiée afin de correspondre aux emplacements pour lesquels la matière se loge en dernier lors de la répartition de la matière dans l empreinte.")
9 1 EP A1 16 pérature de ramollissement de ladite matière, caractérisé en ce que le procédé comporte lors de l injection et durant la phase de propagation de la matière dans la totalité de l empreinte du moule, une étape d évacuation d une partie du gaz présent dans la matière moussée, cette étape étant au moins réalisée au niveau de la surface active du moule. 9. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce la matière moussée est à base d une ou plusieurs matières thermoplastiques, notamment cristallins ou semi-cristallins, ou amorphes, ou composites pourvues de charges minérales du type talc ou de fibres de renforcement, ou encore élastomères. 2. Procédé selon la revendication 1, caractérisé en ce que l évacuation est réalisée en regard d au moins une zone destinée à former la ligne de jonction de deux fronts de matière injectée. 3. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce que la température de la surface active du moule lors de l injection dans le moule est supérieure de l ordre de à C à la température de ramollissement de ladite matière. 4. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce que la surface active du moule ne présente pas de zones dont le gradient de température avec d autres zones de la même surface soit supérieure à C, en particulier supérieure à C, de préférence supérieure à C.. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce que le chauffage est choisi parmi le chauffage par vapeur ou par eau chaude sur-pressée, l induction, la haute-fréquence, les cartouches chauffantes, les résistances électriques, l infrarouge, le laser Dispositif de mise en oeuvre du procédé selon l une quelconque des revendications précédentes, caractérisé en ce qu il comporte un moule (3), des moyens d injection () de la matière moussée, des moyens de chauffage (4), des moyens de refroidissement (3), et des moyens d évacuation (6) destinés à évacuer une partie du gaz de la matière moussée injectée, agencés au niveau de la surface active du moule. 11. Dispositif selon la revendication précédente, caractérisé en ce que les moyens d évacuation sont au moins disposés en regard d au moins une zone destinée à former la ligne de jonction de deux fronts de matière. 12. Dispositif selon la revendication ou 11, caractérisé en ce que les moyens d évacuation (6) sont constitués d une pluralité d évents (60) disposés dans l épaisseur du moule communiquant d une part avec l intérieur du moule au niveau de la surface active et débouchant d autre part sur l extérieur, et/ou formés par la paroi constitutive du moule formée d un matériau microporeux. 6. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce qu il comporte une étape de création d un vide à l intérieur du moule, tel que par aspiration, de façon à engendrer une pression résiduelle à l intérieur du moule inférieure à 1 bar, de préférence comprise entre 0,2 et 0, bar. 7. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce qu il comporte, après injection de la matière et avant éjection de la pièce moulée, une étape d ouverture du moule de façon à créer un espace d ouverture au niveau du plan de joint qui est limité en épaisseur. 8. Procédé selon l une quelconque des revendications précédentes, caractérisé en ce que le refroidissement du moule est obtenu par des moyens usuels du type refroidissement par amenée d eau froide dans les parois, par circulation de liquides réfrigérants ou de gaz frigorifiques ou de matériaux à changement de phase, de préférence le refroidissement du moule, en particulier de la surface active, étant maîtrisé de façon que le matériau atteigne sa température de solidification en moins d une minute Dispositif selon l une quelconque des revendications à 12, caractérisé en ce qu il comporte des moyens complémentaires d évacuation des gaz, en particulier ces moyens d évacuation étant formés par une ouverture au niveau du plan de joint du moule, le volume de cette ouverture étant fonction de la force de fermeture appliquée au moule, et/ou formés de zones de fin de remplissage dans l empreinte du moule. 14. Dispositif selon l une quelconque des revendications à 13, caractérisé en ce que la surface active du moule possède un aspect de surface correspondant à l aspect destiné à être donné à la pièce en sortie de moule, en particulier la surface active présentant un poli optique de 0,02 à 4 mm, de préférence d au plus 1 mm. 1. Pièce en matière plastique moussée obtenue par un procédé direct de moulage par injection, notamment par le procédé selon l une quelconque des revendications 1 à 9, caractérisée en ce que la pièce comporte au moins une partie de sa surface présentant une homogénéité d aspect sans effet de givrage. 9

10 EP A1
11 EP A1 11

12 EP A1 12
13 EP A1 13

14 EP A1 14
15 RÉFÉRENCES CITÉES DANS LA DESCRIPTION EP A1 Cette liste de références citées par le demandeur vise uniquement à aider le lecteur et ne fait pas partie du document de brevet européen. Même si le plus grand soin a été accordé à sa conception, des erreurs ou des omissions ne peuvent être exclues et l OEB décline toute responsabilité à cet égard. Documents brevets cités dans la description DE [0008] CA [00] 1

EP 2 063 325 A2 (19) (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22
 (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
TEPZZ 568448A_T EP 2 568 448 A1 (19) (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.
 (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.") (19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
(19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
TEPZZ 6Z85Z5A T EP 2 608 505 A2 (19) (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
(19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
EP 2 071 505 A1 (19) (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25
 (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
(51) Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)
 Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)") (19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
(19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
EP 2 533 063 A1 (19) (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50
 (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
TEPZZ 5 5 _9A_T EP 2 535 219 A1 (19) (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
(19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
EP 2 290 703 A1 (19) (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09
 (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
EP 2 339 758 A1 (19) (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26
 (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
TEPZZ 65 Z4A_T EP 2 653 204 A1 (19) (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)
 (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)") (19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
(19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
TEPZZ 8758_8A_T EP 2 875 818 A1 (19) (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.
 (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.") (19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
(19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
EP 2 464 068 A1 (19) (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)
 (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
TEPZZ 8 46 5A_T EP 2 824 625 A1 (19) (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
(19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
*EP001039352A1* EP 1 039 352 A1 (19) (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39
 (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
Rank Xerox (UK) Business Services
 Business Services") Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
Informations techniques et questions
 Journée Erasmus Appel à propositions 2015 Informations techniques et questions Catherine Carron et Amanda Crameri Coordinatrices de projet Erasmus Contenu Call solution transitoire 2015 : remarques générales
Journée Erasmus Appel à propositions 2015 Informations techniques et questions Catherine Carron et Amanda Crameri Coordinatrices de projet Erasmus Contenu Call solution transitoire 2015 : remarques générales
EP 2 326 026 A1 (19) (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21
 (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
Les composites thermoplastiques
 Les composites thermoplastiques Définition Par définition, un thermoplastique (anglais :thermoplast) est un matériau à base de polymère (composé de macromolécules) qui peut être mis en forme, à l état
Les composites thermoplastiques Définition Par définition, un thermoplastique (anglais :thermoplast) est un matériau à base de polymère (composé de macromolécules) qui peut être mis en forme, à l état
Paiements transfrontaliers
 Paiements transfrontaliers Transférer rapidement et facilement des fonds à partir de et vers un compte à l étranger Valable à partir du 1 e janvier 2007 Valable à partir du 1 e janvier 2007 La vie actuelle
Paiements transfrontaliers Transférer rapidement et facilement des fonds à partir de et vers un compte à l étranger Valable à partir du 1 e janvier 2007 Valable à partir du 1 e janvier 2007 La vie actuelle
EP 2 372 958 A1 (19) (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40
 (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
Je suis sous procédure Dublin qu est-ce que cela signifie?
 FR Je suis sous procédure Dublin qu est-ce que cela signifie? B Informations pour les demandeurs d une protection internationale dans le cadre d une procédure de Dublin en vertu de l article 4 du Règlement
FR Je suis sous procédure Dublin qu est-ce que cela signifie? B Informations pour les demandeurs d une protection internationale dans le cadre d une procédure de Dublin en vertu de l article 4 du Règlement
EP 2 458 813 A1 (19) (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)
 (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
COMMENT PAYEZ-VOUS? COMMENT VOUDRIEZ-VOUS PAYER?
 COMMENT PAYEZ-VOUS? COMMENT VOUDRIEZ-VOUS PAYER? 2/09/2008-22/10/2008 329 réponses PARTICIPATION Pays DE - Allemagne 55 (16.7%) PL - Pologne 41 (12.5%) DK - Danemark 20 (6.1%) NL - Pays-Bas 18 (5.5%) BE
COMMENT PAYEZ-VOUS? COMMENT VOUDRIEZ-VOUS PAYER? 2/09/2008-22/10/2008 329 réponses PARTICIPATION Pays DE - Allemagne 55 (16.7%) PL - Pologne 41 (12.5%) DK - Danemark 20 (6.1%) NL - Pays-Bas 18 (5.5%) BE
(51) Int Cl.: B60R 25/00 (2013.01)
 Int Cl.: B60R 25/00 (2013.01)") (19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
(19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
Bundesdruckerei Berlin
 Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Guide SEPA Paramétrage Experts Solutions SAGE depuis 24 ans
 Guide SEPA Paramétrage Axe Informatique Experts Solutions SAGE depuis 24 ans Installation Paramétrage Développement Formation Support Téléphonique Maintenance SEPA Vérification du paramétrage des applications
Guide SEPA Paramétrage Axe Informatique Experts Solutions SAGE depuis 24 ans Installation Paramétrage Développement Formation Support Téléphonique Maintenance SEPA Vérification du paramétrage des applications
J ai demandé l asile dans l Union européenne quel pays sera responsable de l analyse de ma demande?
 FR J ai demandé l asile dans l Union européenne quel pays sera responsable de l analyse de ma demande? A Informations sur le règlement de Dublin pour les demandeurs d une protection internationale en vertu
FR J ai demandé l asile dans l Union européenne quel pays sera responsable de l analyse de ma demande? A Informations sur le règlement de Dublin pour les demandeurs d une protection internationale en vertu
ANNEX 1 ANNEXE RÈGLEMENT DÉLÉGUÉ (UE) N /.. DE LA COMMISSION
 N /.. DE LA COMMISSION") COMMISSION EUROPÉENNE Bruxelles, le 26.11.2014 C(2014) 8734 final ANNEX 1 ANNEXE au RÈGLEMENT DÉLÉGUÉ (UE) N /.. DE LA COMMISSION remplaçant les annexes I et II du règlement (UE) n 1215/2012 du Parlement
COMMISSION EUROPÉENNE Bruxelles, le 26.11.2014 C(2014) 8734 final ANNEX 1 ANNEXE au RÈGLEMENT DÉLÉGUÉ (UE) N /.. DE LA COMMISSION remplaçant les annexes I et II du règlement (UE) n 1215/2012 du Parlement
FICHE TECHNIQUE. Domaines d applications. Stockage / Mise en oeuvre. Caractéristiques physiques et techniques STOCKAGE MISE EN OEUVRE
 FICHE TECHNIQUE PLANS DE TRAVAIL EGGER EUROSPAN Les plans de travail EGGER EUROSPAN se composent d un panneau support EUROSPAN à faible émission de formaldéhyde E1 et d un stratifié décoratif plaqué uniformément
FICHE TECHNIQUE PLANS DE TRAVAIL EGGER EUROSPAN Les plans de travail EGGER EUROSPAN se composent d un panneau support EUROSPAN à faible émission de formaldéhyde E1 et d un stratifié décoratif plaqué uniformément
Innover à l'ère du numérique : ramener l'europe sur la bonne voie Présentation de J.M. Barroso,
 Innover à l'ère du numérique : ramener l'europe sur la bonne voie Présentation de J.M. Barroso, Président de la Commission européenne, au Conseil européen des 24 et 25 octobre 213 Indice de compétitivité
Innover à l'ère du numérique : ramener l'europe sur la bonne voie Présentation de J.M. Barroso, Président de la Commission européenne, au Conseil européen des 24 et 25 octobre 213 Indice de compétitivité
B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1
 1 B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1 Objectif : Acquérir une expérience professionnelle en réalisant un stage en entreprise de 3 mois à temps plein à l étranger
1 B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1 Objectif : Acquérir une expérience professionnelle en réalisant un stage en entreprise de 3 mois à temps plein à l étranger
ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES DEMANDE D ENREGISTREMENT INTERNATIONAL RELEVANT
 MM1(F) ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES DEMANDE D ENREGISTREMENT INTERNATIONAL RELEVANT EXCLUSIVEMENT DE L ARRANGEMENT DE MADRID (Règle 9 du règlement
MM1(F) ARRANGEMENT ET PROTOCOLE DE MADRID CONCERNANT L ENREGISTREMENT INTERNATIONAL DES MARQUES DEMANDE D ENREGISTREMENT INTERNATIONAL RELEVANT EXCLUSIVEMENT DE L ARRANGEMENT DE MADRID (Règle 9 du règlement
La plaque composite nora Lunatec combi
 Une association remarquable : La plaque composite nora Lunatec combi pour la fabrication efficace de semelles plantaires et de semelles orthopédiques Présentation du produit Lunatec combi 1 4 nora Lunatec
Une association remarquable : La plaque composite nora Lunatec combi pour la fabrication efficace de semelles plantaires et de semelles orthopédiques Présentation du produit Lunatec combi 1 4 nora Lunatec
Défauts dan les sachets souples état date stérilisables en autoclave nouveau 31/05/2002 Caractérisation et classification
 chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
". TY convertisseur statique, et des condensateurs de filtrage.
 curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
(51) Int Cl.: G09F 27/00 (2006.01)
 Int Cl.: G09F 27/00 (2006.01)") (19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
(19) (11) EP 1 644 909 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 13.04.11 Bulletin 11/1 (21) Numéro de dépôt: 04767648.1 (22) Date de dépôt: 09.07.04
Armoires de réfrigération et de congélation Inventus / GN 2/1 profonde
 Inventus / GN 2/1 profonde 1.1 Armoire de réfrigération et de congélation Inventus (Propan, R290) Armoire de réfrigération et de congélation respectueuse de l environnement et efficace sur le plan énergétique,
Inventus / GN 2/1 profonde 1.1 Armoire de réfrigération et de congélation Inventus (Propan, R290) Armoire de réfrigération et de congélation respectueuse de l environnement et efficace sur le plan énergétique,
TEPZZ 699Z A_T EP 2 699 032 A1 (19) (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04W 12/06 (2009.01) H04L 29/06 (2006.
 (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04W 12/06 (2009.01) H04L 29/06 (2006.") (19) TEPZZ 699Z A_T (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.02.14 Bulletin 14/08 (1) Int Cl.: H04W 12/06 (09.01) H04L 29/06 (06.01) (21) Numéro de dépôt: 1004.1
(19) TEPZZ 699Z A_T (11) EP 2 699 032 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.02.14 Bulletin 14/08 (1) Int Cl.: H04W 12/06 (09.01) H04L 29/06 (06.01) (21) Numéro de dépôt: 1004.1
*EP001343123A1* EP 1 343 123 A1 (19) (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37
 (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
La réglementation Mardi de la DGPR. sur les produits biocides 05/04/2011
 La réglementation r Mardi de la DGPR 05/04/2011 sur les produits biocides Direction générale de la prévention des risques Service de la prévention des nuisances et de la qualité de l environnement Département
La réglementation r Mardi de la DGPR 05/04/2011 sur les produits biocides Direction générale de la prévention des risques Service de la prévention des nuisances et de la qualité de l environnement Département
LES PROS DE L AFFICHAGE
 26 DATEC-CONTROL MOBILE XS S M L XS LES PROS DE L AFFICHAGE LE PRODUIT La tête à la forme arrondie de la série de boîtiers DATEC-CONTROL permet la mise en place d afficheurs graphiques. Cette nouvelle
26 DATEC-CONTROL MOBILE XS S M L XS LES PROS DE L AFFICHAGE LE PRODUIT La tête à la forme arrondie de la série de boîtiers DATEC-CONTROL permet la mise en place d afficheurs graphiques. Cette nouvelle
DEMANDE DE BREVET EUROPEEN. PLASSERAUD 84, rue d'amsterdam, F-75009 Paris (FR)
") Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine
 NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine «Capteur autonome eau chaude» Choix de la gamme ECOAUTONOME a retenu un capteur solaire
NOTICE TECHNIQUE SSC : Système Solaire Combiné eau chaude sanitaire / appui chauffage maison / appui eau chaude piscine «Capteur autonome eau chaude» Choix de la gamme ECOAUTONOME a retenu un capteur solaire
armoires de fermentation
 armoires de fermentation contrôlée Le froid qui préserve vos pâtes 5 7 7, r u e C é l e s t i n H e n n i o n - 5 9 1 4 4 G O M M E G N I E S t é l. + 3 3. ( 0 ) 3. 2 7. 2 8. 1 8. 1 8 - f a x. + 3 3. (
armoires de fermentation contrôlée Le froid qui préserve vos pâtes 5 7 7, r u e C é l e s t i n H e n n i o n - 5 9 1 4 4 G O M M E G N I E S t é l. + 3 3. ( 0 ) 3. 2 7. 2 8. 1 8. 1 8 - f a x. + 3 3. (
Europâisches Patentamt European Patent Office Office européen des brevets. Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
BeLux Piscine EMINENCE 10m / 5m
 BeLux Piscine EMINENCE 10m / 5m Composition de la formule EMINENCE La Maçonnerie Tous les blocs de maçonnerie sont prévus pour construire une piscine d'une dimension de 10m de longueur et 5m de largeur.
BeLux Piscine EMINENCE 10m / 5m Composition de la formule EMINENCE La Maçonnerie Tous les blocs de maçonnerie sont prévus pour construire une piscine d'une dimension de 10m de longueur et 5m de largeur.
Dalle Activ Kerkstoel Activation du noyau de béton
 Dalle Activ Kerkstoel Activation du noyau de béton Basé sur l expérience, piloté par l innovation L activation du noyau de béton : un système bien conçu, économe et durable. Construire selon ce principe,
Dalle Activ Kerkstoel Activation du noyau de béton Basé sur l expérience, piloté par l innovation L activation du noyau de béton : un système bien conçu, économe et durable. Construire selon ce principe,
Ferrures d assemblage
 Ferrures d assemblage Table des matières Ferrures d assemblage à percer 3-9 Ferrures d assemblage à visser 10-13 Équerre d assemblage et plaques de raccord 14-19 Ferrures d assemblage spécifiques 20-22
Ferrures d assemblage Table des matières Ferrures d assemblage à percer 3-9 Ferrures d assemblage à visser 10-13 Équerre d assemblage et plaques de raccord 14-19 Ferrures d assemblage spécifiques 20-22
Jouve, 18, rue Saint-Denis, 75001 PARIS
 19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
îundesdruokerei Berlin
 Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
Le commerce de détail en Europe : la diversité des tissus commerciaux
 Le commerce de détail en Europe : la diversité des tissus commerciaux Claire de Kermadec* Les habitudes culturelles, la taille et la dynamique des marchés modèlent le paysage du commerce de détail en Europe.
Le commerce de détail en Europe : la diversité des tissus commerciaux Claire de Kermadec* Les habitudes culturelles, la taille et la dynamique des marchés modèlent le paysage du commerce de détail en Europe.
Whitepaper. La solution parfaite pour la mise en température d un réacteur. Système de régulation. Réacteur. de température
 Whitepaper Mettre en température économiquement La solution parfaite pour la mise en température d un réacteur La mise en température de réacteur dans les laboratoires et les unités pilotes de l industrie
Whitepaper Mettre en température économiquement La solution parfaite pour la mise en température d un réacteur La mise en température de réacteur dans les laboratoires et les unités pilotes de l industrie
ESCALIERS ESCAMOTABLES. Catalogue - Tarif TOUT LE SAVOIR FAIRE DE L INVENTEUR DE L ESCALIER ESCAMOTABLE
 ESCALIERS ESCAMOTABLES Catalogue - Tarif TOUT LE SAVOIR FAIRE DE L INVENTEUR DE L ESCALIER ESCAMOTABLE 2005 2 LA GAMME D ESCALIERS ESCAMOTABLES se décline en bois et en aluminium. Des matériaux nobles
ESCALIERS ESCAMOTABLES Catalogue - Tarif TOUT LE SAVOIR FAIRE DE L INVENTEUR DE L ESCALIER ESCAMOTABLE 2005 2 LA GAMME D ESCALIERS ESCAMOTABLES se décline en bois et en aluminium. Des matériaux nobles
Pompes à chaleur pour la préparation d eau chaude sanitaire EUROPA
 HEAT PUMP Systems Pompes à chaleur pour la préparation d eau chaude sanitaire EUROPA Le champion du monde De l eau chaude à moindre coût à tout moment? C est désormais possible grâce aux solutions techniques
HEAT PUMP Systems Pompes à chaleur pour la préparation d eau chaude sanitaire EUROPA Le champion du monde De l eau chaude à moindre coût à tout moment? C est désormais possible grâce aux solutions techniques
Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1
 J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
Comment devenir référent? Comment le rester?
 Comment devenir référent? Comment le rester? Patrick CHOUTET Service des Maladies infectieuses CHU Bretonneau Tours RICAI décembre 2005 Quels enjeux? autres que le pouvoir Total Outpatient antibiotic use
Comment devenir référent? Comment le rester? Patrick CHOUTET Service des Maladies infectieuses CHU Bretonneau Tours RICAI décembre 2005 Quels enjeux? autres que le pouvoir Total Outpatient antibiotic use
Le marché de l assurance de protection juridique en Europe. Octobre 2013
 Le marché de l assurance de protection juridique en Europe Octobre 2013 Le marché de l assurance de protection juridique en Europe Octobre 2013 Dans sa dernière publication, RIAD, l Association internationale
Le marché de l assurance de protection juridique en Europe Octobre 2013 Le marché de l assurance de protection juridique en Europe Octobre 2013 Dans sa dernière publication, RIAD, l Association internationale
Réfrigérateurs et congélateurs de laboratoire
 Réfrigérateurs et congélateurs de laboratoire Réfrigérateurs de laboratoire (+1 / +8 C) Congélateurs de laboratoire ( 18 / 22 C) Congélateurs plasma ( 30 / 35 C) Réfrigérateurs pour banques de sang (+4
Réfrigérateurs et congélateurs de laboratoire Réfrigérateurs de laboratoire (+1 / +8 C) Congélateurs de laboratoire ( 18 / 22 C) Congélateurs plasma ( 30 / 35 C) Réfrigérateurs pour banques de sang (+4
Muret Laurentien MC. Classique et Versatile
 Muret Laurentien MC Classique et Versatile Le muret Laurentien par son look classique s agence à toutes nos gammes de pavé. Qualités et caractéristiques Intégration particulièrement harmonieuse du muret
Muret Laurentien MC Classique et Versatile Le muret Laurentien par son look classique s agence à toutes nos gammes de pavé. Qualités et caractéristiques Intégration particulièrement harmonieuse du muret
Notes explicatives concernant le formulaire d opposition
 OFFICE DE L HARMONISATION DANS LE MARCHÉ INTÉRIEUR (OHMI) (marques, dessins et modèles) Notes explicatives concernant le formulaire d opposition 1. Remarques générales 1.1 Utilisation du formulaire Le
OFFICE DE L HARMONISATION DANS LE MARCHÉ INTÉRIEUR (OHMI) (marques, dessins et modèles) Notes explicatives concernant le formulaire d opposition 1. Remarques générales 1.1 Utilisation du formulaire Le
Délégation Côte d Azur Formation Geslab 203 module dépenses 1
 Délégation Côte d Azur Formation Geslab 203 module dépenses 1 Déroulement de la journée Tiers Recherches et Couguar Créations et particularités Demandes d achats Principes et création Commandes Informations
Délégation Côte d Azur Formation Geslab 203 module dépenses 1 Déroulement de la journée Tiers Recherches et Couguar Créations et particularités Demandes d achats Principes et création Commandes Informations
pro-part Ficha técnica Applications recommandées Matériaux Supports
 Ficha técnica pro-part Profilé décoratif pour revêtements céramiques, permet de remplacer la traditionnelle frise décorative en céramique. Convient à la finition des angles et des transitions entre carreaux
Ficha técnica pro-part Profilé décoratif pour revêtements céramiques, permet de remplacer la traditionnelle frise décorative en céramique. Convient à la finition des angles et des transitions entre carreaux
GUIDE D INSTALLATION. La première enveloppe pare air et perméable à la vapeur d eau AVANTAGES
 GUIDE D INSTALLATION La première enveloppe pare air et perméable à la vapeur d eau AVANTAGES Possède une résistance thermique élevée Réduit la circulation d air à travers les murs Évite la formation d
GUIDE D INSTALLATION La première enveloppe pare air et perméable à la vapeur d eau AVANTAGES Possède une résistance thermique élevée Réduit la circulation d air à travers les murs Évite la formation d
Office de l harmonisation dans le marché intérieur (OHMI) Indications requises par l OHMI: Référence du déposant/représentant :
 Indications requises par l OHMI: Référence du déposant/représentant :") Office de l harmonisation dans le marché intérieur (OHMI) Réservé pour l OHMI: Date de réception Nombre de pages Demande d enregistrement international relevant exclusivement du protocole de Madrid OHMI-Form
Office de l harmonisation dans le marché intérieur (OHMI) Réservé pour l OHMI: Date de réception Nombre de pages Demande d enregistrement international relevant exclusivement du protocole de Madrid OHMI-Form
GENERALITES SUR LA MESURE DE TEMPERATURE
 Distributeur exclusif de GENERALITES SUR LA MESURE DE TEMPERATURE INTRODUCTION...2 GENERALITES SUR LA MESURE DE TEMPERATURE...2 La température...2 Unités de mesure de température...3 Echelle de température...3
Distributeur exclusif de GENERALITES SUR LA MESURE DE TEMPERATURE INTRODUCTION...2 GENERALITES SUR LA MESURE DE TEMPERATURE...2 La température...2 Unités de mesure de température...3 Echelle de température...3
Tarif des clés USB et POWER BANKS semaines 37 / 38
 10/09/2015 1/17 Tarif des clés USB et POWER BANKS semaines 37 / 38 JEMA SARL N 10 Les Roudiers 33220 Eynesse Sarl au capital de 10 000 APE : 4619B Siret : 79406183800015 Lionel FAVEREAU : Céline FAVEREAU
10/09/2015 1/17 Tarif des clés USB et POWER BANKS semaines 37 / 38 JEMA SARL N 10 Les Roudiers 33220 Eynesse Sarl au capital de 10 000 APE : 4619B Siret : 79406183800015 Lionel FAVEREAU : Céline FAVEREAU
Lindab Poutres climatiques. Terminaux à eau. Avantages Larges gammes de poutres certifiées EUROVENT
 lindab poutres Avantages Larges gammes de poutres certifiées EUROVENT Eco-énergétique Applications Tertiaires (bureaux, hôpitaux, hôtels...) Modularité et design Neuf et rénovation Simplicité de montage
lindab poutres Avantages Larges gammes de poutres certifiées EUROVENT Eco-énergétique Applications Tertiaires (bureaux, hôpitaux, hôtels...) Modularité et design Neuf et rénovation Simplicité de montage
Clé USB Original SPÉCIFICITÉS OPTIONS DE PERSONNALISATION OPTIONS MAINTENANT DISPONIBLE EN COULEUR LAQUÉE BLANC
 Clé USB Original MAINTENANT DISPONIBLE EN COULEUR LAQUÉE BLANC Aluminium 55 x 15 x 6 mm Disponible en 6 couleurs 9 gr DE PERSONNALISATION Logo toute couleur recouvert d une pellicule acrylique (doming)
Clé USB Original MAINTENANT DISPONIBLE EN COULEUR LAQUÉE BLANC Aluminium 55 x 15 x 6 mm Disponible en 6 couleurs 9 gr DE PERSONNALISATION Logo toute couleur recouvert d une pellicule acrylique (doming)
1 RÉPUBLIQUE FRANÇAISE MINISTÈRE DE L EMPLOI, DE LA COHÉSION SOCIALE ET DU LOGEMENT ARRÊTÉ
 1 RÉPUBLIQUE FRANÇAISE MINISTÈRE DE L EMPLOI, DE LA COHÉSION SOCIALE ET DU LOGEMENT NOR : SOCU 00611881A ARRÊTÉ relatif au diagnostic de performance énergétique pour les bâtiments existants proposés à
1 RÉPUBLIQUE FRANÇAISE MINISTÈRE DE L EMPLOI, DE LA COHÉSION SOCIALE ET DU LOGEMENT NOR : SOCU 00611881A ARRÊTÉ relatif au diagnostic de performance énergétique pour les bâtiments existants proposés à
Les actions internationales pour l enseignement supérieur Un objectif de coopération internationale entre pays programmes et partenaires
 Les actions internationales pour l enseignement supérieur Un objectif de coopération internationale entre pays programmes et partenaires Pays programmes Pays membres de l UE Autres pays programmes : Iceland,
Les actions internationales pour l enseignement supérieur Un objectif de coopération internationale entre pays programmes et partenaires Pays programmes Pays membres de l UE Autres pays programmes : Iceland,
TABLE DES MATIÈRES. 1- Historique... 1. 2- Types de ventilateurs et leurs différents usages... 1
 LA VENTILATION DES COUVERTURES 01-01-1998 TABLE DES MATIÈRES Page 1- Historique... 1 2- Types de ventilateurs et leurs différents usages... 1 3- Recommandations et investigations avant réfection... 3 4-
LA VENTILATION DES COUVERTURES 01-01-1998 TABLE DES MATIÈRES Page 1- Historique... 1 2- Types de ventilateurs et leurs différents usages... 1 3- Recommandations et investigations avant réfection... 3 4-
Les enfants ayant besoin d une protection internationale
 FR Les enfants ayant besoin d une protection internationale Informations destinées aux enfants non accompagnés qui introduisent une demande de protection internationale conformément à l article 4 du Règlement
FR Les enfants ayant besoin d une protection internationale Informations destinées aux enfants non accompagnés qui introduisent une demande de protection internationale conformément à l article 4 du Règlement
5 Applications. Isolation intérieure des murs de fondation. ISOFOIL est un panneau isolant rigide laminé d un pare-vapeur d aluminium réfléchissant.
 FICHE TECHNIQUE 120-1.4 07.21.13.13 1 Nom du produit ISOFOIL 2 Manufacturier ISOFOIL est fabriqué par Groupe Isolofoam, entreprise québécoise et important manufacturier de produits isolants depuis plus
FICHE TECHNIQUE 120-1.4 07.21.13.13 1 Nom du produit ISOFOIL 2 Manufacturier ISOFOIL est fabriqué par Groupe Isolofoam, entreprise québécoise et important manufacturier de produits isolants depuis plus
produit La chaudière en fonte monobloc Chaudière basse température et à condensation Weishaupt Thermo Unit-G
 produit Information sur les chaudières fontes au sol La chaudière en fonte monobloc Chaudière basse température et à condensation Weishaupt Thermo Unit-G Weishaupt Thermo Unit G Le chauffage en toute simplicité
produit Information sur les chaudières fontes au sol La chaudière en fonte monobloc Chaudière basse température et à condensation Weishaupt Thermo Unit-G Weishaupt Thermo Unit G Le chauffage en toute simplicité
CARACTÉRISTIQUES COMMUNES À TOUS LES MODÈLES
 CARACTÉRISTIQUES COMMUNES À TOUS LES MODÈLES Le cœur du produit de pointe que nous avons étudié et réalisé pour le secteur médical est représenté par le nouveau thermostat électronique HACCP, de série
CARACTÉRISTIQUES COMMUNES À TOUS LES MODÈLES Le cœur du produit de pointe que nous avons étudié et réalisé pour le secteur médical est représenté par le nouveau thermostat électronique HACCP, de série
Focus sur les structures de l enseignement supérieur en Europe 2004/2005 Évolutions nationales dans le cadre du Processus de Bologne
 ISSN 1830-348X Direction générale de l éducation et de la culture Focus sur les structures de l enseignement supérieur en Europe 2004/2005 Évolutions nationales dans le cadre du Processus de Bologne Commission
ISSN 1830-348X Direction générale de l éducation et de la culture Focus sur les structures de l enseignement supérieur en Europe 2004/2005 Évolutions nationales dans le cadre du Processus de Bologne Commission
Systèmes de ventilation double flux CWL
 Economie d énergie et respect de l environnement de série Systèmes de ventilation double flux CWL CWL 180 : jusqu à 180 m 3 /h CWL 300 : jusqu à 300 m 3 /h avec ou sans bypass CWL 400 : jusqu à 400 m 3
Economie d énergie et respect de l environnement de série Systèmes de ventilation double flux CWL CWL 180 : jusqu à 180 m 3 /h CWL 300 : jusqu à 300 m 3 /h avec ou sans bypass CWL 400 : jusqu à 400 m 3
DP 500/ DP 510 Appareils de mesure du point de rosée mobiles avec enregistreur
 DP 500/ DP 510 Appareils de mesure du point de rosée mobiles avec enregistreur de données Les nouveaux appareils DP 500/ DP 510 sont les appareils de service mobiles idéaux pour mesure le point de rosée
DP 500/ DP 510 Appareils de mesure du point de rosée mobiles avec enregistreur de données Les nouveaux appareils DP 500/ DP 510 sont les appareils de service mobiles idéaux pour mesure le point de rosée
3) Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)
 Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)") raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
Kardó. Une combinaison infinie de lumiere
 Kardó Une combinaison infinie de lumiere CONCEPT Design: eer architectural design, Belgique 2 - Kardó Kardó est un système d éclairage spécial qui permet de s adapter à l architecture à travers tout le
Kardó Une combinaison infinie de lumiere CONCEPT Design: eer architectural design, Belgique 2 - Kardó Kardó est un système d éclairage spécial qui permet de s adapter à l architecture à travers tout le
Documentation Utilisateur
 Documentation Utilisateur Version du Modifiée par Commentaires 09-09-25 RPA Création 10-03-01 CAL Précisions 10-03-01 FPI Exemples d utilisation 10-03-16 JTG Relecture et corrections Table des matières
Documentation Utilisateur Version du Modifiée par Commentaires 09-09-25 RPA Création 10-03-01 CAL Précisions 10-03-01 FPI Exemples d utilisation 10-03-16 JTG Relecture et corrections Table des matières
Version 1. Demandeur de l étude : VM - BETON SERVICES 51 Boulevard des Marchandises 85260 L'HERBERGEMENT. Auteur * Approbateur Vérificateur(s)
") Département Enveloppe et Revêtements Division HygroThermique des Ouvrages N affaire : 12-007 Le 10 avril 2012 Réf. DER/HTO 2012-093-BB/LS CALCUL DES COEFFICIENTS DE TRANSMISSION SURFACIQUE UP ET DES COEFFICIENTS
Département Enveloppe et Revêtements Division HygroThermique des Ouvrages N affaire : 12-007 Le 10 avril 2012 Réf. DER/HTO 2012-093-BB/LS CALCUL DES COEFFICIENTS DE TRANSMISSION SURFACIQUE UP ET DES COEFFICIENTS
Moulage par injection
 TECHNIQUES DE MISE EN FORME Moulage par injection ROB THOMPSON Voici un chapitre de l'ouvrage «Design : Les procédés de fabrication» (éd. Vial, 2012) présenté dans «Technomag» (p. 24). Le support de son
TECHNIQUES DE MISE EN FORME Moulage par injection ROB THOMPSON Voici un chapitre de l'ouvrage «Design : Les procédés de fabrication» (éd. Vial, 2012) présenté dans «Technomag» (p. 24). Le support de son
Le polissage par laser
 B U L L E T I N T E C H N I Q U E N 4 1 B U L L E T I N T E C H N I Q U E N 4 1 Le polissage par laser Contexte Un traitement de surface est généralement réalisé dans le but d améliorer les caractéristiques
B U L L E T I N T E C H N I Q U E N 4 1 B U L L E T I N T E C H N I Q U E N 4 1 Le polissage par laser Contexte Un traitement de surface est généralement réalisé dans le but d améliorer les caractéristiques
RIMM Fabrique une gamme complète de rayonnages adaptés à chaque zone du stockage alimentaire, conformes aux normes européennes.
 RIMM - BP 6 - RN20-31860 PINS-JUSTARET Tél. 05 61 76 33 45 - Fax. 05 61 76 92 82 contact@rimm.fr - www.rimm.fr RIMM Fabrique une gamme complète de rayonnages adaptés à chaque zone du stockage alimentaire,
RIMM - BP 6 - RN20-31860 PINS-JUSTARET Tél. 05 61 76 33 45 - Fax. 05 61 76 92 82 contact@rimm.fr - www.rimm.fr RIMM Fabrique une gamme complète de rayonnages adaptés à chaque zone du stockage alimentaire,
Leica DISTO A2. The original laser distance meter
 Leica DISTO A2 The original laser distance meter Manuel d'utilisation Français Nous vous félicitons pour l'achat de votre Leica DISTO. Vous trouverez les consignes de sécurité dans la brochure en annexe.
Leica DISTO A2 The original laser distance meter Manuel d'utilisation Français Nous vous félicitons pour l'achat de votre Leica DISTO. Vous trouverez les consignes de sécurité dans la brochure en annexe.
SANTOS espresso n 75. N 75 (Modèle Noir)
") EQUIP HOTEL 2003 SANTOS espresso n 75 Machine à café professionnelle "Santos Espresso ", 1 groupe. Pompe 16 bars. Filtres : 1, 2 tasses, dosettes standards Idéal pour les bureaux, points de restauration
EQUIP HOTEL 2003 SANTOS espresso n 75 Machine à café professionnelle "Santos Espresso ", 1 groupe. Pompe 16 bars. Filtres : 1, 2 tasses, dosettes standards Idéal pour les bureaux, points de restauration
192 Office européen des brevets DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
Notice d utilisation pour la table de cuisson à gaz VAL TGV 5 NWC CODE : 936954
 Notice d utilisation pour la table de cuisson à gaz VAL TGV 5 NWC CODE : 936954 V2.0 082013 Sommaire Informations importantes 2 Caractéristiques de la table de cuisson à gaz 2 Avertissements importants
Notice d utilisation pour la table de cuisson à gaz VAL TGV 5 NWC CODE : 936954 V2.0 082013 Sommaire Informations importantes 2 Caractéristiques de la table de cuisson à gaz 2 Avertissements importants
Eskimo allie la beauté du design à l excellence technique de ses systèmes de chauffage.
 Importateur Eskimo allie la beauté du design à l excellence technique de ses systèmes de chauffage. Le système Eskimo Star est encore amélioré en 2009 avec la nouvelle génération de conve c t e u r s OUTLINE
Importateur Eskimo allie la beauté du design à l excellence technique de ses systèmes de chauffage. Le système Eskimo Star est encore amélioré en 2009 avec la nouvelle génération de conve c t e u r s OUTLINE
produit De l eau chaude sanitaire à volonté Préparateurs ECS et accumulateurs d énergie Weishaupt
 produit Information sur les préparateurs d eau chaude sanitaire De l eau chaude sanitaire à volonté Préparateurs ECS et accumulateurs d énergie Weishaupt Hygiène et propreté pour votre eau chaude sanitaire
produit Information sur les préparateurs d eau chaude sanitaire De l eau chaude sanitaire à volonté Préparateurs ECS et accumulateurs d énergie Weishaupt Hygiène et propreté pour votre eau chaude sanitaire
PRÉGYMÉTALTM. Mise en œuvre CONTRE-CLOISONS PRINCIPES DE POSE POINTS SINGULIERS ACCROCHAGES & FIXATIONS LOCAUX HUMIDES LOCAUX TRÈS HUMIDES
 PRÉGYMÉTALTM Mise en œuvre Caractéristiques techniques pages 90 à 9 PRINCIPES DE POSE A POINTS SINGULIERS 7 A 0 ACCROCHAGES & FIXATIONS LOCAUX HUMIDES LOCAUX TRÈS HUMIDES TRAÇAGE ET POSE DES RAILS CONTRE-CLOISONS
PRÉGYMÉTALTM Mise en œuvre Caractéristiques techniques pages 90 à 9 PRINCIPES DE POSE A POINTS SINGULIERS 7 A 0 ACCROCHAGES & FIXATIONS LOCAUX HUMIDES LOCAUX TRÈS HUMIDES TRAÇAGE ET POSE DES RAILS CONTRE-CLOISONS
Fauteuil dentaire monté vers le haut, Modèle CARE-22
 Fauteuil dentaire monté vers le haut, Modèle CARE-22 Fauteuil dentaire monté vers le haut, Modèle CARE-22 Réf. SOC-RYS-301017 Caractéristique : Système d exploitation à main monté vers le haut, design
Fauteuil dentaire monté vers le haut, Modèle CARE-22 Fauteuil dentaire monté vers le haut, Modèle CARE-22 Réf. SOC-RYS-301017 Caractéristique : Système d exploitation à main monté vers le haut, design
e-mail : bcf.courrier@bcf.asso.fr site internet : www.bcf.asso.fr. ASSURANCE FRONTIÈRE --------------------- CAHIER DES CHARGES
 BUREAU CENTRAL FRANÇAIS DES SOCIÉTÉS D ASSURANCES CONTRE LES ACCIDENTS D AUTOMOBILES Adresser toute correspondance : 1, rue Jules Lefebvre 75431 PARIS CEDEX 09 Téléphone : 01 53 21 50 80 Télécopieur :
BUREAU CENTRAL FRANÇAIS DES SOCIÉTÉS D ASSURANCES CONTRE LES ACCIDENTS D AUTOMOBILES Adresser toute correspondance : 1, rue Jules Lefebvre 75431 PARIS CEDEX 09 Téléphone : 01 53 21 50 80 Télécopieur :
Cours d électricité. Circuits électriques en courant constant. Mathieu Bardoux. 1 re année
 Cours d électricité Circuits électriques en courant constant Mathieu Bardoux mathieu.bardoux@univ-littoral.fr IUT Saint-Omer / Dunkerque Département Génie Thermique et Énergie 1 re année Objectifs du chapitre
Cours d électricité Circuits électriques en courant constant Mathieu Bardoux mathieu.bardoux@univ-littoral.fr IUT Saint-Omer / Dunkerque Département Génie Thermique et Énergie 1 re année Objectifs du chapitre
Canada-Inde Profil et perspective
 Canada-Inde Profil et perspective Mars 2009 0 L Inde et le Canada : un bref profil Vancouver Calgary Montréal Toronto INDE 3 287 263 km² 1,12 milliard 1 181 milliards $US 1 051 $US Source : Fiche d information
Canada-Inde Profil et perspective Mars 2009 0 L Inde et le Canada : un bref profil Vancouver Calgary Montréal Toronto INDE 3 287 263 km² 1,12 milliard 1 181 milliards $US 1 051 $US Source : Fiche d information
www.forex.eu MADE IN SWITZERLAND.
 MADE IN SWITZERLAND. Airex AG, fondé en 1956, est leader dans le secteur du plastique expansé grâce à des innovations ciblées. En plus des fabrications de solutions techniques pour l industrie, Airex AG
MADE IN SWITZERLAND. Airex AG, fondé en 1956, est leader dans le secteur du plastique expansé grâce à des innovations ciblées. En plus des fabrications de solutions techniques pour l industrie, Airex AG
LC HC LC+90 HC+ 90 LC+180 HC+110 LC+240 HC+115 HC+130 HC-50 HC-10 HC+580 3320
 2 3 4 5 6 7 de commande = nominales de la baie de baie maxi L H Hors tout huisserie et mécanisme (1) L H en largeur (2) Novoporte motorisé avec Novomatic Hauteur de manuel Hauteur de motorisé Novoporte
2 3 4 5 6 7 de commande = nominales de la baie de baie maxi L H Hors tout huisserie et mécanisme (1) L H en largeur (2) Novoporte motorisé avec Novomatic Hauteur de manuel Hauteur de motorisé Novoporte
B2.- Performances acoustiques de divers éléments de construction
 B2.- Performances acoustiques de divers éléments de construction B2.1.- Caractéristiques d absorption B2.1.1.- Coefficients d absorption de surfaces couvertes par différents éléments Maçonnerie et enduits
B2.- Performances acoustiques de divers éléments de construction B2.1.- Caractéristiques d absorption B2.1.1.- Coefficients d absorption de surfaces couvertes par différents éléments Maçonnerie et enduits