*EP A1* EP A1 (19) (11) EP A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: Bulletin 2003/14
|
|
|
- Aurélien Pruneau
- il y a 8 ans
- Total affichages :
Transcription
1 (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP A1* (11) EP A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: Bulletin 2003/14 (51) Int Cl. 7 : B65B 25/14, B65B 9/04 (21) Numéro de dépôt: (22) Date de dépôt: (84) Etats contractants désignés: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR Etats d extension désignés: AL LT LV MK RO SI (71) Demandeurs: Lopes, José Ozoir La Ferriere (FR) Lepee, Didier Saint-Maur-Des-Fosses (FR) Souard, Sylvère Conches (FR) Tisserand, Michel Bry-sur-Marne (FR) (72) Inventeurs: Lopes, José Ozoir La Ferriere (FR) Lepee, Didier Saint-Maur-Des-Fosses (FR) Souard, Sylvère Conches (FR) Tisserand, Michel Bry-sur-Marne (FR) (74) Mandataire: Thévenet, Jean-Bruno et al Cabinet Beau de Loménie 158, rue de l Université Paris Cédex 07 (FR) (54) Procédé et installation pour emballer des paquets de billets (57) L'installation pour emballer des paquets de billets, tels que des empilements de liasses de billets de banque, comprend plusieurs postes de travail montés en ligne avec au moins un poste de thermoformage (110) pour la formation de coques vides (11) à partir d'un premier film (1) en matière plastique, un poste de remplissage (120) pour l'introduction de paquets de billets à l'intérieur des coques vides (11), un poste d'operculage (150) pour operculer l'ouverture des coques (13, 14) remplies de paquets de billets à l'aide d'un deuxième film (2) et un poste (150) de découpe des coques remplies et operculées (15) pour former des paquets de billets emballés. L'installation comprend en outre un système centralisé (170) de commande de l'avance pas-à-pas des premier et deuxième films (1, 2) ainsi que des coques thermoformées vides (11), des coques thermoformées remplies (12,13,14) et des coques thermoformées remplies et operculées (15), à l'aide d'au moins deux pinces articulées mobiles montées chacune sur un chariot latéral présentant un mouvement de va-et-vient entre les différents postes de travail et agissant sélectivement sur les bords du premier film (1) lorsque le chariot est en déplacement "aller" vers l'aval et à l'aide d'au moins deux pinces montées à poste fixe et agissant sur les bords du premier film (1) lorsque les pinces articulées mobiles solidaires des chariots sont en déplacement "retour" vers l'amont. EP A1 Printed by Jouve, PARIS (FR)
 Lepee, Didier 94100 Saint-Maur-Des-Fosses (FR) Souard, Sylvère 77600 Conches (FR) Tisserand, Michel 94360 Bry-sur-Marne (FR) (72) Inventeurs: Lopes, José 77330 Ozoir La Ferriere (FR) Lepee,")
2 1 EP A1 2 Description Domaine de l'invention [0001] La présente invention a pour objet un procédé et une installation pour emballer des paquets de billets, tels que des empilements de liasses de billets de banque. Art antérieur [0002] Il est souvent nécessaire de rassembler des billets ou coupons en papier non reliés et après empilement de ces billets de former un emballage autour des empilements de billets à la fois pour protéger ces paquets de billets et faciliter leur manipulation et leur transport. [0003] C'est ainsi que, au niveau de la banque centrale d'un état ou d'un groupe d'etats ayant une monnaie commune, on procède non seulement à l'émission de billets de banque neufs qui doivent être acheminés vers les agences de diverses banques commerciales, mais également au traitement, ou tri et au recyclage de billets de banque usagés, qui doivent de la même manière être réacheminés vers les agences de diverses banques commerciales ou dans certains cas détruits (billets trop défectueux ou faux billets par exemple). [0004] Que ce soit après fabrication ou retraitement et triage, les billets de banque sont généralement regroupés par liasses de cent billets d'une même valeur faciale. Une ganse entoure une liasse de billets au voisinage de l'un des petits côtés des billets. [0005] Un paquet de billets de banque est ensuite en général formé d'un ensemble de dix liasses qui sont conditionnées pour leur transport et leur acheminement sur le lieu de mise en circulation. [0006] Dans les emballages traditionnels de billets de banque, un paquet de liasses de billets est souvent disposé à l'intérieur d'un étui formé à partir de doubles feuilles de carton à profil en U définissant un tunnel à l'intérieur duquel est inséré le paquet de liasses de billets. Des liens maintiennent les deux feuilles de carton assemblées autour des paquets de billets. [0007] De tels emballages fournissent une protection satisfaisante dans de nombreux contextes d'utilisation mais impliquent un procédé de mise en place relativement complexe et surtout présentent des risques de détérioration des billets lorsque les liens de l'emballage doivent être défaits sur le lieu d'utilisation à l'aide d'outils pointus ou tranchants tels que des ciseaux par exemple. Objet et description succincte de l'invention [0008] L'invention vise à remédier aux inconvénients précités et à permettre de réaliser des emballages de billets, tels que des billets de banque, qui permettent de protéger efficacement un paquet de billets tout en autorisant une ouverture des emballages aisée et sans risque de détérioration des billets. [0009] L'invention vise encore à faciliter le processus d'emballage de paquets de billets et à permettre de mettre en oeuvre des installations d'emballage compactes et d'une utilisation commode, qui en outre n'impliquent pas d'opérations complémentaires longues et coûteuses de retraitement de déchets. [0010] L'invention a encore pour but de simplifier le processus de formation de paquets de billets à emballer, à partir de liasses de billets pré-triées. [0011] Ces buts sont atteints, conformément à l'invention, grâce à une installation pour emballer des paquets de billets, tels que des empilements de liasses de billets de banque, caractérisée en ce qu'elle comprend plusieurs postes de travail montés en ligne avec au moins un poste de thermoformage pour la formation de coques vides à partir d'un premier film en matière plastique, un poste de remplissage pour l'introduction de paquets de billets à l'intérieur des coques vides, un poste d'operculage pour operculer l'ouverture des coques remplies de paquets de billets à l'aide d'un deuxième film et un poste de découpe des coques remplies et operculées pour former des paquets de billets emballés, et en ce que l'installation comprend en outre un système centralisé de commande de l'avance pas-à-pas des premier et deuxième films ainsi que des coques thermoformées vides, des coques thermoformées remplies et des coques thermoformées remplies et operculées, à l'aide d'au moins deux pinces articulées mobiles montées chacune sur un chariot latéral présentant un mouvement de va-et-vient entre les différents postes de travail et agissant sélectivement sur les bords du premier film lorsque ledit chariot est en déplacement "aller" vers l'aval et à l'aide d'au moins deux pinces montées à poste fixe et agissant sur les bords du premier film lorsque les pinces articulées mobiles solidaires des chariots sont en déplacement "retour" vers l'amont. [0012] De façon plus particulière, le poste d'operculage comprend des premiers moyens de scellage du deuxième film d'operculage sur le premier film selon une ligne fermée entourant la coque remplie, et des deuxièmes moyens de scellage du deuxième film sur le premier film selon une ligne transversale située en amont de ladite ligne fermée. [0013] Avantageusement, le poste d'operculage comprend en outre des moyens de découpe transversale des premier et deuxième films entre ladite ligne transversale et ladite ligne fermée [0014] Selon une caractéristique particulière, le poste de thermoformage comprend un plateau chauffant disposé à une distance prédéterminée (d) au-dessus du premier film et associé à des moyens de commande permettant l'escamotage dudit plateau chauffant par translation dans un plan horizontal. [0015] Le va-et-vient des chariots latéraux de support des jeux de pinces articulées est commandé par un mécanisme définissant pour les chariots latéraux une course égale au pas entre deux postes de travail adjacents. 2
![Art antérieur [0002] Il est souvent nécessaire de rassembler des billets ou coupons en papier non reliés et après empilement de ces billets de former un emballage autour des empilements de billets à](/docs-images/52/15275862/images/page_2.jpg "la fois pour protéger ces paquets de billets et faciliter leur manipulation et leur transport.")
3 3 EP A1 4 [0016] Selon un mode de réalisation avantageux, les postes de thermoformage et d'operculage comprennent chacun une cloche inférieure solidaire d'un même plateau dont les mouvements de montée et descente sont commandés de façon centralisée par un système de cames entraînées en rotation à partir d'un même moteur [0017] Dans ce cas, de préférence, les postes de thermoformage et d'operculage comprennent chacun une cloche supérieure commandée à l'aide d'une bielle à partir du mouvement du plateau de support des cloches inférieures. [0018] Le poste d'operculage comprend un support fixe d'une coque remplie à operculer, lequel support fixe est indépendant du plateau mobile de support des cloches inférieures. [0019] L'installation selon l'invention peut comprendre un système d'approvisionnement en paquets de billets comprenant un poste de sélection pour la formation d'un paquet de billets. [0020] Le poste de sélection comprend un convoyeur de réception et de transfert de liasses de billets en position verticale, un dispositif de retournement à 180 d'une liasse de billets sur deux et un dispositif d'empilage de liasses de billets successives pour former des paquets de billets. [0021] Le dispositif d'empilage de liasses de billets comprend une barre de poussée associée à un mécanisme de commande assurant des mouvements d'allerretour de la barre de poussée de part et d'autre du convoyeur de transfert, un ensemble de tiges verticales de butée arrière associées à des moyens de rappel élastique et coulissant dans des lumières formées dans une plaque de support d'empilement, des loquets inférieurs fixes escamotables situés au voisinage du convoyeur de transfert, des griffes supérieures pivotantes de retenue avant agissant dans le même plan vertical que celui des loquets inférieurs fixes et un guide horizontal escamotable avant parallèle au convoyeur de transfert et à la barre de poussée pour assurer le guidage d'une liasse en position verticale sur le convoyeur de transfert. [0022] Le système d'approvisionnement en paquets de billets comprend un manipulateur avec un bras muni d'une pince, lequel bras est déplaçable en translation selon deux mouvements linéaires dans des directions verticale et horizontale entre un poste de sélection de paquets de billets et le poste de remplissage pour l'introduction de paquets de billets à l'intérieur des coques vides. [0023] Avantageusement, la pince du manipulateur comprend une première plaque ajourée verticale fixe, une deuxième plaque ajourée verticale mobile déplaçable selon une direction horizontale, et une plaque horizontale formant dévêtisseur, associée à un ressort, qui est repoussée vers le haut lorsqu'un paquet de billets est saisi entre les plaques ajourées verticales de la pince. [0024] L'installation peut encore comprendre en outre un convoyeur muni d'écluses à volet escamotable pour la réception de liasses de billets triées pour alimenter en liasses de billets le poste de sélection pour la formation de paquets de billets. [0025] L'invention concerne également un procédé pour emballer des paquets de billets, tels que des empilements de liasses de billets de banque, caractérisé en ce qu'il comprend les étapes suivantes effectuées dans une succession de postes de travail disposés en ligne : a) thermoformer une coque vide à partir d'un premier film en matière plastique, b) introduire à l'intérieur de la coque vide un paquet de billets, c) operculer l'ouverture de la coque remplie d'un paquet de billets à l'aide d'un deuxième film et d) découper une coque remplie et operculée pour former un paquet de billets installé dans une coque obturée par un film pelable, en ce qu'on procède à une commande centralisée de l'avance pas-à-pas des premier et deuxième films d'une coque thermoformée vide, d'une coque thermoformée remplie et d'une coque thermoformée remplie et operculée, d'un poste de travail à un autre, et en ce que, pour assurer ladite avance pas-à-pas, on procède alternativement à un entraînement "aller" vers l'aval des bords du premier film à l'aide de pinces articulées mobiles fermées sur lesdits bords et à un maintien desdits bords du premier film à l'aide de pinces fixes fermées sur lesdits bords pendant que les pinces articulées mobiles en position ouverte sont soumises à un mouvement "retour" vers l'amont. [0026] De préférence, la durée de traitement à chaque poste de travail et d'avance d'un poste de travail à l'autre est inférieure à une minute. Brève description des dessins [0027] D'autres caractéristiques et avantages de l'invention ressortiront de la description suivante de modes particuliers de réalisation, donnés à titre d'exemples, en référence aux dessins annexés, sur lesquels : - la figure 1 est une vue schématique d'ensemble montrant les différentes fonctions d'une machine à emballer des paquets de billets selon l'invention ; - la figure 2 est une vue de dessus montrant un détail de l'opération de scellage d'un emballage de paquets de billets selon l'invention ; - la figure 3 est une vue schématique de profil montrant les fonctions principales de l'opération d'emballage proprement dite d'une machine à emballer des paquets de billets selon l'invention ; - la figure 4 est une vue schématique de profil montrant essentiellement les fonctions de thermoforma- 3

4 5 EP A1 6 ge et de scellage d'une machine à emballer selon l'invention ; - la figure 5 est une vue schématique de profil montrant essentiellement la fonction de chauffage associée au thermoformage d'une machine à emballer selon l'invention ; - la figure 6 est une vue en élévation montrant la commande de mouvement d'un système de chariot à pinces articulées utilisé pour assurer l'avance d'un film de matière plastique utilisé dans une machine à emballer selon l'invention ; - la figure 7 est une vue en coupe selon la figure VII-VII de la figure 6 montrant le détail d'une pince articulée solidaire d'un chariot et d'une pince fixe ; - la figure 8 est une vue en élévation montrant un exemple de la commande des éléments d'un poste de thermoformage d'une machine à emballer selon l'invention ; - la figure 9 est une vue en élévation montrant un exemple de commande des éléments d'un poste de scellage d'une machine à emballer selon l'invention ; - les figures 10 et 11 sont des vues de face et de dessus d'un exemple de convoyeur associé à un ensemble de tri pour acheminer des liasses de billets dans une machine à emballer selon l'invention ; - les figures 12 et 13 sont des vues de face et de profil d'une écluse d'introduction manuelle d'une liasse de billets dans une machine à emballer selon l'invention ; - la figure 14 est une vue de profil d'une écluse d'introduction automatique d'une liasse de billets dans une machine à emballer selon l'invention ; - les figures 15 et 16 sont des vues respectivement de face et de dessus d'un exemple de poste de sélection ou de formation d'une pile de liasses de billets à emballer ; - les figures 17 à 19 sont des vues partielles de profil du poste de formation de pile de liasses de billets selon les figures 15 et 16, montrant différentes étapes du processus de formation d'une pile ; - les figures 20 et 21 sont des vues respectivement de profil et de face d'un exemple de pince de préhension d'un paquet ou d'une pile de billets à emballer ; - les figures 22 à 24 sont des vues de face et les figures 25 à 27 sont des vues de profil montrant trois étapes successives dans le fonctionnement d'un exemple de poste de manipulation assurant le transfert d'un paquet de billets d'un poste de sélection vers un poste de remplissage d'une machine à emballer des paquets de billets selon l'invention ; et - les figures 28 à 30 montrent le détail de trois phases de mise en place d'un paquet de billets dans un poste de remplissage d'une machine à emballer selon l'invention, à l'aide de la pince des figures 20 et Description détaillée de modes particuliers de réalisation [0028] La figure 1 montre sous une forme symbolique différentes parties constitutives d'une installation pour emballer des paquets de billets, conformément à l'invention. [0029] La machine à emballer proprement dite 100 comprend un premier poste 110 de thermoformage pour former une coque en matière plastique, un deuxième poste 120 d'introduction dans la coque, à l'aide d'un manipulateur 300, d'un paquet de billets à emballer, des postes optionnels 130, 140 de traitement de l'ensemble coque paquet de billets avant fermeture de l'emballage, un poste 150 d'operculage d'une coque remplie d'un paquet de billets et un poste 160 de découpe pouvant être couplé au poste 150 d'operculage. Un paquet de billets emballé est ensuite repris dans un bac récupérateur 500 ou transféré à l'aide d'un convoyeur vers un autre lieu d'expédition ou de stockage. [0030] L'installation d'emballage peut comprendre un premier module 400 comprenant un convoyeur 430 de réception de billets individuels ou de liasses de billets qui peuvent provenir d'une trieuse extérieure, non représentée, et sont introduits par diverses écluses 401 à 405 sur le convoyeur 430. [0031] Un module sélectionneur 200 reçoit les billets ou liasses de billets placés sur le convoyeur 430 et forme des paquets de billets prêts à être saisis par une pince du manipulateur 300. [0032] Chacun des différents modules de l'installation d'emballage de billets sera décrit de façon plus détaillée en relation avec des vues d'exemples de réalisation. [0033] La figure 3 montre en vue de profil le schéma de principe de la machine à emballer 100 proprement dite qui constitue essentiellement un ensemble de thermoformage spécifiquement adapté pour emballer des objets du type paquets de billets et conçu de manière à occuper un faible encombrement tout en limitant les résidus et déchets. [0034] L'emballeuse 100 comprend un espace de stockage d'une bobine 101 d'un film 1 en matière thermoplastique qui constitue un film inférieur à partir duquel vont être formées des coques de réception des produits à emballer. [0035] Une bobine 102 d'un deuxième film 2 est prévue à la partie supérieure de la machine 100 pour assurer l'operculage des coques remplies de paquets de billets, à l'aide d'un élément pelable mince formant couvercle facile à ouvrir. Le maintien des films 1 et 2 peut être librement choisi parmi les différents matériaux utilisés dans des installations de thermoformage par exemple dans le cadre de l'industrie agro-alimentaire comme pour la fabrication de pots de yaourt par exemple. [0036] Le film inférieur 1 est guidé par des rouleaux de renvoi 103 et 107 pour venir circuler dans un plan de travail horizontal. Le film supérieur 2, guidé par des rou- 4

5 7 EP A1 8 leaux de renvoi 104 à 106, est superposé au film inférieur 1 à l'entrée du poste d'operculage 150 où il est rendu solidaire du film inférieur 1. Une imprimante 108 placée sur le trajet du film supérieur 2 permet d'imprimer un certain nombre de données, telles que des données d'identification, sur les parties du film supérieur 2 qui constitueront les couvercles des paquets de billets emballés. [0037] Le poste de thermoformage 110, dont la structure apparaît mieux sur les figures 4, 5 et 8, comprend essentiellement une cloche inférieure 117 dans laquelle on peut faire le vide et qui est mobile verticalement, une cloche supérieure 116 munie d'un piston 119 et un plateau chauffant 115 déplaçable dans un plan horizontal à une distance prédéterminée d au-dessus de la surface du film inférieur 1 qui est d'abord tendu dans un plan horizontal à un moment où les cloches 116, 117 sont en position rétractée. [0038] La distance d est déterminée de telle sorte que le film inférieur 1 subisse le préchauffage requis pour son thermoformage, sans destruction dans le temps imparti du cycle. Lors du préchauffage, le plateau chauffant 115 se trouve dans la position 115A représentée en pointillés sur la figure 5. [0039] Le plateau chauffant 105 peut alternativement être disposé en position de chauffage dans le poste de thermoformage 110 (position 115A) et être escamoté par coulissement horizontal dans une position qui dégage l'espace au-dessus du film inférieur 1 et permet une descente de la cloche supérieure 116 munie de son piston 119 qui assure la déformation du film 1A préchauffé en coopération avec la cloche inférieure 117 à l'intérieur de laquelle le vide a été fait et qui est positionnée en position haute avec son ouverture située juste sous le film 1 (figure 4). Après thermoformage, une coque 11 dont la forme et les dimensions sont adaptées à celles des paquets de billets est prête à être avancée au poste suivant de remplissage 120. [0040] Les mouvements de va-et-vient du plateau chauffant 115 sont commandés à partir d'un moteur 111 placé sur un support 112 et par exemple d'un système bielle-manivelle permettant à un organe 113 solidaire du plateau chauffant 115 de coulisser le long d'un arbre horizontal 114 (figure 5). [0041] Les mouvements de montée et descente de la cloche inférieure 117 du poste de thermoformage sont associés au mouvement d'un plateau support 180 qui dans sa position haute peut aussi le cas échéant servir de semelle ou sole de glissement pour les coques thermoformées 12 à 14 (figure 8). [0042] Le mouvement de levée-baisse du plateau 180 et de la cloche inférieure 117 est réalisé à partir d'un moteur 183 qui permet à travers une transmission de mouvement 184 d'entraîner en rotation une came 182 coopérant avec un galet 181 supportant le plateau 180 lui-même maintenu en position horizontale grâce à des bras verticaux 187, 188 coulissant dans des parties 185, [0043] Les mouvements de descente-montée de la cloche supérieure de thermoformage sont eux-mêmes commandés par un système de bielle manivelle 118 articulé sur l'axe de la came 182. [0044] Le poste 120 correspond à une étape de remplissage d'une coque thermoformée. La fonction d'insertion d'un paquet de billets P dans une coque au poste de remplissage 120 sera décrite plus loin en relation avec la description du manipulateur 300. [0045] Divers postes 130, 140 permettent de mettre en oeuvre diverses fonctions par exemple de vérification, avant le poste d'operculage 150 où le film supérieur 2 superposé au film inférieur 1 est scellé sur ce dernier sous vide à l'aide du plateau chauffant 155 d'une cloche supérieure 156 mobile verticalement et coopérant avec une cloche de soudure sous vide inférieure 157 également mobile verticalement (figures 4 et 9). [0046] La cloche inférieure 157 est solidaire du plateau 180 et est soumise à des mouvements de levée/ baisse à partir du moteur 183 et d'une came 182 coopérant avec un galet 181 de la même manière que la cloche inférieure 117. De même, le mouvement de descente-montée de la cloche supérieure 156 de soudure sous vide est commandé par un système bielle-manivelle 158 à partir de la came 182 entraînée en rotation par le moteur électrique 183. [0047] Les cames 182 de levée-baisse du plateau 180 sont conformées de manière à provoquer un mouvement d'amplitude moindre que pour la cloche supérieure 116 de thermoformage. [0048] Au niveau du poste d'operculage 150, une sole de glissement 151 supportée par un support fixe 152 et servant de dévêtisseur fixe présente une surface inférieure à la section de la cloche 157 et permet de maintenir une coque 15 remplie d'un paquet de billets lorsque la cloche inférieure 157 se déplace en hauteur. [0049] Comme on peut le voir sur la figure 2, au niveau du poste d'operculage 150, le film supérieur 2 est monté sur le film inférieur 1 selon une ligne fermée 4 qui entoure l'ouverture d'une coque 15. Il est par ailleurs réalisé une soudure transversale 3 du film supérieur 2 sur le film inférieur 1 en amont de la soudure 4 dans une zone intermédiaire entre la coque en cours d'operculage 15 et la coque suivante 14. De la sorte, par un entraînement des bords du film inférieur 1, dont la largeur est supérieure à celle du film supérieur 2, il est également possible d'assurer un entraînement du film supérieur 2. [0050] Le poste d'operculage 150 peut encore comprendre des moyens de découpe transversale 152, 153 associés à la cloche supérieure 156 et à la cloche inférieure 157 pour assurer une découpe transversale 5 de l'ensemble des deux films superposés 1 et 2 entre la soudure transversale 3 et la coque remplie et operculée soudée au niveau de la ligne fermée 4. De la sorte, la coque remplie et operculée 15 peut être détachée au niveau du poste d'operculage 150 sans nécessairement être redécoupée au niveau d'un poste de découpe séparé tel que le poste de découpe 160 de la figure 3. 5

6 9 EP A1 10 [0051] Un paquet emballé et fermé dans une coque 15 issue du poste 150 ou une coque 16 redécoupée dans un poste de découpe indépendant 160 est ensuite acheminé (coque 17) vers un bac récupérateur par exemple en étant placé sur un convoyeur extérieur 109 (figure 3). [0052] Selon un aspect important de la présente invention, l'avance pas à pas du film inférieur 1 et des coques thermoformées à partir de ce film pour effectuer le passage d'un poste de travail à un autre s'opère à l'aide de chariots 170 situés de part et d'autre du film 1 et munis de pinces articulées 179 capables chacune de venir saisir de façon sélective un rebord latéral du film 1. [0053] De tels chariots 170, représentés sur la figure 6 sont conçus de manière à présenter des mouvements de va-et-vient d'avant en arrière selon une course C correspondant au pas d'avance d'une coque thermoformée entre les différents postes de travail 110 à 150. Le mouvement de va-et-vient d'un chariot 170 peut être obtenu à partir d'un moteur élastique 171 entraînant par une bielle-manivelle 172 un fléau 173 dont une extrémité libre est engagée entre deux butées 174 solidaires du plateau 178 et coulissant sur un guide horizontal 175. Sur la figure 6, la position la plus avancée du plateau 178 et d'une pince d'extrémité 179 est dessinée en traits mixtes et repérée par la lettre A. [0054] Des pinces articulées 179 pouvant pivoter autour d'axes horizontaux 191 sont entraînées par des tiges 177 commandées par un électro-aimant 176. [0055] Des pinces fixes 192 disposées au niveau d'un ou plusieurs postes de travail peuvent pincer de façon sélective les bords du film inférieur 1 lorsque les pinces articulées mobiles 179 sont ouvertes et que les chariots 170 sont soumis à un mouvement de retour. A l'inverse, lorsque les pinces articulées mobiles 179 sont serrées sur le rebord du film inférieur dans un mouvement d'avance pour faire passer le film 1 et les coques thermoformées d'un poste de travail à l'autre, les pinces fixes 192 sont ouvertes. [0056] Le film supérieur 2 est lui-même entraîné par le film inférieur 1 serré dans les pinces 179 du fait de la soudure transversale 3 réalisée au poste d'operculage 150. [0057] L'utilisation de chariots latéraux 170 de support de pinces articulées 179 saisissant les rebords du film inférieur 1 combinée à un mouvement de va-et-vient des chariots 170 et à une saisie temporaire par des pinces fixes 192 lors des mouvements de retour des chariots 170 permet d'éviter l'utilisation de chaînes sans fin généralement associées aux installations de thermoformage et entraîne à la fois une réalisation compacte et un procédé d'emballage qui évite la formation de squelettes résiduels qui constituent des déchets et doivent être retraités après séparation des produits emballés. Selon l'invention, la largeur nécessaire à la saisie du film inférieur 1 par les pinces 179 ou 192 peut être très réduite. De la sorte, la différence de largeur entre le film inférieur 1 et le film supérieur 2 peut être réduite et une seule découpe transversale au niveau du poste d'operculage 150 peut être envisagée, comme expliqué plus haut, à l'aide de moyens de découpe simples intégrés aux cloches supérieure et inférieure 156, 157. Ainsi, on voit sur la figure 4, un couteau de découpe 154 solidaire de la cloche supérieure 156 et une encoche 153 située en regard du couteau 154 et formée dans le rebord supérieur de la cloche inférieure 157. [0058] Une pince mobile 179 et une pince fixe 192 sont au minimum nécessaires pour saisir chaque bord du film inférieur 1 mais il est naturellement possible d'utiliser un nombre de pinces 179 et 192 plus important, correspondant par exemple pour chaque bord du film 1 au nombre de postes de travail. [0059] La figure 6 montre ainsi à titre d'exemple quatre pinces articulées 179 montées sur un chariot 170 pour saisir sélectivement un bord du film 1 lors des mouvements d'avance du chariot 170. [0060] Le temps de traitement au niveau de chaque poste de travail peut être inférieur à une minute et par exemple de l'ordre de 50 s. Le temps de traitement est essentiellement conditionné par le temps nécessaire à la préparation d'une pile de liasses de billets et au temps d'approvisionnement de l'emballeuse 100 en paquet ou pile de billets. [0061] Au niveau de l'emballeuse 100, le poste de thermoformage implique essentiellement les opérations suivantes : - présentation du film inférieur 1 en matière thermoplastique, tendu dans un plan horizontal, - avance du plateau chauffant 115 au-dessus du film 1 à une distance prédéterminée d, - préchauffage du film inférieur 1, - retrait du plateau chauffant 115, - fermeture des cloches inférieure 117 et supérieure 116, - formation de vide à l'intérieur de la cloche inférieure 117 et descente du piston 119 de la cloche supérieure 116, - coupure du vide dans la cloche inférieure 117 et remontée du piston 119 dans la cloche supérieure 116, - ouverture des cloches 116 ou 117, - action des chariots 170 à pinces articulées fermées 179 pour avancer d'un pas le film inférieur 1 et la coque thermoformée 11, - fermeture des pinces fixes 192 et ouverture des pinces mobiles 179, - retour des chariots 170 en arrière, - fermeture des pinces mobiles 179 et ouverture des pinces fixes 192. [0062] Les opérations de remplissage d'une coque thermoformée et d'operculage d'une coque thermoformée remplie s'effectuent de façon simultanée à l'opération de thermoformage sur des coques précédemment thermoformées. 6
![[0052] Selon un aspect important de la présente invention, l'avance pas à pas du film inférieur 1 et des coques thermoformées à partir de ce film pour effectuer le passage d'un poste de travail à un](/docs-images/52/15275862/images/page_6.jpg "autre s'opère à l'aide de chariots 170 situés de part et d'autre du film 1 et munis de pinces articulées 179 capables chacune de venir saisir de façon sélective un rebord latéral du film 1.")
7 11 EP A [0063] On notera que toutes les commandes de la machine à emballer 100 peuvent être électriques, ce qui facilite la commande et la synchronisation de l'ensemble avec une compacité importante. [0064] On décrira maintenant en référence aux figures 10 à 14 un exemple de convoyeur 400 permettant la collecte et l'acheminement de billets ou liasses de billets vers un sélectionneur 200 permettant la constitution de paquets ou empilements de billets à emballer. [0065] Le convoyeur 400 des figures 10 et 11 comprend un ensemble d'écluses 401 à 405 montées sur un bâti fixe 470 et alignées le long d'une bande de transport 430 entraînée en mouvement à partir d'un ensemble 460 comprenant un moteur 461, un réducteur 462 et des poulies de renvoi 463. [0066] Les diverses écluses peuvent par exemple être destinées à recevoir chacune un certain type de liasses de billets L issues d'une trieuse non représentée. Ces écluses 401 à 404 peuvent ainsi recevoir pour certaines des liasses de billets neufs et pour d'autres des liasses de billets usagés. Une écluse 405 à introduction manuelle peut compléter l'ensemble. [0067] Les figures 12 et 13 montrent un exemple d'écluse 405 comportant une boîte de réception 451 fixée par l'intermédiaire de supports latéraux 452 sur le bâti 470 du convoyeur. La boîte de réception 451 destinée à recevoir une liasse de billets L se présentant sur chant est ouverte à sa partie inférieure et débouche sur un couloir dont le fond est constitué par la bande de transport 430. Un volet pivotant 453 est commandé par deux tiges latérales 454 articulées autour d'axes 458 fixés sur la boîte 451, pour obturer sélectivement la boîte 451 à mi-hauteur et n'autoriser le passage d'une liasse de billets vers la bande de transport 430 que lorsque le volet 453 et ses tiges de commande 454 sont placées en position d'ouverture (références 453 et 454A représentées en pointillés sur la figure 13). Un électro-aimant 456 fixé sur une plaque 457 commande l'ouverture et la fermeture de volet 453 par l'intermédiaire d'un ressort à lame 455 agissant sur une liasse horizontale 459 articulée aux extrémités inférieures des tiges 454. [0068] La figure 14 montre une vue d'une écluse 401 destinée à la réception automatique de liasses L issues d'une trieuse. Une cellule de détection 420, telle qu'une cellule photoélectrique, détecte l'arrivée d'une liasse L dans la boîte 411. Le volet 413 est ensuite ouvert (passage en position 413A) sous l'action des tiges 414 (passant en position 414A) lorsque l'électro-aimant 416 reçoit une autorisation du système central de commande et de synchronisation. [0069] Dans l'exemple de réalisation des figures 10 et 11, les écluses 401 à 404 présentent des ouvertures orientées d'un côté de la bande de transport 430 tandis que l'écluse à insertion manuelle 405 présente une ouverture orientée de l'autre côté de la bande de transport 430. La configuration générale de ces écluses peut toutefois être très similaire. Ainsi, les éléments 411 à 419 de l'écluse 401 de la figure 14 correspondent respectivement aux éléments 451 à 459 de l'écluse 405 des figures 12 et 13. [0070] Un poste 200 de sélection de liasses L de billets et de préparation de paquets ou d'empilements P de liasses de billets à emballer est représenté sur les figures 15 à 19. [0071] Comme indiqué plus haut, des liasses de billets sont généralement munies d'une ganse G enserrant un nombre prédéterminé de billets, par exemple cent billets, au voisinage du petit côté des billets. Afin d'éviter un effet d'éventail, il est souhaitable, lors de la réalisation d'un empilement, d'alterner les emplacements des ganses G des liasses pour placer la ganse tantôt à droite, tantôt à gauche au sein d'un empilement P (voir figure 16). [0072] Pour cela, le poste de sélection 200 comprend dans un bâti 270 un étage d'entrée équipé d'un dispositif 210 permettant de retourner de 180 une fois sur deux une liasse issue par exemple du convoyeur extérieur 400 et introduite dans le poste de sélection 200 au niveau d'un convoyeur 230 comprenant une bande de transport 253 entraînée à partir d'un moteur 231 et coopérant avec divers rouleaux de renvoi 232. [0073] Une liasse L de billets introduite sur chant à une extrémité 234 du convoyeur 230 est engagée entre les mâchoires 211 du dispositif 210 de retournement. Des moyens 212, 213 d'entraînement en rotation permettent de faire pivoter les mâchoires 211 de 180 autour d'un axe vertical. Cette rotation de 180 n'est commandée qu'une fois sur deux de manière à alterner les positions des ganses G dans les liasses empilées dans les deux modules 220 de formation d'empilements qui font suite au dispositif de retournement 210 et sont alimentés par le convoyeur 230 pour former successivement ou simultanément deux empilements de liasses de billets. La présence de deux modules 220 permet par exemple d'assurer en même temps deux empilements de liasses de billets de deux catégories différentes, tels que des billets neufs et des billets usagés, ou des billets valides et des billets défectueux. [0074] Le dispositif 220 de formation d'empilement P de liasses de billets comprend une barre de poussée 222 associée à un mécanisme de commande comprenant un moteur 225 et des moyens de transmission de mouvement 226, 224 par exemple du type bielle-manivelle, de telle sorte que la barre de poussée 222 effectue des mouvements d'aller-retour de part et d'autre de la bande de transport 233 du convoyeur 230 sur laquelle arrivent des liasses de billets L en position verticale. [0075] Une tige escamotable 244 permet de constituer une butée d'arrêt pour une liasse lorsque celle-ci doit être empilée dans le premier module du dispositif 220 de formation d'empilements. [0076] Des tiges verticales 221 de butée arrière sont associées à des moyens de rappel élastique 228, 229 (figures 17 à 19) et peuvent coulisser dans des lumières 245 formées dans une plaque de support d'empilement. [0077] Des loquets inférieurs fixes escamotables 243 7
![[0064] On décrira maintenant en référence aux figures 10 à 14 un exemple de convoyeur 400 permettant la collecte et l'acheminement de billets ou liasses de billets vers un sélectionneur 200](/docs-images/52/15275862/images/page_7.jpg "permettant la constitution de paquets ou empilements de billets à emballer.")
8 13 EP A1 14 sont situés au voisinage du convoyeur de transfert 230 pour retenir la liasse L empilée en dernier. Des griffes supérieures pivotantes 223 agissent dans le même plan vertical que celui des loquets inférieurs fixes 243 pour retenir à l'avant la partie haute de la dernière liasse empilée. [0078] Un guide horizontal avant 241 constitué par une tige associée à des leviers de commande assure le guidage latéral d'une liasse de billets placée sur chant sur la bande de transport 233 du convoyeur 230 en parallèle avec la barre de poussée 222 (figure 17). [0079] Lorsque la barre de poussée 222 doit pousser une liasse contre les tiges verticales 221 de butée arrière ou des liasses précédemment empilées contre ces tiges verticales 221, le guide 241 est escamoté vers le haut, les griffes supérieures 223 pivotent également vers le haut et les loquets inférieurs 243 s'effacent vers le bas (figure 18) de manière à permettre à la liasse et à la barre de poussée 222 de passer sans encombre. [0080] Lorsqu'une liasse a été introduite dans la pile P, les loquets inférieurs 243 remontent et les griffes pivotantes 293 rebasculent vers le bas pour retenir la dernière liasse et ainsi l'ensemble de la pile P contre des tiges verticales 221 (figure 19). La liasse de butée 222 peut alors revenir en arrière dans sa position initiale et le guide horizontal 241 peut également être ensuite abaissé pour reconstituer la configuration de la figure 17 prête à recevoir une nouvelle liasse à empiler. [0081] Lorsque des paquets ou piles P de liasses de billets ont été entièrement constitués dans les deux modules du dispositif 220 de formation d'empilement, un manipulateur 300 équipé d'une pince 310 peut venir chercher un paquet de billets P pour déposer celui-ci dans une coque thermoformée 12 du poste de remplissage 120 de l'emballeuse 100. [0082] Les figures 22 à 24 et 25 à 27 montrent un exemple de réalisation de manipulateur 300 comportant un bras 331 muni d'une pince 310, lequel bras 331 est déplaçable en translation selon deux mouvements linéaires dans des directions verticale et horizontale. [0083] Le bras 331 supportant la pince 310 par des éléments de support 311 est ainsi rattaché à un chariot 332 pouvant se déplacer en hauteur le long d'un rail vertical 333, le rail vertical 333 étant lui-même rattaché à un chariot 335 pouvant se déplacer horizontalement le long d'un rail 334, les commandes des déplacements horizontaux et verticaux étant motorisées. Le rail supérieur 334 est solidaire du bâti 370 du manipulateur 300. [0084] Les figures 22 et 25 montrent une pince 310 en position de préhension d'un paquet P de liasses de billets dans le dispositif 320 de formation de paquets de liasses. [0085] Les figures 23 et 26 montrent le bras 331 du manipulateur 300 en position soulevée prête à un transfert vers une coque 12 de réception de paquet de liasses de billets. [0086] Les figures 24 et 27 montrent le bras 331 du manipulateur 300 en position décalée horizontalement après une translation pour placer un paquet P au-dessus d'une coque de réception 12, le chariot 332 étant prêt à redescendre pour positionner le paquet P dans la coque 12. [0087] Les figures 20, 21 et 28 à 30 montrent de façon plus détaillée un exemple de pince 310 adaptée pour la saisie de paquets de billets et pouvant être reliée par des supports 311 au bras 331 d'un manipulateur 300 tel que celui précédemment décrit. [0088] Une pince 310 telle que représentée sur les figures 20 et 21 comprend une première plaque ajourée verticale fixe 317 définissant des doigts de préhension 321 à 324 et une deuxième plaque ajourée verticale mobile 317' semblable à la plaque 317 mais déplaçable selon une direction horizontale le long de guides 315 à l'aide d'un écrou 316 coopérant avec une vis à billes 314. Le mouvement de déplacement de la plaque mobile 317' est commandé à partir d'un moteur 312 agissant par une transmission 313 sur la vis à billes 314. [0089] Une plaque horizontale 318 formant dévêtisseur est reliée au corps de la pince par une tige verticale 319 rétractable et maintenue à vide en position basse par l'action d'un ressort 325. Lorsque la pince 310 est descendue sur un paquet P à saisir, la plaque horizontale 318 est repoussée vers le haut (figure 21). La plaque verticale mobile 317' est rapprochée de la plaque verticale fixe 317 pour saisir le paquet P et la pince peut alors transporter ce paquet P jusqu'au-dessus d'une coque thermoformée 12 en forme de bac à remplir (figure 28). [0090] Après introduction de la pince 310 et du paquet transporté P dans la coque 12 (figure 29), la plaque verticale mobile 317' est déplacée vers l'extérieur par la vis à billes 314 et la plaque horizontale 318 est ramenée vers le bas sous l'action du ressort 325 pour dégager la pince 310 et laisser le paquet dans le bac 12 (figure 30). [0091] Diverses modifications et adjonctions peuvent être apportées aux dispositifs qui viennent d'être décrits à titres d'exemples sans sortir du cadre de protection défini par les revendications annexées. [0092] En particulier, la machine à emballer 100 peut fonctionner avec d'autres types de modules de préparation de paquets que les modules 200 à 400 et de la même façon les modules de formation de paquets 200 et de manipulation 300 pourraient être utilisés en combinaison avec d'autres types de machines à emballer. [0093] Avantageusement, l'ensemble des commandes de l'installation s'effectuent à partir de moteurs électriques, ce qui accroît encore la compacité et la souplesse d'utilisation par rapport à des installations utilisant des moyens de commande pneumatiques. Par ailleurs, du fait que toutes les opérations successives peuvent être synchronisées et facilement repérées, il est possible d'obtenir une excellente traçabilité de l'évolution de toutes les liasses et tous les paquets de billets, ce qui contribue à accroître la fiabilité et la sécurité de l'ensemble. 8
![[0078] Un guide horizontal avant 241 constitué par une tige associée à des leviers de commande assure le guidage latéral d'une liasse de billets placée sur chant sur la bande de transport 233 du](/docs-images/52/15275862/images/page_8.jpg "convoyeur 230 en parallèle avec la barre de poussée 222 (figure 17).")
9 15 EP A1 16 Revendications un plan horizontal. 1. Installation pour emballer des paquets de billets, tels que des empilements de liasses de billets de banque, caractérisée en ce qu'elle comprend plusieurs postes de travail montés en ligne avec au moins un poste de thermoformage (110) pour la formation de coques vides (11) à partir d'un premier film (1) en matière plastique, un poste de remplissage (120) pour l'introduction de paquets de billets (P) à l'intérieur des coques vides (11), un poste d'operculage (150) pour operculer l'ouverture des coques (13, 14) remplies de paquets de billets (P) à l'aide d'un deuxième film (2) et un poste (150, 160) de découpe des coques remplies et operculées (15) pour former des paquets de billets emballés, et en ce que l'installation comprend en outre un système centralisé (170) de commande de l'avance pas-àpas des premier et deuxième films (1, 2) ainsi que des coques thermoformées vides (11), des coques thermoformées remplies (12, 13, 14) et des coques thermoformées remplies et operculées (15), à l'aide d'au moins deux pinces articulées mobiles (179) montées chacune sur un chariot latéral (178) présentant un mouvement de va-et-vient entre les différents postes de travail et agissant sélectivement sur les bords du premier film (1) lorsque ledit chariot (178) est en déplacement "aller" vers l'aval et à l'aide d'au moins deux pinces (192) montées à poste fixe et agissant sur les bords du premier film (1) lorsque les pinces articulées mobiles (179) solidaires des chariots (178) sont en déplacement "retour" vers l'amont. 2. Installation selon la revendication 1, caractérisée en ce que le poste d'operculage (150) comprend des premiers moyens (155) de scellage du deuxième film (2) d'operculage sur le premier film (1) selon une ligne fermée (4) entourant la coque remplie (15), et des deuxièmes moyens (155) de scellage du deuxième film (2) sur le premier film (1) selon une ligne transversale (3) située en amont de ladite ligne fermée (4). 3. Installation selon la revendication 2, caractérisée en ce que le poste d'operculage (150) comprend en outre des moyens (153, 154) de découpe transversale des premier et deuxième films (1, 2) entre ladite ligne transversale (3) et ladite ligne fermée (4) Installation selon l'une quelconque des revendications 1 à 4, caractérisée en ce que le va-et-vient des chariot latéraux (178) de support des jeux de pinces articulées (179) est commandé par un mécanisme (171 à 174) définissant pour les chariots latéraux (178) une course égale au pas entre deux postes de travail adjacents (110, 120). 6. Installation selon l'une quelconque des revendications 1 à 5, caractérisée en ce que les postes de thermoformage (110) et d'operculage (150) comprennent chacun une cloche inférieure (117, 157) solidaire d'un même plateau (180) dont les mouvements de montée et descente sont commandés de façon centralisée par un système de cames (182) entraînées en rotation à partir d'un même moteur (183). 7. Installation selon la revendication 6, caractérisée en ce que les postes de thermoformage (110) et d'operculage (150) comprennent chacun une cloche supérieure (116, 156) commandée à l'aide d'une bielle (118, 158) à partir du mouvement du plateau (180) de support des cloches inférieures (117, 157). 8. Installation selon la revendication 6 ou la revendication 7, caractérisée en ce que le poste d'operculage (150) comprend un support fixe (51, 152) d'une coque remplie à operculer (15), lequel support fixe (151, 152) est indépendant du plateau mobile (180) de support des cloches inférieures (117, 157). 9. Installation selon l'une quelconque des revendications 1 à 8, caractérisée en ce qu'elle comprend un système d'approvisionnement en paquets de billets (P) comprenant un poste de sélection (200) pour la formation d'un paquet de billets (P). 10. Installation selon la revendication 9, caractérisée en ce que le poste de sélection comprend un convoyeur (230) de réception et de transfert de liasses (L) de billets en position verticale, un dispositif (210) de retournement à 180 d'une liasse (L) de billets sur deux et un dispositif (220) d'empilage de liasses de billets (L) successives pour former des paquets (P) de billets. 4. Installation selon l'une quelconque des revendications 1 à 3, caractérisée en ce que le poste de thermoformage (110) comprend un plateau chauffant (115) disposé à une distance prédéterminée (d) audessus du premier film (1) et associé à des moyens de commande (111 à 114) permettant l'escamotage dudit plateau chauffant (115) par translation dans Installation selon la revendication 10, caractérisée en ce que le dispositif (220) d'empilage de liasses de billets (L) comprend une barre de poussée (222) associée à un mécanisme de commande (224 à 226) assurant des mouvements d'aller-retour de la barre de poussée (222) de part et d'autre du convoyeur de transfert (230), un ensemble de tiges ver- 9

10 17 EP A1 18 ticales de butée arrière (221) associées à des moyens de rappel élastique (229) et coulissant dans des lumières (245) formées dans une plaque de support d'empilement, des loquets inférieurs fixes (243) escamotables situés au voisinage du convoyeur de transfert (230), des griffes supérieures pivotantes (223) de retenue avant agissant dans le même plan vertical que celui des loquets inférieurs fixes (243)et un guide horizontal escamotable avant (241) parallèle au convoyeur de transfert (230) et à la barre de poussée (222) pour assurer le guidage d'une liasse (L) en position verticale sur le convoyeur de transfert (230). 12. Installation selon l'une quelconque des revendications 9 à 11, caractérisée en ce que le système d'approvisionnement en paquets de billets (8) comprend un manipulateur (300) avec un bras (331) muni d'une pince (310), lequel bras (331) est déplaçable en translation selon deux mouvements linéaires dans des directions verticale et horizontale entre un poste (200) de sélection de paquets (P) de billets et le poste (120) de remplissage pour l'introduction de paquets de billets (P) à l'intérieur des coques vides (11) d) découper une coque remplie et operculée (15) pour former un paquet de billets installé dans une coque obturée par un film pelable, en ce qu'on procède à une commande centralisée de l'avance pas-à-pas des premier et deuxième film (1, 2), d'une coque thermoformée vide (11), d'une coque thermoformée remplie (12, 13, 14) et d'une coque thermoformée remplie et operculée (15), d'un poste de travail à un autre, et en ce que, pour assurer ladite avance pas-àpas, on procède alternativement à un entraînement "aller" vers l'aval des bords du premier film (1) à l'aide de pinces articulées mobiles (179) fermées sur lesdits bords et à un maintien desdits bords du premier film (1) à l'aide de pinces fixes (192) fermées sur lesdits bords pendant que les pinces articulées mobiles (179) en position ouverte sont soumises à un mouvement "retour" vers l'amont. 16. Procédé selon la revendication 15, caractérisé en ce que la durée de traitement à chaque poste de travail et d'avance d'un poste de travail à l'autre est inférieure à une minute. 13. Installation selon la revendication 12, caractérisée en ce que la pince (310) du manipulateur (300) comprend une première plaque ajourée verticale fixe (317), une deuxième plaque ajourée verticale mobile (317') déplaçable selon une direction horizontale, et une plaque horizontale (318) formant dévêtisseur, associée à un ressort (325), qui est repoussée vers le haut lorsqu'un paquet de billets (8) est saisi entre les plaques ajourées verticales (317, 317') de la pince Installation selon l'une quelconque des revendications 9 à 13, caractérisée en ce qu'elle comprend en outre un convoyeur (400) muni d'écluses (401 à 405) à volet escamotable (413, 453) pour la réception de liasses de billets (L) triées pour alimenter en liasses de billets (L) le poste de sélection (200) pour la formation de paquets de billets (8). 15. Procédé pour emballer des paquets de billets, tels que des empilements de liasses de billets de banque, caractérisé en ce qu'il comprend les étapes suivantes effectuées dans une succession de postes de travail disposés en ligne : a) thermoformer une coque vide à partir d'un premier film en matière plastique (1), b) introduire à l'intérieur de la coque vide (12) un paquet de billets (P), c) operculer l'ouverture de la coque (13, 14) remplie d'un paquet de billets (P) à l'aide d'un deuxième film (2) et 55 10
 en position verticale sur le convoyeur de transfert (230). 12.")
11 11

12 12

13 13

14 14

15 15

16 16

17 17

18 18
19 19

20 20
EP 2 063 325 A2 (19) (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22
 (11) EP 2 063 325 A2 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.05.2009 Bulletin 2009/22") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 063 325 A2 (43) Date de publication: 27.05.2009 Bulletin 2009/22 (51) Int Cl.: G04B 17/06 (2006.01) G04B 17/34 (2006.01) (21) Numéro de dépôt: 08167317.0
(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
3) Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)
 Demandeur: FIVES-CAIL BABCOCK, Société anonyme 7 rue Montallvet F-75383 Parts Cedex 08 (FR)") raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
raiemami ê #curupaiscnes European Patent Office Numéro de publication: 0 21 9 365 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 86401852.8 Int. Cl.4: B 65 G 65/06 @ Date de
TEPZZ 568448A_T EP 2 568 448 A1 (19) (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.
 (11) EP 2 568 448 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.") (19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
(19) TEPZZ 68448A_T (11) EP 2 68 448 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 13.03.2013 Bulletin 2013/11 (1) Int Cl.: G07F 7/08 (2006.01) G06K 19/077 (2006.01) (21) Numéro de dépôt:
Europâisches Patentamt European Patent Office Office européen des brevets. Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 388 307 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90400700.2 Int. Cl.5-. B60N 3/00 @ Date de dépôt:
0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
Europâisches Patentamt European Patent Office Office européen des brevets 0 Numéro de publication: 0 431 513 Al 0 DEMANDE DE BREVET EUROPEEN 0 Numéro de dépôt: 90123078.9 0 Int. ci.5: G07B 17/00, H01R
Rank Xerox (UK) Business Services
 Business Services") Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
Europâisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 451 672 A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91105206.6 (g) Int. Cl.5: A47J 31/54 Date de dépôt:
TEPZZ 6Z85Z5A T EP 2 608 505 A2 (19) (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 608 505 A2 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
(19) TEPZZ 6Z8ZA T (11) EP 2 608 0 A2 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 26.06.13 Bulletin 13/26 (21) Numéro de dépôt: 12197432.3 (1) Int Cl.: H04M 3/487 (06.01) H04M 7/00 (06.01)
EP 2 071 505 A1 (19) (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25
 (11) EP 2 071 505 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 17.06.2009 Bulletin 2009/25") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 071 0 A1 (43) Date de publication: 17.06.09 Bulletin 09/2 (1) Int Cl.: G06Q /00 (06.01) (21) Numéro de dépôt: 0817092.3 (22) Date de dépôt: 03.12.08 (84)
EP 2 533 063 A1 (19) (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50
 (11) EP 2 533 063 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 12.12.2012 Bulletin 2012/50") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 33 063 A1 (43) Date de publication: 12.12.12 Bulletin 12/0 (1) Int Cl.: G01R 31/318 (06.01) (21) Numéro de dépôt: 1216093.1 (22) Date de dépôt: 23.04.12 (84)
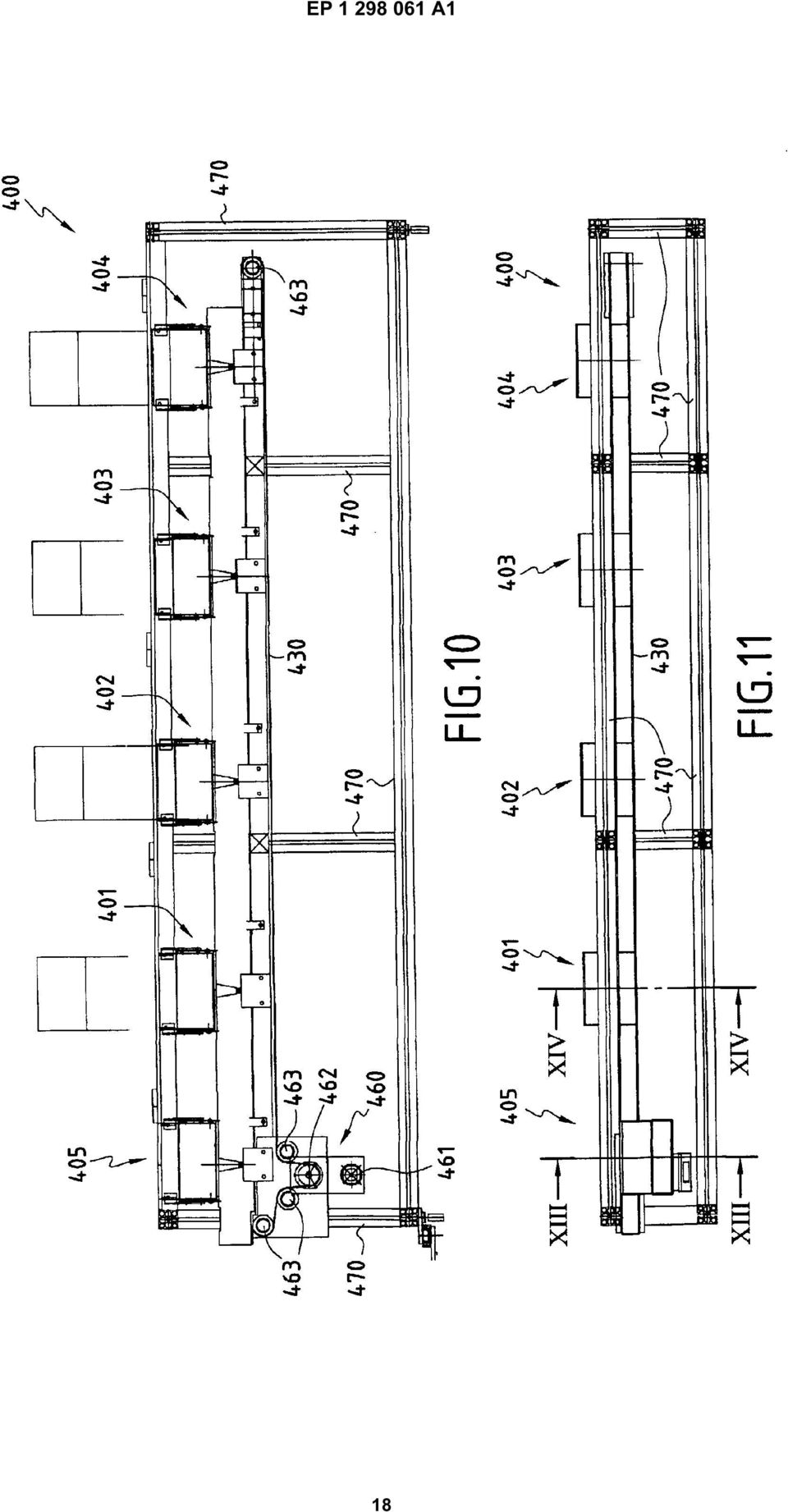
TEPZZ 5 5 _9A_T EP 2 535 219 A1 (19) (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
(19) TEPZZ 5 5 _9A_T (11) EP 2 535 219 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 19.12.2012 Bulletin 2012/51 (21) Numéro de dépôt: 12171697.1 (51) Int Cl.: B60L 5/20 (2006.01) B60L 5/42
". TY convertisseur statique, et des condensateurs de filtrage.
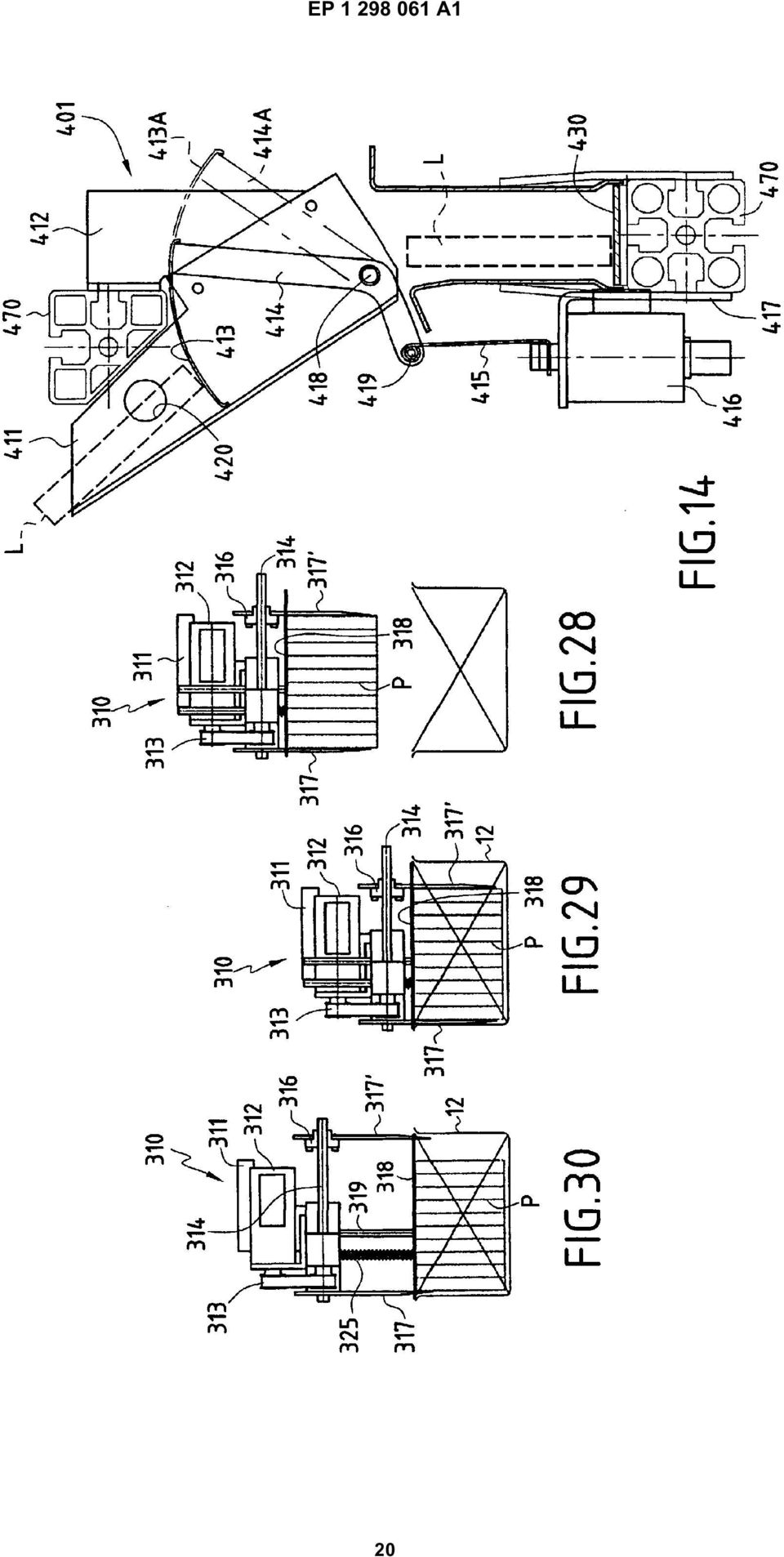
 curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
curopaiscnes raiemamt European Patent Office Office européen des brevets Numéro de publication : 0 267 129 A1 (g) DEMANDE DE BREVET EUROPEEN (21) Numéro de dépôt: 87420286.4 @ Date de dépôt: 23.10.87 Int.
(51) Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)
 Int Cl.: H04L 29/06 (2006.01) G06F 21/55 (2013.01)") (19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
(19) TEPZZ 8 8 4_A_T (11) EP 2 838 241 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 18.02.1 Bulletin 1/08 (1) Int Cl.: H04L 29/06 (06.01) G06F 21/ (13.01) (21) Numéro de dépôt: 141781.4
Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1
 J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
J Europâisches Patentamt European Patent Office Numéro de publication: 0 0 1 3 6 8 3 A1 Office européen des brevets ^ 1 DEMANDE DE BREVET EUROPEEN Numérodedépôt:79102361.7 Int. Cl.»: G 01 B 3/08, G 01
*EP001039352A1* EP 1 039 352 A1 (19) (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39
 (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 27.09.2000 Bulletin 2000/39") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001039352A1* (11) EP 1 039 352 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.09.2000 Bulletin 2000/39
Bundesdruckerei Berlin
 Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Europaisches Patentamt European Patent Office Office européen des brevets @ Numéro de publication : 0 359 622 A1 DEMANDE DE BREVET EUROPEEN (S) Numéro de dépôt: 89402410.8 @ Date de dépôt: 05.09.89 (g)
Variotec 150/GV. La ferrure. Domaine d'utilisation. Données spécifiques HAWA-Variotec 150/GV. Exemples de construction. Entailles du verre.
 Ferrure en construction modulaire pour portes et cloisons coulissantes élégantes en verre de 70 à 150 kg par vantail et épaisseurs de verre de 10 12,7 mm. La ferrure La ferrure HAWA- a d'exceptionnelles
Ferrure en construction modulaire pour portes et cloisons coulissantes élégantes en verre de 70 à 150 kg par vantail et épaisseurs de verre de 10 12,7 mm. La ferrure La ferrure HAWA- a d'exceptionnelles
EP 2 290 703 A1 (19) (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09
 (11) EP 2 290 703 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 02.03.2011 Bulletin 2011/09") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 290 703 A1 (43) Date de publication: 02.03.2011 Bulletin 2011/09 (1) Int Cl.: H01L 31/02 (2006.01) (21) Numéro de dépôt: 008786. (22) Date de dépôt: 24.08.20
*EP001343123A1* EP 1 343 123 A1 (19) (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37
 (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 10.09.2003 Bulletin 2003/37") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001343123A1* (11) EP 1 343 123 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 10.09.2003 Bulletin 2003/37
Jouve, 18, rue Saint-Denis, 75001 PARIS
 19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
19 à Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication : 0 645 740 A1 12 DEMANDE DE BREVET EUROPEEN @ Numéro de dépôt : 94402079.1 @ Int. ci.6: G07B 17/04,
îundesdruokerei Berlin
 Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
Jtfk Europaisches Patentamt ^jll European Patent Office Numéro de publication: 0 295 972 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 88401048.9 Int. Cl.4: G 05 B 19/10 @
EMBALLAGE ALIMENTAIRE
 EMBALLAGE ALIMENTAIRE QUALITÉ SANS COMPROMIS EMBALLEUSES SOUS VIDE DE TABLE MODÈLES 250 300 300D 350 350D 380 380T P2 OPERCULEUSES MODÈLES TS-15 TS-30 TS-70-2 TS-70-3 P16 EMBALLEUSES SOUS VIDE Simple chambre
EMBALLAGE ALIMENTAIRE QUALITÉ SANS COMPROMIS EMBALLEUSES SOUS VIDE DE TABLE MODÈLES 250 300 300D 350 350D 380 380T P2 OPERCULEUSES MODÈLES TS-15 TS-30 TS-70-2 TS-70-3 P16 EMBALLEUSES SOUS VIDE Simple chambre
TEPZZ 8 46 5A_T EP 2 824 625 A1 (19) (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN
 (11) EP 2 824 625 A1 (12) DEMANDE DE BREVET EUROPEEN") (19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
(19) TEPZZ 8 46 A_T (11) EP 2 824 62 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 14.01.1 Bulletin 1/03 (21) Numéro de dépôt: 14176043.9 (1) Int Cl.: G06Q /02 (12.01) G06Q / (12.01) G06Q
TEPZZ 8758_8A_T EP 2 875 818 A1 (19) (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.
 (11) EP 2 875 818 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: A61K 33/00 (2006.01) A61P 25/06 (2006.") (19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
(19) TEPZZ 878_8A_T (11) EP 2 87 818 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 27.0.1 Bulletin 1/22 (1) Int Cl.: A61K 33/00 (06.01) A61P 2/06 (06.01) (21) Numéro de dépôt: 14680.3 (22)
DEMANDE DE BREVET EUROPEEN. PLASSERAUD 84, rue d'amsterdam, F-75009 Paris (FR)
") Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
Patentamt JEuropâisches European Patent Office @ Numéro de publication: 0 1 1 0 7 5 4 Office européen des brevets ^ ^ DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 83402133.9 Int. Cl.3: C 07 C 103/183, C
EP 2 339 758 A1 (19) (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26
 (11) EP 2 339 758 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 29.06.2011 Bulletin 2011/26") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 339 758 A1 (43) Date de publication: 29.06.2011 Bulletin 2011/26 (21) Numéro de dépôt: 09179459.4 (51) Int Cl.: H04B 1/69 (2011.01) H03K 5/08 (2006.01) H03K
TEPZZ 65 Z4A_T EP 2 653 204 A1 (19) (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)
 (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: B01D 3/00 (2006.01)") (19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
(19) TEPZZ 65 Z4A_T (11) EP 2 653 204 A1 (12) DEMANDE DE BREVET EUROPEEN (43) Date de publication: 23.10.2013 Bulletin 2013/43 (51) Int Cl.: B01D 3/00 (2006.01) (21) Numéro de dépôt: 13305457.7 (22) Date
pcon.planner 6 Préparer et présenter une implantation en toute simplicité
 pcon.planner 6 Préparer et présenter une implantation en toute simplicité Sommaire 1. Installation :... 3 2. Démarrer le logiciel :... 3 3. Interface :... 3 4. Naviguer :... 4 5. Réaliser une implantation
pcon.planner 6 Préparer et présenter une implantation en toute simplicité Sommaire 1. Installation :... 3 2. Démarrer le logiciel :... 3 3. Interface :... 3 4. Naviguer :... 4 5. Réaliser une implantation
Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES DES SOLUTIONS INDIVIDUELLES. 20 Exemples Des solutions individuelles.
 8 DES SOLUTIONS INDIVIDUELLES 20 Exemples Des solutions individuelles Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES Pièces techniques Des solutions individuelles Caissespalettes Bacs pour
8 DES SOLUTIONS INDIVIDUELLES 20 Exemples Des solutions individuelles Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES Pièces techniques Des solutions individuelles Caissespalettes Bacs pour
Les connexions. Multifonctions. Avantage. Forme ronde et non carrée :
 Les connexions Multifonctions Avantage Forme ronde et non carrée : En plus d une esthétique agréable et assortie à la forme ronde des tubes et joints LeanTek, la forme arrondie des F-M Trilogiq permet
Les connexions Multifonctions Avantage Forme ronde et non carrée : En plus d une esthétique agréable et assortie à la forme ronde des tubes et joints LeanTek, la forme arrondie des F-M Trilogiq permet
Numéro de publication: 0 421 891 Al. int. Cl.5: H01H 9/54, H01H 71/12. Inventeur: Pion-noux, uerara. Inventeur: Morel, Robert
 à ïuropaisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 421 891 Al 3 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90420384.1 int. Cl.5: H01H 9/54, H01H 71/12
à ïuropaisches Patentamt European Patent Office Dffice européen des brevets Numéro de publication: 0 421 891 Al 3 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 90420384.1 int. Cl.5: H01H 9/54, H01H 71/12
Appareil de type fauteuil monte-escalier
 modèle 80 Appareil de type fauteuil monte-escalier Fonctionne sur batteries points de chargement en haut et en bas, alarme sonore si l'appareil n'est pas stationné sur le plot de chargement. Programmation
modèle 80 Appareil de type fauteuil monte-escalier Fonctionne sur batteries points de chargement en haut et en bas, alarme sonore si l'appareil n'est pas stationné sur le plot de chargement. Programmation
modélisation solide et dessin technique
 CHAPITRE 1 modélisation solide et dessin technique Les sciences graphiques regroupent un ensemble de techniques graphiques utilisées quotidiennement par les ingénieurs pour exprimer des idées, concevoir
CHAPITRE 1 modélisation solide et dessin technique Les sciences graphiques regroupent un ensemble de techniques graphiques utilisées quotidiennement par les ingénieurs pour exprimer des idées, concevoir
LES MENUISERIES INTÉRIEURES
 Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
Les portes intérieures Seuls les ouvrages relatifs aux portes intérieures sont décrits ci-après. Pour la description des pièces de bois (montant, traverse ) et des accessoires de quincaillerie (paumelle,
192 Office européen des brevets DEMANDE DE BREVET EUROPEEN
 Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
Europâisches Patentamt 09) J» European Patent Office Numéro de publication: 0 001 192 Office européen des brevets A1 DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 78400084.6 @ Date de dépôt: 30.08.78 IntCl.2:
Tables d emballage. 1 Modèle de base table d emballage 54.304.000. hauteur 870 x largeur 2000 mm
 Tables d emballage 9 8 10 7 5 6 Les possibilités d ajustement flexibles et les conditions de travail optimales permettent de simplifier et de réduire le temps requis pour les étapes de travail lors de
Tables d emballage 9 8 10 7 5 6 Les possibilités d ajustement flexibles et les conditions de travail optimales permettent de simplifier et de réduire le temps requis pour les étapes de travail lors de
Conseils d'utilisation. Gammes de produits UC / UC3
 Conseils d'utilisation Gammes de produits UC / UC3 2 METTLER TOLEDO Conseils d'utilisation UC / UC3 Référence ME-22022964D 02/13 MATÉRIEL UC Sincères félicitations Vous venez d'effectuer un choix judicieux
Conseils d'utilisation Gammes de produits UC / UC3 2 METTLER TOLEDO Conseils d'utilisation UC / UC3 Référence ME-22022964D 02/13 MATÉRIEL UC Sincères félicitations Vous venez d'effectuer un choix judicieux
EP 2 326 026 A1 (19) (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21
 (11) EP 2 326 026 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 25.05.2011 Bulletin 2011/21") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 326 026 A1 (43) Date de publication: 25.05.2011 Bulletin 2011/21 (51) Int Cl.: H04B 3/54 (2006.01) H04B 3/56 (2006.01) (21) Numéro de dépôt: 09176548.7 (22)
OUTILS DE SENSIBILISATION : L INFO-TRI POINT VERT
 OUTILS DE SENSIBILISATION : L INFO-TRI POINT VERT Juillet 2014 1 Suivi des mises à jour du Guide MAI 2012 : JUIN 2012 : Précision concernant la consigne à donner pour les opercules. - Précisions concernant
OUTILS DE SENSIBILISATION : L INFO-TRI POINT VERT Juillet 2014 1 Suivi des mises à jour du Guide MAI 2012 : JUIN 2012 : Précision concernant la consigne à donner pour les opercules. - Précisions concernant
La contrefaçon par équivalence en France
 BREVETS La contrefaçon par équivalence en France I. Introduction Si l'on considère une revendication de brevet qui remplit les conditions de validité au regard de l'art antérieur, le cas de contrefaçon
BREVETS La contrefaçon par équivalence en France I. Introduction Si l'on considère une revendication de brevet qui remplit les conditions de validité au regard de l'art antérieur, le cas de contrefaçon
EP 2 464 068 A1 (19) (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)
 (11) EP 2 464 068 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 12/58 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 464 068 A1 (43) Date de publication: 13.06.12 Bulletin 12/24 (1) Int Cl.: H04L 12/8 (06.01) (21) Numéro de dépôt: 11192660.6 (22) Date de dépôt: 08.12.11
ESCALIERS ESCAMOTABLES. Catalogue - Tarif TOUT LE SAVOIR FAIRE DE L INVENTEUR DE L ESCALIER ESCAMOTABLE
 ESCALIERS ESCAMOTABLES Catalogue - Tarif TOUT LE SAVOIR FAIRE DE L INVENTEUR DE L ESCALIER ESCAMOTABLE 2005 2 LA GAMME D ESCALIERS ESCAMOTABLES se décline en bois et en aluminium. Des matériaux nobles
ESCALIERS ESCAMOTABLES Catalogue - Tarif TOUT LE SAVOIR FAIRE DE L INVENTEUR DE L ESCALIER ESCAMOTABLE 2005 2 LA GAMME D ESCALIERS ESCAMOTABLES se décline en bois et en aluminium. Des matériaux nobles
Des solutions emballantes pour le stockage et le transport
 Des solutions emballantes pour le stockage et le transport La solution en manutention plastique Solutions intelligentes Notre force est la mise au point de solutions proches des besoins des clients et
Des solutions emballantes pour le stockage et le transport La solution en manutention plastique Solutions intelligentes Notre force est la mise au point de solutions proches des besoins des clients et
Notice de montage DORMA AGILE 150 DORMOTION Montage mural
 Notice de montage DORMA AGILE 150 DORMOTION Montage mural Sommaire : P2-3 Informations importantes P3 Outillage P4 Préparation du verre DORMOTION L P4 Contenu de la livraison P5 Préparation du verre DORMOTION
Notice de montage DORMA AGILE 150 DORMOTION Montage mural Sommaire : P2-3 Informations importantes P3 Outillage P4 Préparation du verre DORMOTION L P4 Contenu de la livraison P5 Préparation du verre DORMOTION
Equipe EPS 68 L athlétisme à l école primaire Page 56 sur 109
 Equipe EPS 68 L athlétisme à l école primaire Page 56 sur 109 LANCER EN ROTATION lancer d anneaux FONDAMENTAUX Tenir l engin en pronation (paume vers le bas) Lancer avec tout le corps Les lancers en rotation
Equipe EPS 68 L athlétisme à l école primaire Page 56 sur 109 LANCER EN ROTATION lancer d anneaux FONDAMENTAUX Tenir l engin en pronation (paume vers le bas) Lancer avec tout le corps Les lancers en rotation
Note de cours. Introduction à Excel 2007
 Note de cours Introduction à Excel 2007 par Armande Pinette Cégep du Vieux Montréal Excel 2007 Page: 2 de 47 Table des matières Comment aller chercher un document sur CVMVirtuel?... 8 Souris... 8 Clavier
Note de cours Introduction à Excel 2007 par Armande Pinette Cégep du Vieux Montréal Excel 2007 Page: 2 de 47 Table des matières Comment aller chercher un document sur CVMVirtuel?... 8 Souris... 8 Clavier
CIRCUITS DE PUISSANCE PNEUMATIQUES
 V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
Robots CNC. WITTMANN nommé «Meilleur achat» pour les robots. Technology working for you.
 Robots CNC WITTMANN nommé «Meilleur achat» pour les robots Technology working for you. Le concept robot novateur Des dizaines d années d expériences, de développements et d innovations ont fait des robots
Robots CNC WITTMANN nommé «Meilleur achat» pour les robots Technology working for you. Le concept robot novateur Des dizaines d années d expériences, de développements et d innovations ont fait des robots
NOTICE D'UTILISATION POUR TIROIRS-CAISSES À OUVERTURE PAR PRESSION TIROIRS-CAISSES ENCASTRÉS CAISSES SOUS COMPTOIR CAISSES SUR COMPTOIR
 NOTICE D'UTILISATION POUR TIROIRS-CAISSES À OUVERTURE PAR PRESSION TIROIRS-CAISSES ENCASTRÉS CAISSES SOUS COMPTOIR CAISSES SUR COMPTOIR Copyright 2002 Mogler-Kassen GmbH, Rappenau Printed in Germany Tous
NOTICE D'UTILISATION POUR TIROIRS-CAISSES À OUVERTURE PAR PRESSION TIROIRS-CAISSES ENCASTRÉS CAISSES SOUS COMPTOIR CAISSES SUR COMPTOIR Copyright 2002 Mogler-Kassen GmbH, Rappenau Printed in Germany Tous
Défauts dan les sachets souples état date stérilisables en autoclave nouveau 31/05/2002 Caractérisation et classification
 chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
Unitecnic 2200 Unitecnic 2200 CS
 Unitecnic Unitecnic S Notice de pose Seules les vis rouges et bleues peuvent être dévissées. (changement de combinaison et de main) Tout autre démontage interne est interdit. (annulation de la garantie)
Unitecnic Unitecnic S Notice de pose Seules les vis rouges et bleues peuvent être dévissées. (changement de combinaison et de main) Tout autre démontage interne est interdit. (annulation de la garantie)
Sommaire Table des matières
 Notice de montage 1 Sommaire Table des matières I. Mise en garde... 3 II. Avant de commencer... 4 1. Préparer vos outils... 4 2. Pièces nécessaires pour le montage de votre porte Keritek... 5 III. Étape
Notice de montage 1 Sommaire Table des matières I. Mise en garde... 3 II. Avant de commencer... 4 1. Préparer vos outils... 4 2. Pièces nécessaires pour le montage de votre porte Keritek... 5 III. Étape
systèmes d étagères Ergonomique, flexible, sûr. Le système modulaire pour pharmacies hospitalières et services d hôpitaux.
 systèmes d étagères Ergonomique, flexible, sûr. Le système modulaire pour pharmacies hospitalières et services d hôpitaux. Système d étagères FAMA : une flexibilité optimale pour un rendement maximal.
systèmes d étagères Ergonomique, flexible, sûr. Le système modulaire pour pharmacies hospitalières et services d hôpitaux. Système d étagères FAMA : une flexibilité optimale pour un rendement maximal.
Numéro de publication: 0 547 276 Al. Int. CIA H03K 17/12, H03K 17/08. Demandeur: FERRAZ Societe Anonyme
 ê Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 547 276 Al DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91420460.7 Int. CIA H03K 17/12, H03K 17/08 @
ê Europâisches Patentamt European Patent Office Office européen des brevets Numéro de publication: 0 547 276 Al DEMANDE DE BREVET EUROPEEN Numéro de dépôt: 91420460.7 Int. CIA H03K 17/12, H03K 17/08 @
Gamme Emballage DESCRIPTIF TECHNIQUE
 Gamme Emballage DESCRIPTIF TECHNIQUE COMBINAISON DE TABLES DE CONDITIONNEMENT Table de conditionnement de base tabli avec tablette TTPH 718 Tablette inférieure TAT 180 TTPH Porte-outils TPPH TXL Cache-cbles
Gamme Emballage DESCRIPTIF TECHNIQUE COMBINAISON DE TABLES DE CONDITIONNEMENT Table de conditionnement de base tabli avec tablette TTPH 718 Tablette inférieure TAT 180 TTPH Porte-outils TPPH TXL Cache-cbles
Carte de référence rapide
 Page 1 de 8 Carte de référence rapide Panneau de commandes 1 Menu 2 Sélectionner 3 Retour 4 Reprise 5 Stop 6 Appuyez sur Menu pour : Accéder aux menus à partir de l'état Prêt. Faire défiler les menus ou
Page 1 de 8 Carte de référence rapide Panneau de commandes 1 Menu 2 Sélectionner 3 Retour 4 Reprise 5 Stop 6 Appuyez sur Menu pour : Accéder aux menus à partir de l'état Prêt. Faire défiler les menus ou
DEMANDE DE BREVET EUROPEEN
 Europëisches Patentamt European Patent Office Office européen des brevets Q Numéro de publication: 0 010 491 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt: 79400744.3 (g) Date de dépôt: 12.10.79 Int.
Europëisches Patentamt European Patent Office Office européen des brevets Q Numéro de publication: 0 010 491 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt: 79400744.3 (g) Date de dépôt: 12.10.79 Int.
Parcours FOAD Formation EXCEL 2010
 Parcours FOAD Formation EXCEL 2010 PLATE-FORME E-LEARNING DELTA ANNEE SCOLAIRE 2013/2014 Pôle national de compétences FOAD Formation Ouverte et A Distance https://foad.orion.education.fr Livret de formation
Parcours FOAD Formation EXCEL 2010 PLATE-FORME E-LEARNING DELTA ANNEE SCOLAIRE 2013/2014 Pôle national de compétences FOAD Formation Ouverte et A Distance https://foad.orion.education.fr Livret de formation
VigiClé Système «KeyWatcher»
 DOSSIER TECHNIQUE VigiClé Système «KeyWatcher» SOMMAIRE DESCRIPTION DU «VigiClé» 1.1 Sécurisez vos clés 1.2 Remise des clés 1.3 Les différents modèles 1.4 Spécifications techniques PORTE-CLES 2.1 Conception
DOSSIER TECHNIQUE VigiClé Système «KeyWatcher» SOMMAIRE DESCRIPTION DU «VigiClé» 1.1 Sécurisez vos clés 1.2 Remise des clés 1.3 Les différents modèles 1.4 Spécifications techniques PORTE-CLES 2.1 Conception
(51) Int Cl.: B60R 25/00 (2013.01)
 Int Cl.: B60R 25/00 (2013.01)") (19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
(19) TEPZZ 4_ 86B_T (11) EP 2 412 86 B1 (12) FASCICULE DE BREVET EUROPEEN (4) Date de publication et mention de la délivrance du brevet: 01.0.13 Bulletin 13/18 (1) Int Cl.: B60R 2/00 (13.01) (21) Numéro
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques
 et structures mécaniques") Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études
Banc d études des structures Etude de résistances de matériaux (RDM) et structures mécaniques Descriptif du support pédagogique Le banc d essais des structures permet de réaliser des essais et des études
AGASC / BUREAU INFORMATION JEUNESSE 06700 Saint Laurent du Var Tel : 04.93.07.00.66 bij@agasc.fr www.agasc.fr. Word: Les tableaux.
 Word: Les tableaux Introduction 6 ième partie Il est préférable par moments de présenter de l'information sous forme de tableau. Les instructions qui suivent démontrent comment créer un tableau et comment
Word: Les tableaux Introduction 6 ième partie Il est préférable par moments de présenter de l'information sous forme de tableau. Les instructions qui suivent démontrent comment créer un tableau et comment
CHAPITRE IX : Les appareils de mesures électriques
 CHAPITRE IX : Les appareils de mesures électriques IX. 1 L'appareil de mesure qui permet de mesurer la différence de potentiel entre deux points d'un circuit est un voltmètre, celui qui mesure le courant
CHAPITRE IX : Les appareils de mesures électriques IX. 1 L'appareil de mesure qui permet de mesurer la différence de potentiel entre deux points d'un circuit est un voltmètre, celui qui mesure le courant
Guide de démarrage rapide Centre de copies et d'impression Bureau en Gros en ligne
 Guide de démarrage rapide Centre de copies et d'impression Bureau en Gros en ligne Aperçu du Centre de copies et d'impression Bureau en Gros en ligne Pour accéder à «copies et impression Bureau en Gros
Guide de démarrage rapide Centre de copies et d'impression Bureau en Gros en ligne Aperçu du Centre de copies et d'impression Bureau en Gros en ligne Pour accéder à «copies et impression Bureau en Gros
Les + Tournus. Rigidité : plan de travail épaisseur 1,2 mm, doublé par panneau stratifié hydrofuge avec encadrement en aluminium.
 Les + Tournus Sécurité et esthétique : bandeau à bords droits hauteur 40 mm, bord écrasé périphérique. Confort acoustique : bac et égouttoir insonorisés. Esthétique : bandeau hauteur 40 mm et dosseret
Les + Tournus Sécurité et esthétique : bandeau à bords droits hauteur 40 mm, bord écrasé périphérique. Confort acoustique : bac et égouttoir insonorisés. Esthétique : bandeau hauteur 40 mm et dosseret
LES LOIS PHYSIQUES APPLIQUÉES AUX DEUX-ROUES : 1. LA FORCE DE GUIDAGE
 LES LOIS PHYSIQUES APPLIQUÉES AUX DEUX-ROUES : 1. LA FORCE DE GUIDAGE 2. L EFFET GYROSCOPIQUE Les lois physiques qui régissent le mouvement des véhicules terrestres sont des lois universelles qui s appliquent
LES LOIS PHYSIQUES APPLIQUÉES AUX DEUX-ROUES : 1. LA FORCE DE GUIDAGE 2. L EFFET GYROSCOPIQUE Les lois physiques qui régissent le mouvement des véhicules terrestres sont des lois universelles qui s appliquent
Aucun produit. Garantie à vie. ne finit dans un site d enfouissement. 17 Postes de travail dos à dos. 19 Modules de tri autoporteurs.
 C A T A L O G U E de mobilier pour centre de courrier CONTENTS USINE ÉCOLOGIQUE Composants pour centre de courrier 3 Introduction 5 Tables modulaires 7 Tables standard 9 Supports élévateurs et casiers
C A T A L O G U E de mobilier pour centre de courrier CONTENTS USINE ÉCOLOGIQUE Composants pour centre de courrier 3 Introduction 5 Tables modulaires 7 Tables standard 9 Supports élévateurs et casiers
3 tournevis TOR-X T6, T7 et T12 1 petit tournevis tête plate 1 paire de pince plate Petites «lames» en plastique ou petits tournevis de modélisme
 Ouverture complète de votre console L'ouverture de votre XBox360 annulera immédiatement la garantie si vous ne le faites pas proprement. En aucun cas, je ne pourrais être tenu pour responsable d'éventuels
Ouverture complète de votre console L'ouverture de votre XBox360 annulera immédiatement la garantie si vous ne le faites pas proprement. En aucun cas, je ne pourrais être tenu pour responsable d'éventuels
Unitecnic 2210 Unitecnic 2210 CS
 Unitecnic Unitecnic S Notice de pose Adaptation de la main (sens de la porte) Par défaut, la serrure est configurée en main gauche (vue de l extérieur la serrure est à gauche sur la porte). Seules les
Unitecnic Unitecnic S Notice de pose Adaptation de la main (sens de la porte) Par défaut, la serrure est configurée en main gauche (vue de l extérieur la serrure est à gauche sur la porte). Seules les
KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux.
 KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux. Très grandes performances en un temps record: Scies automatiques
KASTOspeed: Scies automatiques de production à lame circulaire pour le débit économique de très grandes séries dans l acier et les non-ferreux. Très grandes performances en un temps record: Scies automatiques
EP 2 458 813 A1 (19) (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)
 (11) EP 2 458 813 A1 (12) DEMANDE DE BREVET EUROPEEN. (51) Int Cl.: H04L 29/06 (2006.01) H04L 29/12 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 48 813 A1 (43) Date de publication:.0.12 Bulletin 12/22 (1) Int Cl.: H04L 29/06 (06.01) H04L 29/12 (06.01) (21) Numéro de dépôt: 11188168.6 (22) Date de dépôt:
Université Ibn Zohr Excel Résume de cours
 Le logiciel Excel: Excel est un tableur qui permet de saisir des données, de les afficher et de faire des traitements sur ces données. Les originalités du tableur sont l'organisation des données et les
Le logiciel Excel: Excel est un tableur qui permet de saisir des données, de les afficher et de faire des traitements sur ces données. Les originalités du tableur sont l'organisation des données et les
EP 2 372 958 A1 (19) (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40
 (11) EP 2 372 958 A1 (12) DEMANDE DE BREVET EUROPEEN. (43) Date de publication: 05.10.2011 Bulletin 2011/40") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 2 372 98 A1 (43) Date de publication: 0..11 Bulletin 11/ (21) Numéro de dépôt: 11160.0 (1) Int Cl.: H04L 12/28 (06.01) H04L 29/06 (06.01) H04W 84/12 (09.01)
B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1
 1 B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1 Objectif : Acquérir une expérience professionnelle en réalisant un stage en entreprise de 3 mois à temps plein à l étranger
1 B o u r s e d e m o b i l i t é B E E p o u r l e s d é p a r t s e n 2 0 1 2 1 Objectif : Acquérir une expérience professionnelle en réalisant un stage en entreprise de 3 mois à temps plein à l étranger
Épreuve E5 : Conception détaillée. Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle
 BTS Conception et Réalisation de Systèmes Automatiques Épreuve E5 : Conception détaillée Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle Session 2013 Durée : 4 h Coefficient : 3 Matériel
BTS Conception et Réalisation de Systèmes Automatiques Épreuve E5 : Conception détaillée Sous-épreuve E51 : Conception détaillée d une chaîne fonctionnelle Session 2013 Durée : 4 h Coefficient : 3 Matériel
Tables. Tables individuelles réglables en hauteur manuellement
 Table réglable en hauteur Ropox Ergobasic, largueur 90 cm, inclinable Cette table économique réglable en hauteur est basée sur la table thérapeutique ROPOX ST, depuis des années une image fidèle dans les
Table réglable en hauteur Ropox Ergobasic, largueur 90 cm, inclinable Cette table économique réglable en hauteur est basée sur la table thérapeutique ROPOX ST, depuis des années une image fidèle dans les
Synoptique. Instructions de service et de montage
 Montage- und Bedienungsanleitung Mounting and Operating Instructions Instructions de service et de montage Istruzioni di montaggio ed uso Instrucciones de montaje y de servicio p p p p Terminale porta
Montage- und Bedienungsanleitung Mounting and Operating Instructions Instructions de service et de montage Istruzioni di montaggio ed uso Instrucciones de montaje y de servicio p p p p Terminale porta
ÉLECTRONIQUE DE LA PORTE
 EVVA SALTO : PRÉSENTATION DU CONCEPT SALTO (Smart Access Locking TechnOlogy) est une plate-forme technologique d'evva qui propose une solution optimale pour répondre aux exigences d'un système électronique
EVVA SALTO : PRÉSENTATION DU CONCEPT SALTO (Smart Access Locking TechnOlogy) est une plate-forme technologique d'evva qui propose une solution optimale pour répondre aux exigences d'un système électronique
Fiche 22 Emballage et aliment
 Fiche 22 Emballage et aliment Aujourd hui, quasiment tous les produits que nous achetons sont emballés, très peu sont vendus en vrac. Pourtant, un emballage n est pas neutre : c est un objet publicitaire
Fiche 22 Emballage et aliment Aujourd hui, quasiment tous les produits que nous achetons sont emballés, très peu sont vendus en vrac. Pourtant, un emballage n est pas neutre : c est un objet publicitaire
SERRURE ÉLECTRONIQUE À PÊNE DORMANT
 Marquez un cercle de 1 po (25.4 mm) de diamètre au centre du bord de la porte. 2" 1-3/4" 1-9/16" 1-3/8" 51 45 40 35 POUR DISTANCE D'ENTRÉE de 2-3/8 po ( 60mm ) Pliez ce gabarit sur la ligne pointillée
Marquez un cercle de 1 po (25.4 mm) de diamètre au centre du bord de la porte. 2" 1-3/4" 1-9/16" 1-3/8" 51 45 40 35 POUR DISTANCE D'ENTRÉE de 2-3/8 po ( 60mm ) Pliez ce gabarit sur la ligne pointillée
PORTES. Dépose-repose d'une garniture de porte avant. Dépose-repose d'une porte - CARROSSERIE - -74-
 Déposer les vis de fixation de l'aile (voir figure). Chauffer l'aile au niveau du pied avant en la tirant vers l'arrière. Couper le cordon PVC et déposer l'aile. À la repose, appliquer une couche de zinc
Déposer les vis de fixation de l'aile (voir figure). Chauffer l'aile au niveau du pied avant en la tirant vers l'arrière. Couper le cordon PVC et déposer l'aile. À la repose, appliquer une couche de zinc
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE
 ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
FICHE DE POSE FILMS AUTOMOBILES FPP.7.3.2.Auto A 07.07 SOMMAIRE
 FICHE DE POSE FILMS AUTOMOBILES FPP.7.3.2.Auto A 07.07 METHODE DE POSE ET DE DEPOSE Film de Protection Solaire FILM AUTOMOBILE MATERIEL NECESSAIRE Un PULVITRE (pulvérisateur (11 litres) Une raclette MARJO
FICHE DE POSE FILMS AUTOMOBILES FPP.7.3.2.Auto A 07.07 METHODE DE POSE ET DE DEPOSE Film de Protection Solaire FILM AUTOMOBILE MATERIEL NECESSAIRE Un PULVITRE (pulvérisateur (11 litres) Une raclette MARJO
Infolettre #18 : Les graphiques avec Excel 2010
 Infolettre #18 : Les graphiques avec Excel 2010 Table des matières Introduction... 1 Hourra! Le retour du double-clic... 1 Modifier le graphique... 4 Onglet Création... 4 L onglet Disposition... 7 Onglet
Infolettre #18 : Les graphiques avec Excel 2010 Table des matières Introduction... 1 Hourra! Le retour du double-clic... 1 Modifier le graphique... 4 Onglet Création... 4 L onglet Disposition... 7 Onglet
Station informatique. Station informatique
 STATION informatique Rousseau vous présente ici tout un éventail de produits et accessoires pour compléter et agrémenter votre station informatique. Désormais présents dans tous les services, les ordinateurs
STATION informatique Rousseau vous présente ici tout un éventail de produits et accessoires pour compléter et agrémenter votre station informatique. Désormais présents dans tous les services, les ordinateurs
Utilisation de l'outil «Open Office TEXTE»
 PRESENTATION / FORMATION Utilisation de l'outil «Open Office TEXTE» Présentation générale : OpenOffice Texte est un traitement de texte assez similaire à celui proposé par Microsoft ; il est d'ailleurs
PRESENTATION / FORMATION Utilisation de l'outil «Open Office TEXTE» Présentation générale : OpenOffice Texte est un traitement de texte assez similaire à celui proposé par Microsoft ; il est d'ailleurs
VERROUILLAGE ET SERRURERIE
 Chaîne de porte ABUS SK69/N Chaîne en acier, soudée. Rail avec cran d'arrêt à ressort : sécurité enfants. Possibilité de suspendre la chaîne dans la fixation. Longueur de la chaîne : 135 mm. modèle SK69/N
Chaîne de porte ABUS SK69/N Chaîne en acier, soudée. Rail avec cran d'arrêt à ressort : sécurité enfants. Possibilité de suspendre la chaîne dans la fixation. Longueur de la chaîne : 135 mm. modèle SK69/N
Version française. Serie de serrures SELO SELO-B SELO-BR
 Version française Serie de serrures SELO SELO-B SELO-BR Sicherheitsprodukte GmbH Classe de serrures et champ d application : Les serrures électroniques SELO-B et SELO-BR ont été conçues selon les prescriptions
Version française Serie de serrures SELO SELO-B SELO-BR Sicherheitsprodukte GmbH Classe de serrures et champ d application : Les serrures électroniques SELO-B et SELO-BR ont été conçues selon les prescriptions
MACHINES DE SCIAGE ET TRONCONNAGE MACHINES SPECIALES R 80 CN. Machine à commande numérique destinée au tronçonnage des dés.
 MACHINES DE SCIAGE ET TRONCONNAGE MACHINES SPECIALES R 80 CN Machine à commande numérique destinée au tronçonnage des dés. 2350 4792 - Hauteur : 1730 mm - Poids : 1052 kg Chevrons Longueur maxi * : 3 m
MACHINES DE SCIAGE ET TRONCONNAGE MACHINES SPECIALES R 80 CN Machine à commande numérique destinée au tronçonnage des dés. 2350 4792 - Hauteur : 1730 mm - Poids : 1052 kg Chevrons Longueur maxi * : 3 m
f.annibale@centrhabitat.be Fax: +32 64216552 Soumission des offres et des demandes de participation par voie électronique (URL):
:") 1/ 15 BE001 13/6/2013 - Numéro BDA: 2013-512787 Formulaire standard 2 - FR Bulletin des Adjudications Publication du Service Fédéral e-procurement SPF P&O - 51, rue de la Loi B-1040 Bruxelles +32 27905200
1/ 15 BE001 13/6/2013 - Numéro BDA: 2013-512787 Formulaire standard 2 - FR Bulletin des Adjudications Publication du Service Fédéral e-procurement SPF P&O - 51, rue de la Loi B-1040 Bruxelles +32 27905200
Normes techniques d'accessibilité
 Normes techniques d'accessibilité Informations tirées du site de la CRIPH (Cellule de Recrutement et d Insertion des Personnes Handicapées) La notion d accessibilité intègre plusieurs composantes : l accès
Normes techniques d'accessibilité Informations tirées du site de la CRIPH (Cellule de Recrutement et d Insertion des Personnes Handicapées) La notion d accessibilité intègre plusieurs composantes : l accès
L'Etat belge, représenté par Belnet, Service d'etat à gestion séparée. Localité/Ville: Bruxelles Code postal: 1050
 1/ 11 BE001 7/8/2015 - Numéro BDA: 2015-520424 Formulaire standard 2 - FR Bulletin des Adjudications Publication du Service Fédéral e-procurement SPF P&O - 51, rue de la Loi B-1040 Bruxelles +32 27905200
1/ 11 BE001 7/8/2015 - Numéro BDA: 2015-520424 Formulaire standard 2 - FR Bulletin des Adjudications Publication du Service Fédéral e-procurement SPF P&O - 51, rue de la Loi B-1040 Bruxelles +32 27905200
Guide d'utilisation. OpenOffice Calc. AUTEUR INITIAL : VINCENT MEUNIER Publié sous licence Creative Commons
 Guide d'utilisation OpenOffice Calc AUTEUR INITIAL : VINCENT MEUNIER Publié sous licence Creative Commons 1 Table des matières Fiche 1 : Présentation de l'interface...3 Fiche 2 : Créer un nouveau classeur...4
Guide d'utilisation OpenOffice Calc AUTEUR INITIAL : VINCENT MEUNIER Publié sous licence Creative Commons 1 Table des matières Fiche 1 : Présentation de l'interface...3 Fiche 2 : Créer un nouveau classeur...4
PROPOSITION DE RÉVISION DU CODE 6 Logiciel de vérification du non-roulement continu
 Codes normalisés de l OCDE pour les essais officiels de tracteurs agricoles et forestiers PROPOSITION DE RÉVISION DU CODE 6 Logiciel de vérification du non-roulement continu AVERTISSEMENT Ce document est
Codes normalisés de l OCDE pour les essais officiels de tracteurs agricoles et forestiers PROPOSITION DE RÉVISION DU CODE 6 Logiciel de vérification du non-roulement continu AVERTISSEMENT Ce document est
Utilisation du visualiseur Avermedia
 Collèges Numériques Utilisation du visualiseur Avermedia Un visualiseur est aussi appelé caméra de table et ce nom rend mieux compte de sa fonction première à savoir filmer un document (revue,carte, dissection,
Collèges Numériques Utilisation du visualiseur Avermedia Un visualiseur est aussi appelé caméra de table et ce nom rend mieux compte de sa fonction première à savoir filmer un document (revue,carte, dissection,
Problèmes sur le chapitre 5
 Problèmes sur le chapitre 5 (Version du 13 janvier 2015 (10h38)) 501 Le calcul des réactions d appui dans les problèmes schématisés ci-dessous est-il possible par les équations de la statique Si oui, écrire
Problèmes sur le chapitre 5 (Version du 13 janvier 2015 (10h38)) 501 Le calcul des réactions d appui dans les problèmes schématisés ci-dessous est-il possible par les équations de la statique Si oui, écrire
MODE D EMPLOI ST 4000. Route de la Neuville 08460 LALOBBE FABRICANT DE MATERIEL SCENIQUE MANUEL D UTILISATION ST 4000. Rapport N 2520/14/7656
 Route de la Neuville 08460 LALOBBE FABRICANT DE MATERIEL SCENIQUE MANUEL D UTILISATION ST 4000 Rapport N 2520/14/7656 APPAREILS DE LEVAGE - STRUCTURES ALUMINIUM ACCESSOIRES DIVERS www.alusd.com TEL : 03.24.59.41.91
Route de la Neuville 08460 LALOBBE FABRICANT DE MATERIEL SCENIQUE MANUEL D UTILISATION ST 4000 Rapport N 2520/14/7656 APPAREILS DE LEVAGE - STRUCTURES ALUMINIUM ACCESSOIRES DIVERS www.alusd.com TEL : 03.24.59.41.91
DEMANDE DE BREVET EUROPEEN
 Patentamt JEuropâisches European Patent Office Office européen des brevets (g) Numéro de publication : 0 458 661 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt : 91400889.1 mt Cl.5: A61K 31/415, C07D
Patentamt JEuropâisches European Patent Office Office européen des brevets (g) Numéro de publication : 0 458 661 A1 DEMANDE DE BREVET EUROPEEN (g) Numéro de dépôt : 91400889.1 mt Cl.5: A61K 31/415, C07D
TEST ET RÉGLAGE DES SUSPENSIONS
 TEST ET RÉGLAGE DES SUSPENSIONS Généralités En règle générale, toutes les suspensions pour les motos standard sont réglées pour un conducteur d'un poids moyen de 70 kg. Généralement, le poids moyen du
TEST ET RÉGLAGE DES SUSPENSIONS Généralités En règle générale, toutes les suspensions pour les motos standard sont réglées pour un conducteur d'un poids moyen de 70 kg. Généralement, le poids moyen du