C) MOULAGE EN MOULE METALLIQUES
|
|
|
- Yvette Lamarche
- il y a 10 ans
- Total affichages :
Transcription
1 GENERALITES : C) MOULAGE EN MOULE METALLIQUES Alors que les procédés de moulage sable imposent, chaque fois, la destruction du moule pour récupérer la pièce coulée. Les moules permanents (métalliques), permettent d obtenir avec le même moule, une série de pièces aux formes et dimensions identiques. Il n est par contre pas possible, sauf rares exceptions, de mouler que des matériaux ayant un point de fusion relativement bas, tel que : - Aluminium - Alliage d aluminium (Alpax, A-U8S...) - Alliage cuivreux (Laiton, Bronze, Cupro-aluminium ) - Alliage de Zinc (Zamack, Kayem ) C1 : Coulée à la pression atmosphérique ou moulage par gravité : Le métal en fusion est coulé directement dans le moule appelé coquille. Celle-ci est composée de deux ou plusieurs parties solidement assemblées pendant la coulée du métal, qui remplit les cavités sous l effet de son propre poids. C1-1 : Constitution d une coquille : Le corps : Composé le plus souvent d une semelle portant deux chapes, séparées par des joints verticaux aux surfaces finement striées tirages d air (évents). Il comprend, outre la forme en creux de la pièce à réaliser, les canaux de coulée et les masselottes. Les noyaux : Ils coulissent dans le corps afin d assurer l extraction de la pièce. Ceux de forme sensiblement cylindrique sont appelés broches ou poignards, d autre permettent d obtenir des formes extérieures compliquées. Des noyaux en sable sont parfois utilisés, notamment dans le cas de parties non démoulables.
 - Alliage cuivreux (Laiton, Bronze, Cupro-aluminium ) - Alliage de Zinc (Zamack, Kayem ) C1 : Coulée à la pression atmosphérique ou moulage par gravité : Le métal en fusion est coulé directement")
2 C1-2 : Utilisation des coquilles : Préalablement chauffées à C (selon le matériau coulé), afin d éviter que le métal ne se fige trop rapidement. Elles sont généralement placées sur une table inclinable pour : - introduction tranquille du métal par basculement. - Redressement en fin de remplissage. Nota : Le chauffage doit parfois être poursuivi pendant la coulée par brûleurs ou rampe à gaz. C1-3 : Caractéristiques du procédé : - Aspect : Bon état de surface. - Tolérances : ± 0,25 (sur dimensions inférieures à 25mm). - Diamètres minima des trous venant par broches : 4mm. - Séries minimales de 10 3 pièces pour amortissement outillage (possibilités 40*10 3 moulages). - Cadences : Fonction des épaisseurs et dimensions pièces, du processus : o Coquilles manuelles ou mécanisées pour séries moyennes. o Coquilles automatisées pour grande séries
. - Diamètres minima des trous venant par broches : 4mm.")
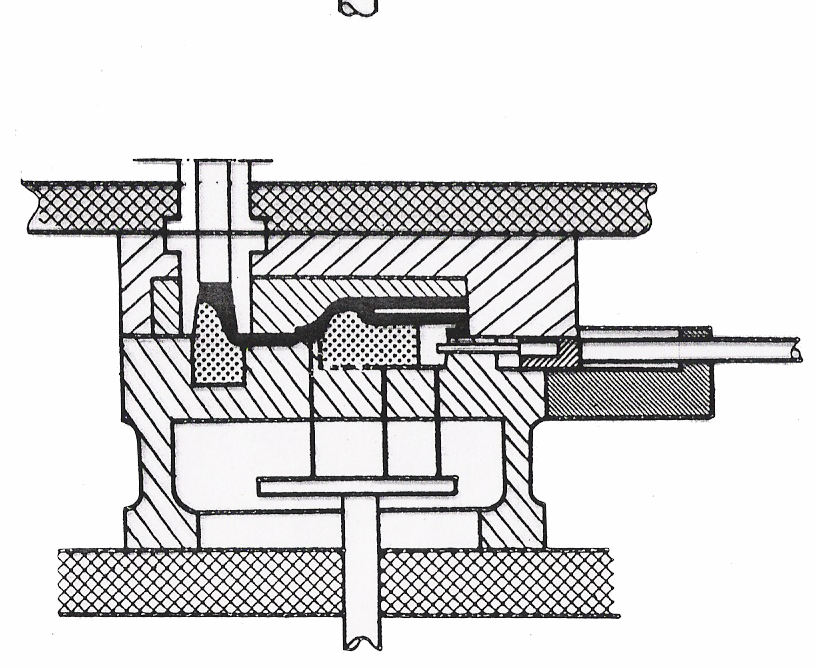
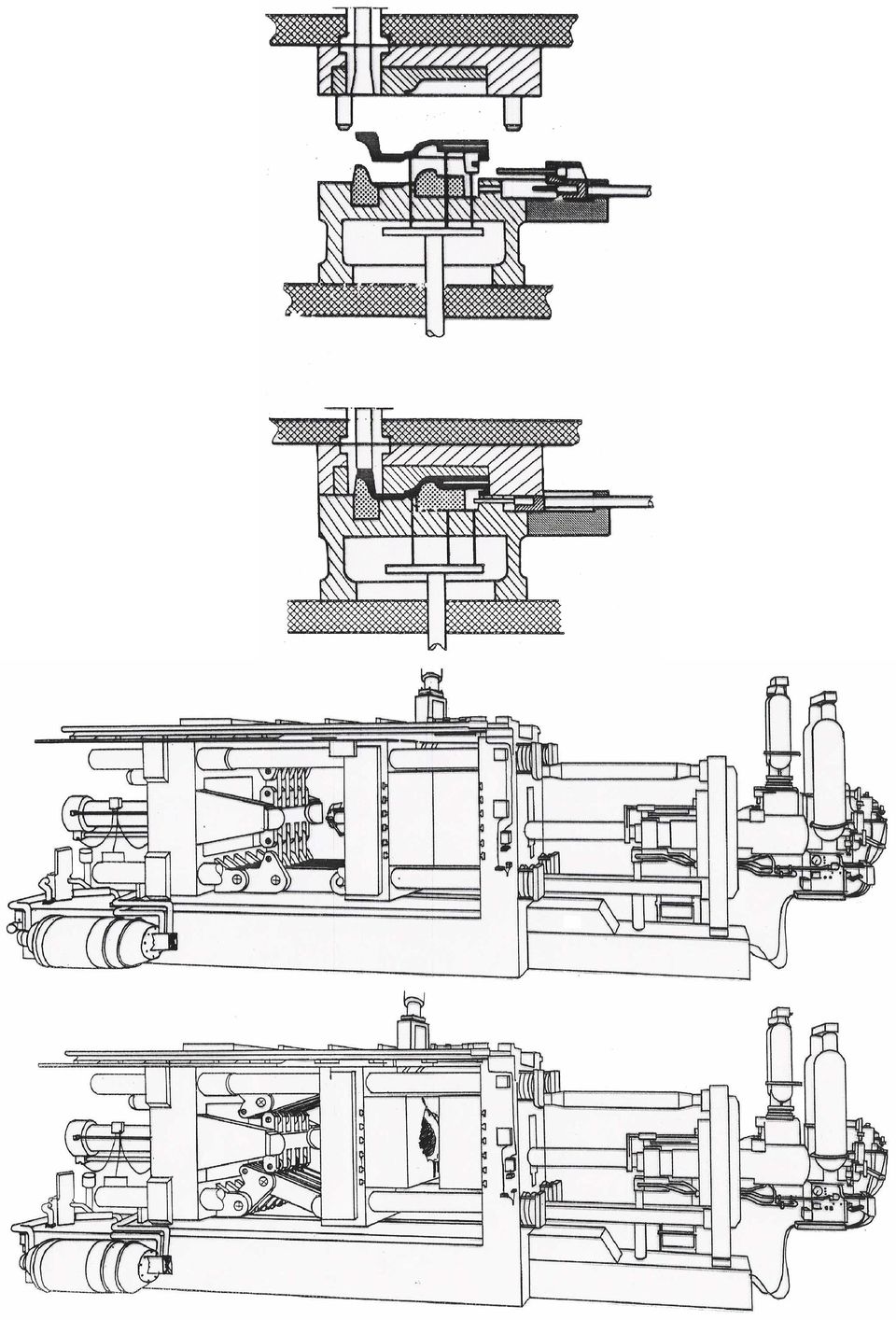
3 C2 : Le moulage sous pression : Le moulage sous pression est dit on le plus court chemin de la matière première à la pièce finie. Il permet d obtenir des pièces de formes et dimensions précises, en refoulant le métal liquide ou pateux dans le moule sur une machine à mouler spéciale. La solidification se réalise par refroidissement dans l empreinte du moule, par circulation d eau. Il existe deux types de machines à mouler sous pression. C2-1 : Machine à chambre chaude : L injection se fait par air comprimé ou plus généralement par piston. Celui-ci plonge directement dans le creuset contenant le métal liquide et le refoule dans le moule. Pressions d injection de l ordre de 20 à 150 bars Possibilité de 50 à 150 injections/heure selon le volume de la pièce.



4 C2-2 : Machine à chambre froide : Le creuset est indépendant de la machine. L alliage est versé dans le cylindre d injection à la louche ou par un doseur spécial (machine automatisées). Moins rapide que les précédentes, Ces machines sont surtout utilisées pour le moulage des alliages d aluminium ou cuivreux dont le point de fusion est trop élevé pour les machines à chambres chaudes. Pressions d injection de l ordre de 400 à 1600 bars Remarque : Ces machines comportent toujours, quelque soit leur type, un dispositif d ouverture et de fermeture du moule, avec serrage énergique au moment de l injection. C2-3 : Le moule : Constitué de deux blocs, L un fixe l autre mobile, il comprend outre l empreint de la pièce à mouler, les éjecteurs et les canaux de refroidissement. Il est façonné en acier spécial traité (au CD, V, CW ), afin de résister aux fortes pressions de moulage et aux chocs thermiques répétés. Un moule bien étudié peut permettre de mouler : - 2*105 à 1*106 pièces en alliages de zinc ou de magnésium. - 75*103 à 125*103 pièces en alliage d aluminium. - 25*103 à 75*103 pièces en alliage cuivreux. C2-4 : Caractéristiques du moulage sous pression : - Alliages coulés sensiblement les mêmes qu en moulage Coquille. - Tolérances : ± 0,05 mm sur dimensions 25 mm. - Aspect des pièces excellent. - Réduction ou suppression totale de l usinage. - Poids des pièces coulées : 20 Kg.


5
6 C3 : Modalités communes aux procédés de moulage sous pression : C3-1 : Poteyage : Il consiste à protéger les parties du moule en contact avec le métal liquide, par une mince pellicule d enduit, afin : - D éviter le collage des pièces et faciliter ainsi l éjection. - D éviter l oxydation des parois du moule. - De réduire l intensité des échanges thermiques. Le poteyage est à blanc (à base de chaux), ou noir (à base de graphite). C3-2 : Les insertions : Ce sont des éléments métalliques, insérés dans le moule avant la coulée, qui permettent : - D assurer une plus grande résistance aux pièces o Ex : Axe acier, bague bronze. - Réaliser des conduits que l on ne peut noyauter (tube). Ces insertions sont solidement ancrées dans la masse par l intermédiaire de gorges ou moletage. C4 : Moulage par centrifugation : Procédé de coulée dynamique d alliages ferreux dans des moules acier, ou la force centrifuge crée par la rotation du moule est substituée à la pesanteur. Cette force, qui peut atteindre selon les besoins, plusieurs dizaines de fois la pesanteur, permet d obtenir : - Une très grande homogénéité et une cristallisation très régulières. - Une texture de solidification très fine (basse température de coulée). Très efficace, ce procédé est utilisé pour le moulage de pièces de forme simples, telles que galets roulement, roues, tubes (monoblocs ou bimétal), chemises de cylindres automobile, etc.

CIRCUITS DE PUISSANCE PNEUMATIQUES
 V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
Eléments mobiles du moteur Moteur 1/9
 Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
Eléments mobiles du moteur Moteur 1/9 I Diagnostic des anomalies - Perte de compression ( par les segment ou par le piston ). - Consommation d huile ( remontée d huile dans la chambre ). - Bruits de fonctionnement
D'un simple coup d'oeil: Caractéristiques techniques de la MC15. 44 cm. 40 cm. Idéale pour des fontes uniques et des petites séries
 D'un simple coup d'oeil: Idéale pour des fontes uniques et des petites séries Besoin infime en matière l'équivalent d'un dé à coudre Un générateur de 3,5 kw autorisant une montée de température pour les
D'un simple coup d'oeil: Idéale pour des fontes uniques et des petites séries Besoin infime en matière l'équivalent d'un dé à coudre Un générateur de 3,5 kw autorisant une montée de température pour les
Vannes à 2 ou 3 voies, PN16
 4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
4 847 Vannes 2 voies VVP47.-0.25 à VVP47.20-4.0 Vannes 3 voies VXP47.-0.25 à VXP47.20-4.0 Vannes 3 voies avec Té de bipasse VMP47.-0.25 à VMP47.15-2.5 Vannes à 2 ou 3 voies, PN16 VMP47... VVP47... VXP47...
Centreur fin cylindrique pour la fabrication de moules. Le développement
 Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
Le développement Centreur fin cylindrique pour la fabrication de moules Avantages Durabilité: pour la production de grandes séries Sans jeu pour un alignement précis du moule Temps de cycle plus courts
INFO SOUDAGE LE SOUDAGE PAR FRICTION, UN PROCEDE DE SOUDAGE MULTIPLE ET INNOVATEUR
 LE SOUDAGE PAR FRICTION, UN PROCEDE DE SOUDAGE MULTIPLE ET INNOVATEUR PRINCIPE DE FONCTIONNEMENT, CLASSEMENT, APPLICATIONS & AVANTAGES Cet article passe en revue le principe de fonctionnement du soudage
LE SOUDAGE PAR FRICTION, UN PROCEDE DE SOUDAGE MULTIPLE ET INNOVATEUR PRINCIPE DE FONCTIONNEMENT, CLASSEMENT, APPLICATIONS & AVANTAGES Cet article passe en revue le principe de fonctionnement du soudage
Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES DES SOLUTIONS INDIVIDUELLES. 20 Exemples Des solutions individuelles.
 8 DES SOLUTIONS INDIVIDUELLES 20 Exemples Des solutions individuelles Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES Pièces techniques Des solutions individuelles Caissespalettes Bacs pour
8 DES SOLUTIONS INDIVIDUELLES 20 Exemples Des solutions individuelles Un métier pas comme les autres. DES SOLUTIONS INDIVIDUELLES Pièces techniques Des solutions individuelles Caissespalettes Bacs pour
Système multicouche raccords à sertir et tubes
 Système multicouche raccords à sertir et tubes 4BONNES RAISONS DE CHOISIR LES SOLUTIONS 4GAMMES COMPLÉMENTAIRES 1 L EFFICACITÉ : pour répondre à toutes les configurations Avec les solutions multiconnect,
Système multicouche raccords à sertir et tubes 4BONNES RAISONS DE CHOISIR LES SOLUTIONS 4GAMMES COMPLÉMENTAIRES 1 L EFFICACITÉ : pour répondre à toutes les configurations Avec les solutions multiconnect,
Vannes 3 voies avec filetage extérieur, PN 16
 4 464 Vannes 3 voies avec filetage extérieur, PN 6 VXG44... Corps en bronze CC49K (Rg5) DN 5...DN 40 k vs 0,25...25 m 3 /h Corps filetés avec étanchéité par joint plat G selon ISO 228/ Des raccords à vis
4 464 Vannes 3 voies avec filetage extérieur, PN 6 VXG44... Corps en bronze CC49K (Rg5) DN 5...DN 40 k vs 0,25...25 m 3 /h Corps filetés avec étanchéité par joint plat G selon ISO 228/ Des raccords à vis
La présente fiche technique décrit les exigences auxquelles doit répondre le Système Barofor Round.
 1 Objet La présente fiche technique décrit les exigences auxquelles doit répondre le Système Barofor Round. Le système complet comprend les éléments suivants: Panneaux Poteaux Accessoires tels que fixations
1 Objet La présente fiche technique décrit les exigences auxquelles doit répondre le Système Barofor Round. Le système complet comprend les éléments suivants: Panneaux Poteaux Accessoires tels que fixations
SYS-849: Techniques avancées de mise en forme
 SYS-849: Techniques avancées de mise en forme Cours# 11: Mise en forme par coulage mécanique (Die Casting) Boîtier de connexion électronique en zinc Source: NADCA: North American Die Casting Association
SYS-849: Techniques avancées de mise en forme Cours# 11: Mise en forme par coulage mécanique (Die Casting) Boîtier de connexion électronique en zinc Source: NADCA: North American Die Casting Association
STANDARD DE CONSTRUCTION CONDUITS, ATTACHES ET RACCORDS DE
 , ATTACHES ET RACCORDS DE PARTIE 1 - GÉNÉRALITÉS 1.1 EMPLACEMENT DES 1.1.1 Les conduits posés devraient être indiqués sur les plans. Ils devraient être installés perpendiculairement aux lignes du bâtiment.
, ATTACHES ET RACCORDS DE PARTIE 1 - GÉNÉRALITÉS 1.1 EMPLACEMENT DES 1.1.1 Les conduits posés devraient être indiqués sur les plans. Ils devraient être installés perpendiculairement aux lignes du bâtiment.
BlendingLine. MINICOLOR V MINICOLOR G GRAVICOLOR Doseurs et mélangeurs. smart solutions
 BlendingLine smart solutions MINICOLOR V MINICOLOR G GRAVICOLOR Doseurs et mélangeurs L excellente qualité de mélange avec la précision de répétiton la plus élevée sont exigées pour le dosage d additifs
BlendingLine smart solutions MINICOLOR V MINICOLOR G GRAVICOLOR Doseurs et mélangeurs L excellente qualité de mélange avec la précision de répétiton la plus élevée sont exigées pour le dosage d additifs
Luxor. La borne escamotable automatique
 Luxor La borne escamotable automatique Gérer, contrôler et délimiter Les besoins modernes de la planification urbaine exigent des systèmes avancés capables de réglementer les flux de véhicules, aussi bien
Luxor La borne escamotable automatique Gérer, contrôler et délimiter Les besoins modernes de la planification urbaine exigent des systèmes avancés capables de réglementer les flux de véhicules, aussi bien
Système d énergie solaire et de gain énergétique
 Système d énergie solaire et de gain énergétique Pour satisfaire vos besoins en eau chaude sanitaire, chauffage et chauffage de piscine, Enerfrance vous présente Néo[E]nergy : un système utilisant une
Système d énergie solaire et de gain énergétique Pour satisfaire vos besoins en eau chaude sanitaire, chauffage et chauffage de piscine, Enerfrance vous présente Néo[E]nergy : un système utilisant une
«RGE» travaux Liste des qualifications et certifications par domaine de travaux. Date d édition : Janvier 2014
 «RGE» travaux Liste des qualifications et certifications par domaine de travaux Date d édition : Janvier 2014 Ce document présente la liste des qualifications et certifications«rge» classées par domaine
«RGE» travaux Liste des qualifications et certifications par domaine de travaux Date d édition : Janvier 2014 Ce document présente la liste des qualifications et certifications«rge» classées par domaine
«RGE» travaux Liste des qualifications, certifications et parcours de formation par domaine de travaux. Date d édition : 1 septembre 2014
 «RGE» travaux Liste des qualifications, certifications et parcours de formation par domaine de travaux Ce document présente : Date d édition : 1 septembre 2014 Les qualifications et certifications «RGE»
«RGE» travaux Liste des qualifications, certifications et parcours de formation par domaine de travaux Ce document présente : Date d édition : 1 septembre 2014 Les qualifications et certifications «RGE»
OCEANE Machine de brasage double vague
 Information générale Un concept de machine qui offre une performance remarquable, machine spécialement conçue pour les petites et moyennes séries, idéal pour toutes les exigences de production. Tout le
Information générale Un concept de machine qui offre une performance remarquable, machine spécialement conçue pour les petites et moyennes séries, idéal pour toutes les exigences de production. Tout le
Installez votre paroi remplie Zenturo et Zenturo Super pour un beau mur décoratif
 Installez votre paroi remplie Zenturo et Zenturo Super pour un beau mur décoratif Lors de l installation de la clôture Zenturo ou Zenturo Super en tant que mur décoratif, vous devez tenir compte de quelques
Installez votre paroi remplie Zenturo et Zenturo Super pour un beau mur décoratif Lors de l installation de la clôture Zenturo ou Zenturo Super en tant que mur décoratif, vous devez tenir compte de quelques
Collecteur de distribution de fluide
 Collecteur de distribution de fluide Guide des applications Un sous-système prêt-à-monter Des sous-systèmes prêts-à-monter, disponibles en quelques semaines et non en quelques mois. Une conception testée
Collecteur de distribution de fluide Guide des applications Un sous-système prêt-à-monter Des sous-systèmes prêts-à-monter, disponibles en quelques semaines et non en quelques mois. Une conception testée
MISE À LA TERRE POUR LA SÉCURITÉ ÉLECTRIQUE
 Les informations techniques PROMOTELEC MISE À LA TERRE POUR LA SÉCURITÉ ÉLECTRIQUE La sécurité des personnes contre un défaut d isolement survenant dans un matériel doit être assurée. En effet, un défaut
Les informations techniques PROMOTELEC MISE À LA TERRE POUR LA SÉCURITÉ ÉLECTRIQUE La sécurité des personnes contre un défaut d isolement survenant dans un matériel doit être assurée. En effet, un défaut
INSTRUCTIONS DE MONTAGE CIVIK ZINK
 Français INSTRUCTIONS DE MONTAGE CIVIK ZINK CIVIK ZINK - www.arke.ws Avant de commencer le montage, il faut déballer tous les éléments de l escalier. Il faut les poser sur une grande surface et vérifier
Français INSTRUCTIONS DE MONTAGE CIVIK ZINK CIVIK ZINK - www.arke.ws Avant de commencer le montage, il faut déballer tous les éléments de l escalier. Il faut les poser sur une grande surface et vérifier
«RGE» travaux Liste des qualifications et certifications par domaine de travaux 16/01/2014
 «RGE» travaux Liste des qualifications et certifications par domaine de travaux 16/01/2014 Ce document présente la liste des qualifications et certifications «RGE» classées par domaine de travaux liés
«RGE» travaux Liste des qualifications et certifications par domaine de travaux 16/01/2014 Ce document présente la liste des qualifications et certifications «RGE» classées par domaine de travaux liés
(51) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)
 Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L 1/053 (2006.01)") (19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
(19) (12) DEMANDE DE BREVET EUROPEEN (11) EP 1 886 760 A1 (43) Date de publication: 13.02.2008 Bulletin 2008/07 (21) Numéro de dépôt: 0711197.6 (1) Int Cl.: B23P 19/00 (2006.01) B23P 19/04 (2006.01) F01L
Chapitre 1: Les métaux et leurs utilisations
 Chapitre 1: Les métaux et leurs utilisations 1. Depuis quand utilise-t-on les métaux? 1) Le seul métal qui existe à l état natif est l or. 2) Les métaux obtenus à partir de minerais sont l argent, le cuivre,
Chapitre 1: Les métaux et leurs utilisations 1. Depuis quand utilise-t-on les métaux? 1) Le seul métal qui existe à l état natif est l or. 2) Les métaux obtenus à partir de minerais sont l argent, le cuivre,
Eau chaude sanitaire FICHE TECHNIQUE
 FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
Libre-Service de l agence ISOPAR Garges-lès-Gonesse
 Libre-Service de l agence ISOPAR Garges-lès-Gonesse 60 Tarif Public H.T. (réservé aux professionnels) Verre cellulaire FOAMGLAS T4+ FOAMGLAS S3 FOAMGLAS F FOAMGLAS TAPERED FOAMGLAS BOARD PANNEAU READY
Libre-Service de l agence ISOPAR Garges-lès-Gonesse 60 Tarif Public H.T. (réservé aux professionnels) Verre cellulaire FOAMGLAS T4+ FOAMGLAS S3 FOAMGLAS F FOAMGLAS TAPERED FOAMGLAS BOARD PANNEAU READY
FICHE TECHNIQUE POSTE METALLIQUE
 CEL FRANCE Sarl au capital de 40 000E RC Alès 97RM 300 SIRET 410 748 875 00011 TVA CEE FR56410748875 NAF 316D Tableaux HTA Transformateur HTA Postes de transformation TGBT Disjoncteur BT www.cel france.com
CEL FRANCE Sarl au capital de 40 000E RC Alès 97RM 300 SIRET 410 748 875 00011 TVA CEE FR56410748875 NAF 316D Tableaux HTA Transformateur HTA Postes de transformation TGBT Disjoncteur BT www.cel france.com
Moulage par injection
 TECHNIQUES DE MISE EN FORME Moulage par injection ROB THOMPSON Voici un chapitre de l'ouvrage «Design : Les procédés de fabrication» (éd. Vial, 2012) présenté dans «Technomag» (p. 24). Le support de son
TECHNIQUES DE MISE EN FORME Moulage par injection ROB THOMPSON Voici un chapitre de l'ouvrage «Design : Les procédés de fabrication» (éd. Vial, 2012) présenté dans «Technomag» (p. 24). Le support de son
Vanne " Tout ou Rien" à siège incliné Type 3353
 Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
Vanne " Tout ou Rien" à siège incliné Type 3353 Application Vanne "Tout ou Rien" avec servomoteur pneumatique à piston Diamètre nominal DN 15 ( 1 2 ) à 50 (2 ) Pression nominale PN Plage de température
30ème Concours «Un des Meilleurs Apprentis de France» Session : 2015. Promotion : Monsieur Bernard WERNER INSTALLATEUR THERMIQUE
 SOCIETE NATIONALE DES MEILLEURS OUVRIERS DE FRANCE Organisatrice du concours national «Un des Meilleurs Apprentis de France» 16 rue Saint-Nicolas 75012 PARIS Tél. : 01 43 42 33 02 Mail : [email protected]
SOCIETE NATIONALE DES MEILLEURS OUVRIERS DE FRANCE Organisatrice du concours national «Un des Meilleurs Apprentis de France» 16 rue Saint-Nicolas 75012 PARIS Tél. : 01 43 42 33 02 Mail : [email protected]
Serrure [à larder] GAMME BRAVO
![Serrure [à larder] GAMME BRAVO](/thumbs/23/1841533.jpg "Serrure [à larder] GAMME BRAVO") GAMME AVO Coffre acier plié laqué Têtières bouts ronds () ou bouts carrés () Pêne dormant zamack 2 trous Pêne 1/2 tour réversible laiton Gâche livrée avec serrure Fouillot carré de 7 mm ou 50 mm Entraxe
GAMME AVO Coffre acier plié laqué Têtières bouts ronds () ou bouts carrés () Pêne dormant zamack 2 trous Pêne 1/2 tour réversible laiton Gâche livrée avec serrure Fouillot carré de 7 mm ou 50 mm Entraxe
Chauffage par induction
 Guide Power Quality Section 7: Efficacité Energétique www.leonardo-energy.org/france Edition Août 2007 Chauffage par induction Jean Callebaut, Laborelec Décembre 2006 1 Introduction... 3 2 Principes physiques...
Guide Power Quality Section 7: Efficacité Energétique www.leonardo-energy.org/france Edition Août 2007 Chauffage par induction Jean Callebaut, Laborelec Décembre 2006 1 Introduction... 3 2 Principes physiques...
Conception JMP - Reproduction interdite
 GAMME GAMME Rue Hélène Boucher GAMME - Z.A. de Clamecy BP GAMME 16-58501 CLAMECY GAMME Cédex - France GAMME GAMME GAMME Tél. GAMME : (00 33)03 86 24 47 69 GAMME - Fax : (00 33) 03 86 27 21 GAMME 99 GAMME
GAMME GAMME Rue Hélène Boucher GAMME - Z.A. de Clamecy BP GAMME 16-58501 CLAMECY GAMME Cédex - France GAMME GAMME GAMME Tél. GAMME : (00 33)03 86 24 47 69 GAMME - Fax : (00 33) 03 86 27 21 GAMME 99 GAMME
Dalle Activ Kerkstoel Activation du noyau de béton
 Dalle Activ Kerkstoel Activation du noyau de béton Basé sur l expérience, piloté par l innovation L activation du noyau de béton : un système bien conçu, économe et durable. Construire selon ce principe,
Dalle Activ Kerkstoel Activation du noyau de béton Basé sur l expérience, piloté par l innovation L activation du noyau de béton : un système bien conçu, économe et durable. Construire selon ce principe,
Force de serrage 123 N.. 21800 N. Pince de préhension parallèle à 2 doigts PGN-plus 160 avec doigts de préhension spécifiques à la pièce à manipuler
 PGN-plus Tailles 40.. 380 Poids 0.08 kg.. 39.5 kg Force de serrage 123 N.. 21800 N Course par doigt 2 mm.. 45 mm Poids de pièce recommandé 0.62 kg.. 80.5 kg Exemple d application Poste de chargement de
PGN-plus Tailles 40.. 380 Poids 0.08 kg.. 39.5 kg Force de serrage 123 N.. 21800 N Course par doigt 2 mm.. 45 mm Poids de pièce recommandé 0.62 kg.. 80.5 kg Exemple d application Poste de chargement de
RELAIS STATIQUE. Tension commutée
 RELAIS STATIQUE Nouveau Relais Statique Monophasé de forme compacte et économique Coût réduit pour une construction modulaire Modèles disponibles de 15 à 45 A Modèles de faible encombrement, avec une épaisseur
RELAIS STATIQUE Nouveau Relais Statique Monophasé de forme compacte et économique Coût réduit pour une construction modulaire Modèles disponibles de 15 à 45 A Modèles de faible encombrement, avec une épaisseur
Vis à béton FBS et FSS
 Vis à béton FBS et FSS Un montage rapide et de hautes performances. ETA-11/0093 ETAG 001-6 Usage multiple pour application non structurelle dans le béton Z-21.8-2015 ETA-11/0095 ETAG 001-3 Option 1 pour
Vis à béton FBS et FSS Un montage rapide et de hautes performances. ETA-11/0093 ETAG 001-6 Usage multiple pour application non structurelle dans le béton Z-21.8-2015 ETA-11/0095 ETAG 001-3 Option 1 pour
Vanne à tête inclinée VZXF
 Caractéristiques et fourniture Fonction LavanneàtêteinclinéeVZXF est un distributeur 2/2 à pilotage externe. Les distributeurs de ce type sont commutés par le biais d'un fluide de commande supplémentaire.
Caractéristiques et fourniture Fonction LavanneàtêteinclinéeVZXF est un distributeur 2/2 à pilotage externe. Les distributeurs de ce type sont commutés par le biais d'un fluide de commande supplémentaire.
Tubes multicouches PEX/AL/PE PEXFIT FOSTA. VIEGA Ennesterweg 9 D-57428 Attendorn Tél : 49 2722 610 Fax : 49 2722 611206
 Avis Technique 14/06-1056 Tubes multicouches PEX/AL/PE Système de canalisations multicouches Multilayer piping system Verbundrohresystem Ne peuvent se prévaloir du présent Avis Technique que les productions
Avis Technique 14/06-1056 Tubes multicouches PEX/AL/PE Système de canalisations multicouches Multilayer piping system Verbundrohresystem Ne peuvent se prévaloir du présent Avis Technique que les productions
C 248-02. Nias Dual. Chaudières murales à tirage forcé, foyer étanche et ballon eau chaude sanitaire. chaleur à vivre. Nord Africa
 C 248-02 made in Italy Nias Dual Chaudières murales à tirage forcé, foyer étanche et ballon eau chaude sanitaire chaleur à vivre FR Nord Africa Chaudières murales à tirage forcé, foyer étanche et ballon
C 248-02 made in Italy Nias Dual Chaudières murales à tirage forcé, foyer étanche et ballon eau chaude sanitaire chaleur à vivre FR Nord Africa Chaudières murales à tirage forcé, foyer étanche et ballon
LES PIÈCES A SCELLER
 COORDINATION SYNDICALE DES INDUSTRIES DE LA PISCINE 9, RUE LA PÉROUSE - 75784 PARIS CEDEX 16 - TÉL. : 01 40 69 53 25 - FAX : 01 47 20 43 25 DIRECTIVES TECHNIQUES PISCINES LES PIÈCES A SCELLER DTP n 8 Janvier
COORDINATION SYNDICALE DES INDUSTRIES DE LA PISCINE 9, RUE LA PÉROUSE - 75784 PARIS CEDEX 16 - TÉL. : 01 40 69 53 25 - FAX : 01 47 20 43 25 DIRECTIVES TECHNIQUES PISCINES LES PIÈCES A SCELLER DTP n 8 Janvier
Version 1. Demandeur de l étude : VM - BETON SERVICES 51 Boulevard des Marchandises 85260 L'HERBERGEMENT. Auteur * Approbateur Vérificateur(s)
") Département Enveloppe et Revêtements Division HygroThermique des Ouvrages N affaire : 12-007 Le 10 avril 2012 Réf. DER/HTO 2012-093-BB/LS CALCUL DES COEFFICIENTS DE TRANSMISSION SURFACIQUE UP ET DES COEFFICIENTS
Département Enveloppe et Revêtements Division HygroThermique des Ouvrages N affaire : 12-007 Le 10 avril 2012 Réf. DER/HTO 2012-093-BB/LS CALCUL DES COEFFICIENTS DE TRANSMISSION SURFACIQUE UP ET DES COEFFICIENTS
Avis Technique 14/04-912 MULTYRAMA
 Avis Technique 14/04-912 Révision de l Avis Technique 14/01-621 Système de canalisations multicouches Multilayer piping system Verbundrohre Systeme Ne peuvent se prévaloir du présent Avis Technique que
Avis Technique 14/04-912 Révision de l Avis Technique 14/01-621 Système de canalisations multicouches Multilayer piping system Verbundrohre Systeme Ne peuvent se prévaloir du présent Avis Technique que
Cylindres de roue ATE d origine Allégés et résistants aux liquides de frein
 Cylindres de roue ATE d origine Allégés et résistants aux liquides de frein 1 Cylindres de roue ATE d origine ATE est une marque du groupe Continental, l un des plus grands spécialistes mondiaux du freinage
Cylindres de roue ATE d origine Allégés et résistants aux liquides de frein 1 Cylindres de roue ATE d origine ATE est une marque du groupe Continental, l un des plus grands spécialistes mondiaux du freinage
Spécialiste de la gestion des clés
 VOTRE SECURITE AU QUOTIDIEN Fabrication française de cylindres et de serrures mécaniques Spécialiste de la gestion des clés Tel : 01 70 56 50 10 Sommaire Les services page 2 Définition des mains et sens
VOTRE SECURITE AU QUOTIDIEN Fabrication française de cylindres et de serrures mécaniques Spécialiste de la gestion des clés Tel : 01 70 56 50 10 Sommaire Les services page 2 Définition des mains et sens
ideaux métalliques Les rideaux métalliques MURAX 110
 Les rideaux métalliques MURAX 110 ideaux métalliques faible encombrement. Aide efficace contre le vol et les dégradations. Finition adaptée au type de bâtiment. Nombreuses options disponibles. Rideaux
Les rideaux métalliques MURAX 110 ideaux métalliques faible encombrement. Aide efficace contre le vol et les dégradations. Finition adaptée au type de bâtiment. Nombreuses options disponibles. Rideaux
Roulements à une rangée de billes de génération C. Information Technique Produit
 Roulements à une rangée de billes de génération C Information Technique Produit Sommaire Caractéristiques 2 Avantages des roulements à billes FAG de génération C 2 Etanchéité et lubrification 2 Température
Roulements à une rangée de billes de génération C Information Technique Produit Sommaire Caractéristiques 2 Avantages des roulements à billes FAG de génération C 2 Etanchéité et lubrification 2 Température
RACCORDS ET TUYAUTERIES
 Mamelons Type de ø A ø B Dimensions Réf. Réf. filetage L d G Raccords Joints M8X1 M8X1 34957 AR1068 METRIQUE M10X1 M10X1 34958 AR371 & M10X1C M10X1C AR1110 METRIQUE M12X1 M12X1 34959 AR1064 CONIQUE M14X1,5
Mamelons Type de ø A ø B Dimensions Réf. Réf. filetage L d G Raccords Joints M8X1 M8X1 34957 AR1068 METRIQUE M10X1 M10X1 34958 AR371 & M10X1C M10X1C AR1110 METRIQUE M12X1 M12X1 34959 AR1064 CONIQUE M14X1,5
[Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc. Les différentes techniques de galvanisation
![[Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc. Les différentes techniques de galvanisation](/thumbs/19/335726.jpg "[Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc. Les différentes techniques de galvanisation") [Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc Les différentes techniques de galvanisation InfoZinc Benelux La nouvelle Association InfoZinc Benelux a vu officiellement
[Gal va ni ser] (galvanize) verbe transitif, conjugaison 1, recouvrir d une couche de zinc Les différentes techniques de galvanisation InfoZinc Benelux La nouvelle Association InfoZinc Benelux a vu officiellement
Baccalauréat Professionnel. Microtechniques. Session 2012 DOSSIER TECHNIQUE (DT)
") Baccalauréat Professionnel Microtechniques Session 2012 E2 - EPREUVE DE TECHNOLOGIE Préparation d une intervention microtechnique DOSSIER TECHNIQUE (DT) Session : 2012 Dossier Technique Page 1 sur 8 A
Baccalauréat Professionnel Microtechniques Session 2012 E2 - EPREUVE DE TECHNOLOGIE Préparation d une intervention microtechnique DOSSIER TECHNIQUE (DT) Session : 2012 Dossier Technique Page 1 sur 8 A
Applications de l isolation en polyuréthanne La solution d aujourd hui aux besoins de demain
 Applications de l isolation en polyuréthanne La solution d aujourd hui aux besoins de demain Applications de l isolation en polyuréthanne La solution actuelle aux besoins de demain De quoi s agit-il?
Applications de l isolation en polyuréthanne La solution d aujourd hui aux besoins de demain Applications de l isolation en polyuréthanne La solution actuelle aux besoins de demain De quoi s agit-il?
B1 Cahiers des charges
 B1 Cahiers des charges B1 cahiers des charges 35 B.1 Cahiers des charges Ce chapitre contient les cahiers des charges. Pour plus d informations, nous réfèrons au paragraphe B.3. Mise en oeuvre et B.4 Détails
B1 Cahiers des charges B1 cahiers des charges 35 B.1 Cahiers des charges Ce chapitre contient les cahiers des charges. Pour plus d informations, nous réfèrons au paragraphe B.3. Mise en oeuvre et B.4 Détails
Colle époxydique multi usages, à 2 composants
 Notice Produit Edition 20 01 2014 Numéro 9.11 Version n 2013-310 01 04 02 03 001 0 000144 Colle époxydique multi usages, à 2 composants Description est une colle structurale thixotrope à 2 composants,
Notice Produit Edition 20 01 2014 Numéro 9.11 Version n 2013-310 01 04 02 03 001 0 000144 Colle époxydique multi usages, à 2 composants Description est une colle structurale thixotrope à 2 composants,
DIVA DIVA. DIVA, le chant des flammes ne vous atteindra pas IGNIFUGE SUPPORTS SENSIBLES
 DIVA DIVA IGNIFUGE SUPPORTS SENSIBLES NORME EUROPEENNE EN 1047-1 ECB.S EUROPEAN CERTIFICATION BOARD SECURITY SYSTEMS CLASSE DE QUALITE S 120 DIS DIVA, le chant des flammes ne vous atteindra pas DIVA ARMOIRE
DIVA DIVA IGNIFUGE SUPPORTS SENSIBLES NORME EUROPEENNE EN 1047-1 ECB.S EUROPEAN CERTIFICATION BOARD SECURITY SYSTEMS CLASSE DE QUALITE S 120 DIS DIVA, le chant des flammes ne vous atteindra pas DIVA ARMOIRE
LES ESCALIERS. Les mots de l escalier
 Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
Les mots de l escalier L escalier :ouvrage constitué d une suite régulière de plans horizontaux (marches et paliers) permettant, dans une construction, de passer à pied d un étage à un autre. L emmarchement
LE CETIME votre partenaire pour le progrès et l innovation:
 1 www.cetime.ind.tn LE CETIME votre partenaire pour le progrès et l innovation: met à votre disposition des compétences et des moyens techniques pour vous assister dans vos démarches d innovation et d
1 www.cetime.ind.tn LE CETIME votre partenaire pour le progrès et l innovation: met à votre disposition des compétences et des moyens techniques pour vous assister dans vos démarches d innovation et d
Compresseurs d atelier Série PREMIUM
 Compresseurs d atelier Série PREMIUM Débit engendré : 130 à 0 Pression : 10 à 25 bar www.kaeser.com Qu attendez-vous de votre compresseur d atelier Premium? La qualité du travail artisanal dépend en grande
Compresseurs d atelier Série PREMIUM Débit engendré : 130 à 0 Pression : 10 à 25 bar www.kaeser.com Qu attendez-vous de votre compresseur d atelier Premium? La qualité du travail artisanal dépend en grande
produit La chaudière en fonte monobloc Chaudière basse température et à condensation Weishaupt Thermo Unit-G
 produit Information sur les chaudières fontes au sol La chaudière en fonte monobloc Chaudière basse température et à condensation Weishaupt Thermo Unit-G Weishaupt Thermo Unit G Le chauffage en toute simplicité
produit Information sur les chaudières fontes au sol La chaudière en fonte monobloc Chaudière basse température et à condensation Weishaupt Thermo Unit-G Weishaupt Thermo Unit G Le chauffage en toute simplicité
La plaque composite nora Lunatec combi
 Une association remarquable : La plaque composite nora Lunatec combi pour la fabrication efficace de semelles plantaires et de semelles orthopédiques Présentation du produit Lunatec combi 1 4 nora Lunatec
Une association remarquable : La plaque composite nora Lunatec combi pour la fabrication efficace de semelles plantaires et de semelles orthopédiques Présentation du produit Lunatec combi 1 4 nora Lunatec
supports métalliques basse fréquence gamme "Polycal-Ressort" standard définition R P 3 5-4 1
 supports métalliques basse fréquence définition E V K J L D e Ød (x2) U G R M Ho série RP3 Isolateurs de vibrations basses fréquences à chargement vertical entièrement métallique. Endurance et fiabilité
supports métalliques basse fréquence définition E V K J L D e Ød (x2) U G R M Ho série RP3 Isolateurs de vibrations basses fréquences à chargement vertical entièrement métallique. Endurance et fiabilité
2008/2009. Placage Collage Affleurage Pressage Portage Sciage
 Machines et outillage pour le travail du bois 2008/2009 Catalogue agencement Placage Collage Affleurage Pressage Portage Sciage Edition 062008 Viboy - 26 rue de Verdun - Bât. 9B - 94500 Champigny sur Marne
Machines et outillage pour le travail du bois 2008/2009 Catalogue agencement Placage Collage Affleurage Pressage Portage Sciage Edition 062008 Viboy - 26 rue de Verdun - Bât. 9B - 94500 Champigny sur Marne
1 point à larder Coffres POUR CYLINDRE EUROPÉEN...3 à 5. Serrures à larder...6 à 11. Index références. Sommaire
 3 Index références Codes Pages Codes Pages 8663000*SF...10 8664CIT*SF...5 8665CIT*SF...3 8667000*SF...8 8669000*SF...7 8670000*SF...6 8673000*SF...4 86740001...7/8/11 8676000*SF...9 8678000*SF...8 Sommaire
3 Index références Codes Pages Codes Pages 8663000*SF...10 8664CIT*SF...5 8665CIT*SF...3 8667000*SF...8 8669000*SF...7 8670000*SF...6 8673000*SF...4 86740001...7/8/11 8676000*SF...9 8678000*SF...8 Sommaire
mécanique Serrures et Ferrures
 mécanique Serrures et Ferrures Fermetures latérales page 0 Fermetures tiroir page 6 Crémones espagnolette page 9 Fermetures à levier page Fermetures de chambre froide page 5 Loqueteaux page 36 Fermetures
mécanique Serrures et Ferrures Fermetures latérales page 0 Fermetures tiroir page 6 Crémones espagnolette page 9 Fermetures à levier page Fermetures de chambre froide page 5 Loqueteaux page 36 Fermetures
Mario Geiger octobre 08 ÉVAPORATION SOUS VIDE
 ÉVAPORATION SOUS VIDE 1 I SOMMAIRE I Sommaire... 2 II Évaporation sous vide... 3 III Description de l installation... 5 IV Travail pratique... 6 But du travail... 6 Principe... 6 Matériel... 6 Méthodes...
ÉVAPORATION SOUS VIDE 1 I SOMMAIRE I Sommaire... 2 II Évaporation sous vide... 3 III Description de l installation... 5 IV Travail pratique... 6 But du travail... 6 Principe... 6 Matériel... 6 Méthodes...
CFAO Usinage sur machine à commande numérique
 CFAO Usinage sur machine à commande numérique Pour réaliser une pièce à l aide d une machine à commande numérique, on doit respecter les étapes suivantes : Dessin matriciel et dessin vectoriel : Matriciel
CFAO Usinage sur machine à commande numérique Pour réaliser une pièce à l aide d une machine à commande numérique, on doit respecter les étapes suivantes : Dessin matriciel et dessin vectoriel : Matriciel
Série 2600/2700. Détermination du n de longueur de l axe de fermeture en cas d utilisation de réceptacle: Type 1 + 3* G = P + F
 Caractéristiques particulières Charge de traction 1.330 N maxi. Fixation de dimension réduite pour charge de traction élevée. Grand choix d axes de fermeture et de réceptacles. Série 2600: tête cylindrique;
Caractéristiques particulières Charge de traction 1.330 N maxi. Fixation de dimension réduite pour charge de traction élevée. Grand choix d axes de fermeture et de réceptacles. Série 2600: tête cylindrique;
Qualité et design pour cette gamme de standing!
 V60 ET V50 Qualité et design pour cette gamme de standing! Pour les bâtiments de standing, Vachette a été la 1 ère marque en Europe à proposer une gamme de serrures tubulaires V60 et V50 à l'esthétique
V60 ET V50 Qualité et design pour cette gamme de standing! Pour les bâtiments de standing, Vachette a été la 1 ère marque en Europe à proposer une gamme de serrures tubulaires V60 et V50 à l'esthétique
P7669 MACHINE A VAPEUR MINIATURE P7669R A mouvement alternatif P7669T Turbine
 P7669 MACHINE A VAPEUR MINIATURE P7669R A mouvement alternatif P7669T Turbine Caractéristiques Modèle de démonstration d un système à vapeur représentatif d un Système d Alimentation Industriel Appareil
P7669 MACHINE A VAPEUR MINIATURE P7669R A mouvement alternatif P7669T Turbine Caractéristiques Modèle de démonstration d un système à vapeur représentatif d un Système d Alimentation Industriel Appareil
CREATION D UN GROUPE SCOLAIRE
 S.I.C.A. HABITAT RURAL DE LA SAVOIE 40, rue du Terraillet 73190 SAINT BALDOPH Tél. 04 79 33 06 94 Fax 04 79 85 69 92 E-mail : [email protected] Dossier 1918-2011 SYNDICAT INTERCOMMUNAL DE ST OFFENGE CREATION
S.I.C.A. HABITAT RURAL DE LA SAVOIE 40, rue du Terraillet 73190 SAINT BALDOPH Tél. 04 79 33 06 94 Fax 04 79 85 69 92 E-mail : [email protected] Dossier 1918-2011 SYNDICAT INTERCOMMUNAL DE ST OFFENGE CREATION
Plans API pour Garnitures Mécaniques
 Plans API pour Garnitures Mécaniques Garnitures Simples plans 01, 02, 11, 13, 14, 21, 23, 31, 32, 41 Garnitures Duales plans 52, 53A, 53B, 53C, 54 Garnitures avec Quench plans 62, 65 Garnitures Gaz plans
Plans API pour Garnitures Mécaniques Garnitures Simples plans 01, 02, 11, 13, 14, 21, 23, 31, 32, 41 Garnitures Duales plans 52, 53A, 53B, 53C, 54 Garnitures avec Quench plans 62, 65 Garnitures Gaz plans
Matériau S235JR - DIN EN 10025 Finition de surface. Epaisseur du matériau 1,5 mm. Désignation Filetage M Cote X Longueur L Charge de traction
 Plaque de base MP Pour la pose de deux tubes avec un seul point de fixation Pour installation de 2 colliers sur un seul point de fixation Matériau S235JR - DIN EN 10025 Epaisseur du matériau 1,5 mm Les
Plaque de base MP Pour la pose de deux tubes avec un seul point de fixation Pour installation de 2 colliers sur un seul point de fixation Matériau S235JR - DIN EN 10025 Epaisseur du matériau 1,5 mm Les
Actions de réduction de bruit sur un moteur poids lourd
 10 Actions de réduction de bruit sur un moteur poids lourd Laurent Moulin, Renault VI, 99, route de Lyon, 69802 Saint Priest, e-mail : [email protected] D epuis 1974 à aujourd hui, la réglementation
10 Actions de réduction de bruit sur un moteur poids lourd Laurent Moulin, Renault VI, 99, route de Lyon, 69802 Saint Priest, e-mail : [email protected] D epuis 1974 à aujourd hui, la réglementation
RAPPORT DE CLASSEMENT. RAPPORT DE CLASSEMENT n EFR-14-002348
 Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
Voie Romaine F-57280 Maizières-lès-Metz Tél : +33 (0)3 87 51 11 11 Fax : +33 (0 3 87 51 10 58 n EFR-14-002348 Selon les normes EN 15650 : 2010 et EN 13501-3 : 2007 Concernant Une gamme de clapets type
Cahier des Prescriptions Techniques d exécution CPT Sols Grands formats - Travaux neufs
 Revêtements de sols intérieurs en carreaux céramiques de grand format et de format oblong collés au moyen de mortiers-colles dans les locaux P3 au plus en travaux neufs Cahier des Prescriptions Techniques
Revêtements de sols intérieurs en carreaux céramiques de grand format et de format oblong collés au moyen de mortiers-colles dans les locaux P3 au plus en travaux neufs Cahier des Prescriptions Techniques
2 Trucs et Astuces 2
 Trucs et Astuces 2 2 Le chauffe-eau solaire 1.Les capteurs 2.Les circuits solaires 3.Le circuit sanitaire 4.Les systèmes d appoint 5.Fiches synthèse 6.Bon à savoir Trucs et Astuces 3 1 Les capteurs Trucs
Trucs et Astuces 2 2 Le chauffe-eau solaire 1.Les capteurs 2.Les circuits solaires 3.Le circuit sanitaire 4.Les systèmes d appoint 5.Fiches synthèse 6.Bon à savoir Trucs et Astuces 3 1 Les capteurs Trucs
Notions physiques Niveau 2
 14 novembre 2011 Contenu 1. Les pressions Les différentes pressions 2. La loi de Mariotte (Autonomie en air) 2.1. Principes 2.2. Applications à la plongée 3. Le théorème d Archimède (Flottabilité) 3.1.
14 novembre 2011 Contenu 1. Les pressions Les différentes pressions 2. La loi de Mariotte (Autonomie en air) 2.1. Principes 2.2. Applications à la plongée 3. Le théorème d Archimède (Flottabilité) 3.1.
Un partenaire Un partenaire solide
 Un partenaire Un partenaire solide Le groupe IMO dont le siège se situe à Gremsdorf dans la région de Nuremberg vous propose plus de 16 années d expérience et d innovations dans le domaine de la fabrication
Un partenaire Un partenaire solide Le groupe IMO dont le siège se situe à Gremsdorf dans la région de Nuremberg vous propose plus de 16 années d expérience et d innovations dans le domaine de la fabrication
Le plaisir du petitdéjeuner. 28 ~
 le petit- déjeuner Le plaisir du petitdéjeuner. 28 ~ 29 ~ le petit-déjeuner CR-22 961010715 EAN-13: 8412788027698 Essence ~ Cafetière expresso. ~ Design innovant : version chocolat et aluminium, réservoir
le petit- déjeuner Le plaisir du petitdéjeuner. 28 ~ 29 ~ le petit-déjeuner CR-22 961010715 EAN-13: 8412788027698 Essence ~ Cafetière expresso. ~ Design innovant : version chocolat et aluminium, réservoir
SÉRIES SM Cribles CRIBLES À TROMMELS SM 414 SM 414 K SM 518 SM 620 SM 620 K SM 720 CRIBLE À ÉTOILES SM 1200 WE CARE
 SÉRIES SM Cribles CRIBLES À TROMMELS SM 414 SM 414 K SM 518 SM 620 SM 620 K SM 720 CRIBLE À ÉTOILES SM 1200 WE CARE CRIBLES SÉRIE SM CRIBLES À TROMMELS POUR UN CRIBLAGE OPTIMAL CRIBLES À TROMMELS Le trommel
SÉRIES SM Cribles CRIBLES À TROMMELS SM 414 SM 414 K SM 518 SM 620 SM 620 K SM 720 CRIBLE À ÉTOILES SM 1200 WE CARE CRIBLES SÉRIE SM CRIBLES À TROMMELS POUR UN CRIBLAGE OPTIMAL CRIBLES À TROMMELS Le trommel
FICHE TECHNIQUE SikaLatex
 FICHE TECHNIQUE SikaLatex RÉSINE À MÉLANGER À L'EAU DE GÂCHAGE DES MORTIERS DESCRIPTION DU PRODUIT Le SikaLatex est une dispersion aqueuse de résine synthétique qui se présente sous la forme d un liquide
FICHE TECHNIQUE SikaLatex RÉSINE À MÉLANGER À L'EAU DE GÂCHAGE DES MORTIERS DESCRIPTION DU PRODUIT Le SikaLatex est une dispersion aqueuse de résine synthétique qui se présente sous la forme d un liquide
SOL FORTE ÉPAISSEUR INDUSTRIAL FLORIM
 SOL FORTE ÉPAISSEUR INDUSTRIAL FLORIM Nouvelle solution en grès cérame grande épaisseur pour l aménagement extérieur. Dalles en grès cérame fin coloré pleine masse de 2 cm d épaisseur, obtenues par atomisation
SOL FORTE ÉPAISSEUR INDUSTRIAL FLORIM Nouvelle solution en grès cérame grande épaisseur pour l aménagement extérieur. Dalles en grès cérame fin coloré pleine masse de 2 cm d épaisseur, obtenues par atomisation
C3. Produire de l électricité
 C3. Produire de l électricité a. Electricité : définition et génération i. Définition La matière est constituée d. Au centre de l atome, se trouve un noyau constitué de charges positives (.) et neutres
C3. Produire de l électricité a. Electricité : définition et génération i. Définition La matière est constituée d. Au centre de l atome, se trouve un noyau constitué de charges positives (.) et neutres
Le triac en commutation : Commande des relais statiques : Princ ipe électronique
 LES RELAIS STATIQUES (SOLID STATE RELAY : SSR) Princ ipe électronique Les relais statiques sont des contacteurs qui se ferment électroniquement, par une simple commande en appliquant une tension continue
LES RELAIS STATIQUES (SOLID STATE RELAY : SSR) Princ ipe électronique Les relais statiques sont des contacteurs qui se ferment électroniquement, par une simple commande en appliquant une tension continue
MÉTHODE DE DÉSEMBOUAGE DE CIRCUITS DE CHAUFFAGE
 MÉTHODE DE DÉSEMBOUAGE DE CIRCUITS DE CHAUFFAGE (Radiateurs et planchers chauffants) Brevet de désembouage N 0116861 EURO FILTR'EAUX 18/22 RUE D ARRAS - F 92000 NANTERRE TÉL. : (33) 01 30 94 37 60 FAX
MÉTHODE DE DÉSEMBOUAGE DE CIRCUITS DE CHAUFFAGE (Radiateurs et planchers chauffants) Brevet de désembouage N 0116861 EURO FILTR'EAUX 18/22 RUE D ARRAS - F 92000 NANTERRE TÉL. : (33) 01 30 94 37 60 FAX
Manuel de validation Fascicule v4.25 : Thermique transitoire des structures volumiques
 Titre : TTLV100 - Choc thermique dans un tuyau avec condit[...] Date : 02/03/2010 Page : 1/10 Manuel de Validation Fascicule V4.25 : Thermique transitoire des structures volumiques Document : V4.25.100
Titre : TTLV100 - Choc thermique dans un tuyau avec condit[...] Date : 02/03/2010 Page : 1/10 Manuel de Validation Fascicule V4.25 : Thermique transitoire des structures volumiques Document : V4.25.100
Platzhalter für Titel
 Meules sur tige Platzhalter für itel I 1 Outils diamant et CBN Outils diamant et CBN 205 205 I 1 Meules sur tige Sommaire Entraînement Contenu Page Informations générales 3 L outil idéal en un clin d oeil
Meules sur tige Platzhalter für itel I 1 Outils diamant et CBN Outils diamant et CBN 205 205 I 1 Meules sur tige Sommaire Entraînement Contenu Page Informations générales 3 L outil idéal en un clin d oeil
COB supports pour connecteurs multibroches
 CO supports pour connecteurs multibroches CO TCQ + CO TSFS (CO...CMS, en alternative) CO CMS CO TSFS Emploi Le système CO permet d utiliser les connecteurs multibroches, à l intérieur des armoires électriques,
CO supports pour connecteurs multibroches CO TCQ + CO TSFS (CO...CMS, en alternative) CO CMS CO TSFS Emploi Le système CO permet d utiliser les connecteurs multibroches, à l intérieur des armoires électriques,
Ferrures d assemblage et supports à tablette
 Loquets...199 216 Targettes...217 219 Crochets de suspension pour armoires...220 221 Ferrures d assemblage Minifix...222 234 Ferrures d assemblage Rafix...23 242 Languettes V et languettes A...243 246
Loquets...199 216 Targettes...217 219 Crochets de suspension pour armoires...220 221 Ferrures d assemblage Minifix...222 234 Ferrures d assemblage Rafix...23 242 Languettes V et languettes A...243 246
Société HENCO INDUSTRIES NV Toekomstlaan 27 B-2200 Herentals Belgique Usine : Herentals. Vu pour enregistrement le 6 février 2006
 Avis Technique 14/05-987 Révision de l Avis Technique 14/01-636 Système de canalisations multicouches Multilayer piping system Verbundrohresystem HENCO PEXc/AL/PEXc Titulaire : Société HENCO INDUSTRIES
Avis Technique 14/05-987 Révision de l Avis Technique 14/01-636 Système de canalisations multicouches Multilayer piping system Verbundrohresystem HENCO PEXc/AL/PEXc Titulaire : Société HENCO INDUSTRIES
Manomètre pour pression différentielle avec contacts électriques Exécution soudée Types DPGS43.1x0, version acier inox
 Mesure mécatronique de pression Manomètre pour pression différentielle avec contacts électriques Exécution soudée Types DPGS43.1x0, version acier inox Fiche technique WIKA PV 27.05 Applications Contrôle
Mesure mécatronique de pression Manomètre pour pression différentielle avec contacts électriques Exécution soudée Types DPGS43.1x0, version acier inox Fiche technique WIKA PV 27.05 Applications Contrôle
Avis Technique 14/14-2041. Luxor Silicone
 Avis Technique 14/14-2041 Annule et remplace l Avis Technique 14/09-1511*V1 Flexibles comportant un tuyau en matériau thermoplastique revêtu d une tresse Flexibles de raccordement Flexible hoses Flexibel
Avis Technique 14/14-2041 Annule et remplace l Avis Technique 14/09-1511*V1 Flexibles comportant un tuyau en matériau thermoplastique revêtu d une tresse Flexibles de raccordement Flexible hoses Flexibel
LUBRIFIER ET ENTRETENIR. avec la gamme de qualité supérieure de Griffon. Lubrification Protection Dégrippage Nettoyage
 LUBRIFIER ET ENTRETENIR avec la gamme de qualité supérieure de Griffon Lubrification Protection Dégrippage Nettoyage Griffon. Raccordements Professionnels. AVEC GRIFFON, TOUT BAIGNE DANS L HUILE. En utilisant
LUBRIFIER ET ENTRETENIR avec la gamme de qualité supérieure de Griffon Lubrification Protection Dégrippage Nettoyage Griffon. Raccordements Professionnels. AVEC GRIFFON, TOUT BAIGNE DANS L HUILE. En utilisant
À propos de Phenix Systems
 À propos de Phenix Systems L innovation, les délais de mise au point et de fabrication, la recherche d économies d énergie, de matières et de coûts, la qualité et la flexibilité constituent aujourd hui
À propos de Phenix Systems L innovation, les délais de mise au point et de fabrication, la recherche d économies d énergie, de matières et de coûts, la qualité et la flexibilité constituent aujourd hui
Coffrets de table Accessoires
 Coffrets de table Soaire 06002052 05895003 02992004 s en caractères gras : expédition sous 2 jours ouvréss en caractères normaux : expédition sous 10 jours ouvrés Poignée, page 5.108 Poignée souple, page
Coffrets de table Soaire 06002052 05895003 02992004 s en caractères gras : expédition sous 2 jours ouvréss en caractères normaux : expédition sous 10 jours ouvrés Poignée, page 5.108 Poignée souple, page
ALFABLOC murs autoporteurs ALFABLOC LA SOLUTION POUR LE STOCKAGE EN VRAC ÉLÉMENTS MOBILES DE STOCKAGE EN BÉTON ARMÉ
 ALFABLOC murs autoporteurs ALFABLOC LA SOLUTION POUR LE STOCKAGE EN VRAC ÉLÉMENTS MOBILES DE STOCKAGE EN BÉTON ARMÉ ALFABLOC Notre société est la seule à proposer ce type de mur autoporteur révolutionnaire.
ALFABLOC murs autoporteurs ALFABLOC LA SOLUTION POUR LE STOCKAGE EN VRAC ÉLÉMENTS MOBILES DE STOCKAGE EN BÉTON ARMÉ ALFABLOC Notre société est la seule à proposer ce type de mur autoporteur révolutionnaire.
La fabrication des objets techniques
 CHAPITRE 812 STE Questions 1 à 7, 9, 11, 14, A, B, D. Verdict 1 LES MATÉRIAUX DANS LES OBJETS TECHNIQUES (p. 386-390) 1. En fonction de leur utilisation, les objets techniques sont susceptibles de subir
CHAPITRE 812 STE Questions 1 à 7, 9, 11, 14, A, B, D. Verdict 1 LES MATÉRIAUX DANS LES OBJETS TECHNIQUES (p. 386-390) 1. En fonction de leur utilisation, les objets techniques sont susceptibles de subir
Marmites rectangulaires
 La ligne 900 Electrolux, équipements modulaires de cuisson, a été conçue pour répondre aux exigences requises dans une cuisine professionnelle. La flexibilité du design modulaire, avec ses unités monoblocs
La ligne 900 Electrolux, équipements modulaires de cuisson, a été conçue pour répondre aux exigences requises dans une cuisine professionnelle. La flexibilité du design modulaire, avec ses unités monoblocs
TITALIUM Une nouvelle dimension. LE matériau de l avenir!
 TITALIUM Une nouvelle dimension LE matériau de l avenir! Robuste Léger Innovant TITALIUM Une nouvelle dimension TITALIUM - La sécurité de demain Avec ses cadenas en TITALIUM, le spécialiste de la sécurité
TITALIUM Une nouvelle dimension LE matériau de l avenir! Robuste Léger Innovant TITALIUM Une nouvelle dimension TITALIUM - La sécurité de demain Avec ses cadenas en TITALIUM, le spécialiste de la sécurité