OUTIL D EXPÉRIMENTATION. Soudage. Projet personnel d orientation (PPO)
|
|
|
- Solange Gaulin
- il y a 10 ans
- Total affichages :
Transcription

1 OUTIL D EXPÉRIMENTATION Soudage Projet personnel d orientation (PPO)

2 S O U D AG E Guide d activités Les informations contenues dans ces guides d activités sont données à titre indicatif et ne sont pas exhaustives. Ces guides d activités vous proposent plusieurs adresses de sites Web qui pourraient ne plus être actives au moment où vous souhaiterez les utiliser ou qui pourraient vous diriger vers des informations non souhaitées. Veuillez vérifier ces liens Internet avant leur diffusion auprès des élèves. De plus, la Commission scolaire de la Beauce-Etchemin ne pourra être tenue responsable du contenu de ces sites Web, de toute omission, erreur ou lacune et des conséquences qui en résulteraient. Certaines oeuvres contenues dans ce document ne sont pas sous licence Creative Commons puisqu elles sont protégées par Copyright. Ainsi, toutes reproductions ou modifications qui seraient apportées aux oeuvres identifiées par sont interdites. 2004, Vous êtes libres de reproduire, distribuer et communiquer cette création au public Vous êtes libres de modifier cette création. N.B. À l'exception des sections et des œuvres protégées par Copyright ou exclues de la licence Creative Commons. Paternité. Vous devez citer le nom de l'auteur original. Pas d'utilisation Commerciale. Vous n'avez pas le droit d'utiliser cette création à des fins commerciales. Partage des Conditions Initiales à l'identique. Si vous modifiez, transformez ou adaptez cette création, vous n'avez le droit de distribuer la création qui en résulte que sous un contrat identique à celui-ci. La reproduction totale ou partielle de ce document est autorisée à condition d en mentionner la source. La forme masculine est utilisée sans aucune discrimination, uniquement dans le but d alléger le texte. Numéro de document : 1 Version du document : 2.0 Propriété de la Commission scolaire de la Beauce-Etchemin,, 2007 i

3 Table des matières I N F O R M A T I O N S G É N É R A L E S 1 A C T I V I T É 5 LA LECTURE DE PLANS 76 Fiche de l élève 79 I N T R O D U C T I O N 3 Corrigé 80 A C T I V I T É 1 A N N E X E S 81 L IDENTIFICATION DE PIÈCES SOUDÉES DANS L ENVIRONNEMENT IMMÉDIAT 4 Fiche de l élève 13 Corrigé 15 A C T I V I T É 2 LA RECONNAISSANCE DES MÉTAUX ET DES MÉTHODES D IDENTIFICATION DES ÉCHANTILLONS 16 Fiche de l élève 22 Corrigé 24 A C T I V I T É 3 A DES ÉCHANTILLONS DE SOUDAGE ET DIFFÉRENTS MÉTAUX 25 A C T I V I T É 3 B DES ÉCHANTILLONS DE SOUDAGE ET DES PROCÉDÉS DE SOUDAGE 32 Fiche de l élève 46 Corrigé 47 A C T I V I T É 4 LE CONTRÔLE DE LA QUALITÉ 48 Fiche de l élève 58 Corrigé 74 ii

4 Informations générales Liste de matériel : La liste suivante énumère tout le matériel et les ressources nécessaires pour compléter l outil d expérimentation de 5 heures sur le soudage : Guide d activités Ordinateur multimédia Activité 2 5 échantillons numérotés de métaux carrés (aluminium (argenté mat), laiton, acier (gris foncé), nickel et cuivre (orangé)) 1 étoile à conduction (aluminium (argenté mat), laiton, acier (gris foncé), nickel et cuivre (orangé)) 5 morceaux de cire 1 couteau à lame rétractable (Ex-Acto) 1 bougie 1 aimant 1 lime à métaux Activité 3A 12 échantillons de soudage (1 à 12) Activité 3B 6 échantillons de soudage (A à F) CD-Rom Assistant en soudage disponible sur votre poste informatique Conception : M. Marc Michaud enseignant en soudage au Pavillon technique M me Julie Trudel inspecteur CSW W178.2 niveau II, enseignante en soudage-montage Centre de formation du CWB 950, Michelin, Laval H7L 5L1 Téléphone : Télécopieur : Adaptation : Comité de validation pédagogique des guides d activités PPO 1
 Activité 3B 6 échantillons de soudage (A à F) CD-Rom Assistant en soudage disponible sur votre poste informatique Conception : M.")
5 Remerciements : Nous tenons à remercier la généreuse contribution du Centre de formation CWB pour les nombreuses images qui ont été offertes. Plusieurs images contenues dans ce guide d activités sont la propriété du CWB. L utilisation de celles-ci a été autorisée par : Martin Daignault, B. Éd., coordonnateur de la formation, Québec et maritimes. Ces images sont protégées par Copyright et sont exclues de la licence Creative Commons. Toutes modifications ou utilisations de ces questions à d autres fins que celles prévues pour le cours PPO, en tout ou en partie, sont interdites. 2

6 Introduction Si le domaine du soudage vous intéresse, cet outil d expérimentation est conçu pour vous. En réalisant les activités qui vous sont présentées, vous aurez une meilleure idée de votre intérêt pour ce secteur. Voici un bref aperçu de ce qui vous est proposé dans ce guide. En réalisant les activités, vous aurez l occasion de : Analyser des photographies de structures et de constructions que l on retrouve dans notre environnement dans le but de reconnaître les différents objets qui sont soudés. Manipuler différents métaux afin d en faire la distinction selon leurs propriétés physiques. Étudier et comparer des procédés de soudage avec les métaux de base les plus fréquemment utilisés. Vous initier au contrôle de la qualité. Lire des plans et des dessins techniques. 3

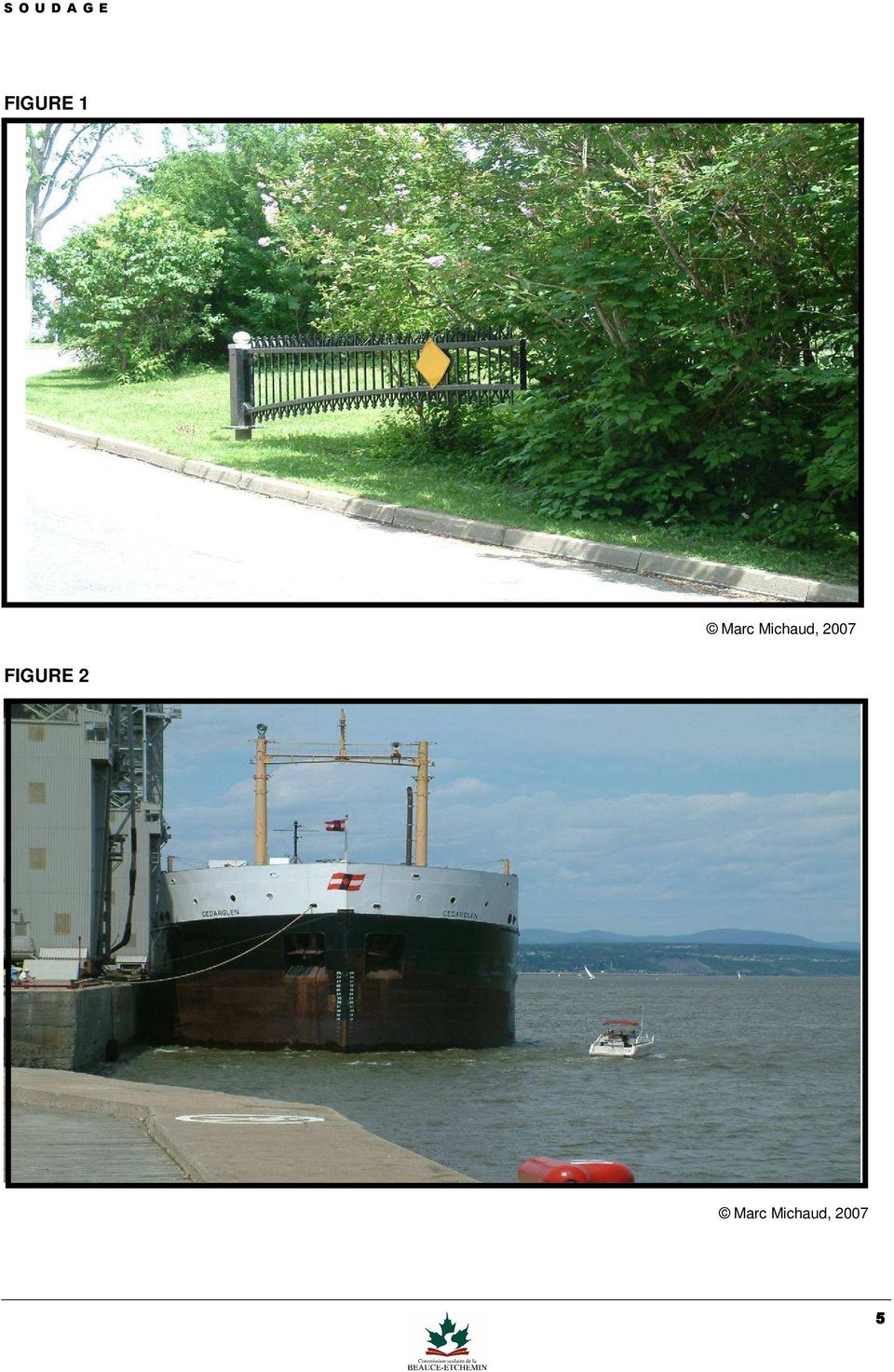
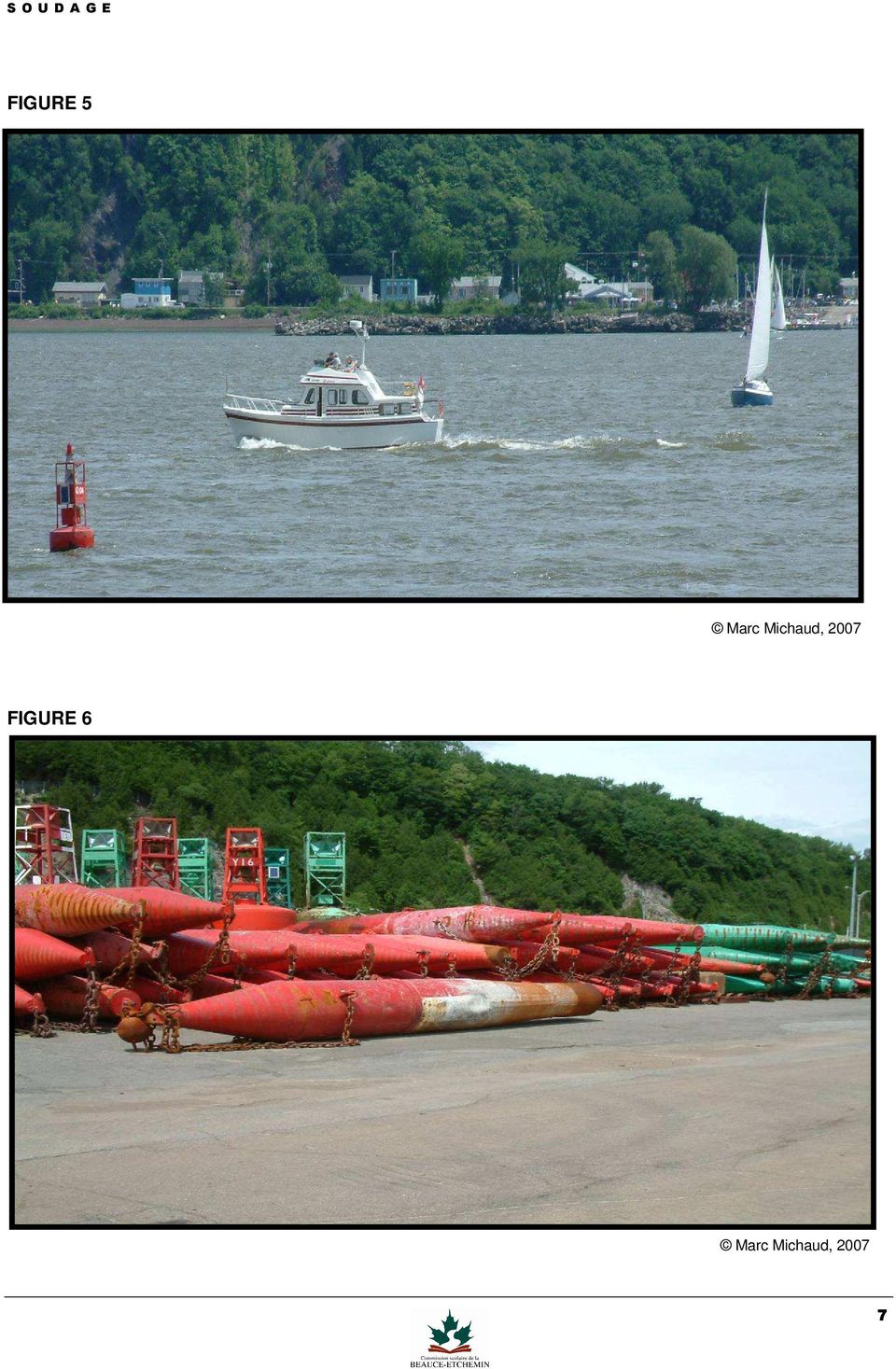
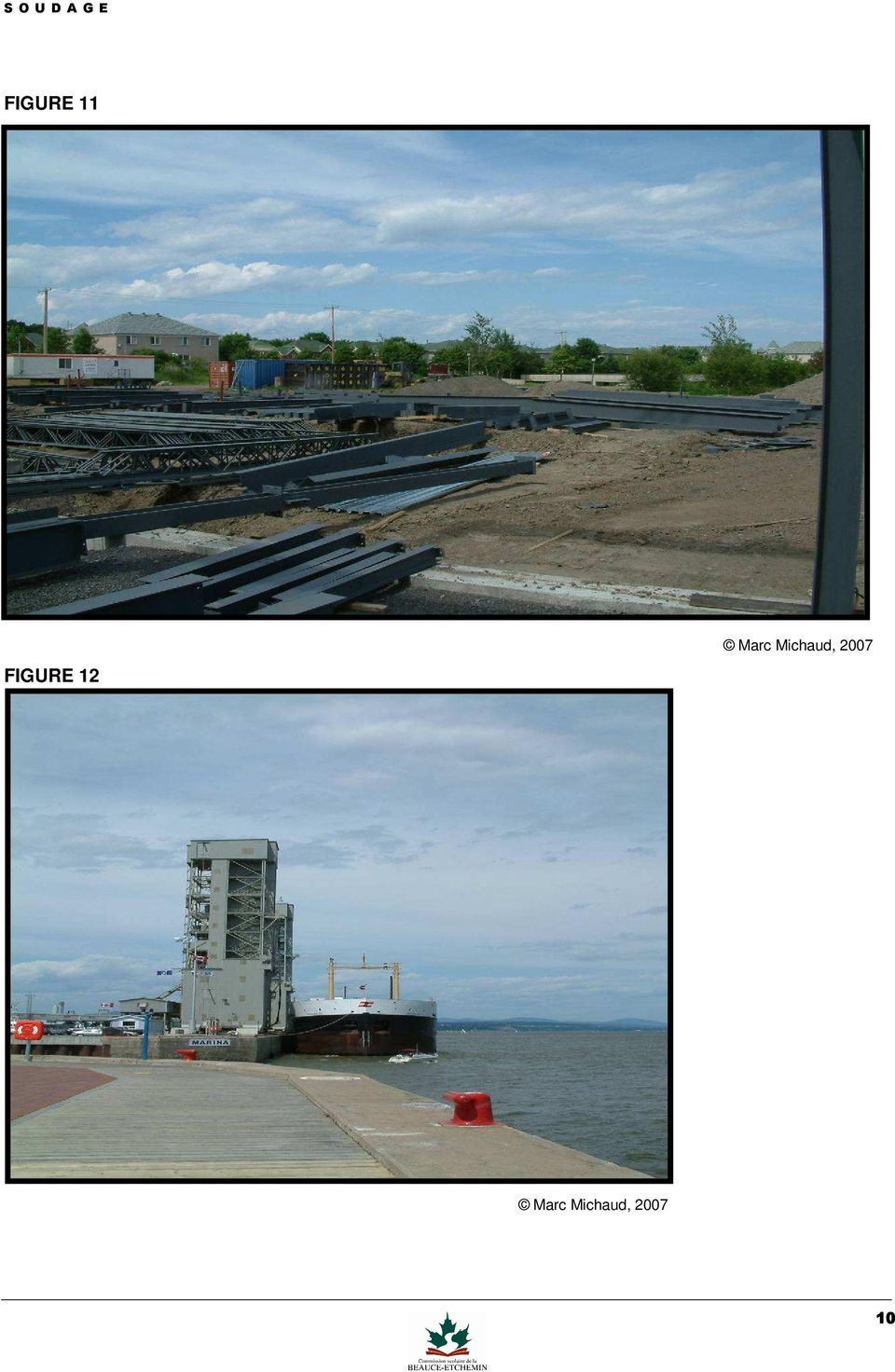
7 Activité 1 L identification de pièces soudées dans l environnement immédiat Vous êtes-vous déjà attardé, sur le chemin de l école, au nombre impressionnant d objets soudés que vous croisez du regard? Partout dans votre environnement immédiat, que ce soit par exemple à la maison ou dans la classe, vous retrouverez de nombreuses pièces qui ont été soudées. Matériel nécessaire : Photographies Fiche de l élève Tâches à réaliser : Cette première activité vous permettra de reconnaître les différentes structures, constructions et les différents objets qui sont soudés et qui se trouvent dans votre environnement. 1- À l aide de la fiche de l élève incluse à la fin de l activité, énumérez une dizaine d objets qui se trouvent dans votre environnement et qui, selon vous, sont soudés. 2- Observez les seize photographies présentées. Pour chacune d elles, inscrivez un des éléments que vous croyez soudés. 4

8 FIGURE 1 FIGURE 2 5
9 FIGURE 3 FIGURE 4 6

10 FIGURE 5 FIGURE 6 7
11 FIGURE 7 FIGURE 8 8

12 FIGURE 9 FIGURE 10 9

13 FIGURE 11 FIGURE 12 10
14 FIGURE 13 FIGURE 14 11

15 FIGURE 15 FIGURE 16 12

16 Fiche de l élève 1 Nommez dix objets qui, selon vous, sont soudés et qui se trouvent dans votre environnement (école, maison, voisinage). Ex. : table de travail 13
. Ex.")
17 Identification des photographies 2 Observez chacune des photographies et nommez un ou des éléments qui y sont représentés et qui, selon vous, sont soudés

18 Corrigé 1 Nommez dix objets qui, selon vous, sont soudés et qui se trouvent dans votre environnement (école, maison, voisinage). À titre d exemples : 1. Pont 5. Structure de centre médical 2. Passerelle 6. Table 3. Escalier 7. Chaise 4. Structure de maison 2 Observez chacune des photographies et nommez un ou des éléments qui y sont représentés et qui, selon vous, sont soudés. 1. Barrière 2. Bateau 3. Passerelle de bateau, bateau, automobile 4. Godet 5. Bateau, bouée métallique 6. Bouée 7. Bouée métallique 8. Bouée métallique 9. Poubelle municipale, conteneur 10. Passerelle d embarquement 11. Pièces de structures d acier 12. Silo à grains 13. Escalier, galerie (balcon) en métal 14. Garde en métal, escalier, main courante 15. Ponceau, garde-fou 16. Bateau, brise-glace 15
 en métal 14. Garde en métal, escalier, main courante 15. Ponceau, garde-fou 16.")
19 Activité 2 La reconnaissance des métaux et des méthodes d identification dentification des échantillons Tous les métaux, qu ils soient ferreux ou non ferreux, possèdent des caractéristiques physiques qui leur sont propres. Ces caractéristiques sont très importantes, car elles nous renseignent sur les comportements de ces métaux lors du soudage, du chauffage ou du forgeage. À l aide de certaines notions avec lesquelles vous vous familiariserez ici, il est possible de distinguer visuellement certaines de ces caractéristiques physiques. Matériel nécessaire : Fiche de l élève Tableau descriptif des métaux Fiche des propriétés physiques des métaux Aimant Lime Bougie Étoile à conduction Morceaux de cire Matériel complémentaire : Assistant en soudage, leçon 2 : o Application de notions de métallurgie Introduction Reconnaître les métaux à préparer et à souder Tâches à réaliser : En utilisant les outils mis à votre disposition et en consultant le tableau descriptif des métaux ainsi que la fiche des propriétés physiques des métaux, aux pages suivantes, complétez les informations demandées sur la fiche de l élève présentée à la page 22 de ce document. 16

20 Tableau descriptif des métaux Les métaux et leurs alliages sont généralement divisés en deux catégories : 1 Les métaux ferreux 2 Les métaux non ferreux LES MÉTAUX FERREUX Ils contiennent un certain pourcentage de fer. C est le cas de l acier doux, de la fonte, des aciers faiblement et fortement alliés et des aciers inoxydables. LES ACIERS (ferreux) Alliage métallique dont l élément principal est le fer et qui contient un certain nombre d éléments d alliage, le plus courant étant le carbone. Ils sont magnétiques. Les aciers au carbone se retrouvent sous trois formes : Les aciers à bas carbone Les aciers à moyen carbone Les aciers à haut carbone LES ACIERS INOXYDABLES (ferreux) Pour être dit inoxydable, un acier doit contenir un minimum de 12 % de chrome. Les aciers inoxydables ont une bonne résistance à la corrosion. Cette résistance à la corrosion est due à une mince couche d oxyde de chrome ou de nickel qui protège l acier contre les milieux corrodants. Il y a trois catégories d aciers inoxydables : Acier inoxydable ferritique Acier inoxydable austénitique Acier inoxydable martensitique LES MÉTAUX NON FERREUX Ces métaux n ont aucun pourcentage de fer. Voici quelques exemples : l aluminium, le cuivre, le magnésium, le bronze, le laiton, le nickel, l or et l argent. APPLICATIONS Tôles, pièces forgées, boulons, écrous, vis, articles en tôle. Marteaux, vilebrequins forgés, engrenages, axes, tournevis, clés, etc. Rails, matrices de forgeage, lames de ressort, burins, marteaux, scies à ruban, outils de coupe, poinçons et forets. APPLICATIONS Les aciers inoxydables sont utilisés dans la décoration, l industrie alimentaire, chimique, photographique et papetière, les antennes, les ressorts, les ustensiles de cuisine, les pièces de four, les éléments chauffants, les éléments de structures d avion, les citernes de lait et les autobus. 17
 Pour être dit inoxydable, un")
21 ACIER LAMINÉ À FROID / ÉCROUISSAGE (COLD ROLLED) (ferreux) Le laminage est une technique de formage qui consiste à passer un lingot à plusieurs reprises entre des cylindres parallèles, appelés laminoirs, de manière à amincir graduellement le métal jusqu à l obtention de la dimension voulue. On y retrouve deux catégories : Laminé à chaud Laminé à froid (écrouissage) APPLICATIONS Beaucoup de barres de métal, de feuilles et de profilés sont laminés à froid. Acier laminé à froid Un acier laminé à froid donne un fini de surface très lisse et des dimensions très précises, contrairement aux produits laminés à chaud. Les écailles ayant été enlevées dans un bain d acide, l apparence et les propriétés mécaniques des produits laminés à froid sont nettement supérieures aux produits laminés à chaud. Acier laminé à chaud ALUMINIUM (non ferreux) L aluminium est le troisième élément, en quantité, de l écorce terrestre, après l oxygène et le silicium. Après avoir été longtemps considéré comme un métal précieux, il est maintenant le principal métal non ferreux industriel. L aluminium est un métal blanc. La légèreté est la caractéristique la plus connue de l aluminium. Il possède une bonne malléabilité, une bonne aptitude au formage, une résistance à la corrosion et une conductibilité thermique et électrique élevée. L aluminium n est ni toxique ni magnétique (c est pourquoi il est souvent utilisé pour le blindage des circuits électriques). APPLICATIONS L aluminium est largement utilisé pour la fabrication des ustensiles de cuisine, des éléments de décoration architecturale, des appareils de manutention et de stockage, des assemblages soudés, des instruments de manutention et de conservation des produits chimiques ou alimentaires, les réservoirs d essence et de mazout, les enceintes sous pression et les canalisations, les vélos, le cadrage des motos, etc. 18
22 CUIVRE (non ferreux) Le cuivre est la troisième ressource en importance au Québec, avec des exportations de 244,3 millions de dollars en 2001, soit 11,6 % de la production métallique totale. La province compte une demi-douzaine de mines, qui produisent également souvent d autres métaux. Le cuivre a pour propriétés essentielles la conductibilité électrique et thermique élevée et la bonne résistance à la corrosion. De plus, le cuivre n est pas magnétique et possède une couleur agréable; il peut être soudé, brasé, collé et se prête bien à des revêtements de surfaces. APPLICATIONS L affinité du cuivre avec d autres éléments permet la fabrication de plus d un millier d alliages. L industrie électrique est le principal domaine d utilisation du cuivre. En plomberie, les tuyaux de cuivre sont encore largement employés, bien que ceux en polybutylène (plastique) soient de plus en plus populaires. LAITON (non ferreux) Le laiton est connu depuis la préhistoire. Les Grecs le connaissaient aussi dans l'antiquité. Il a été découvert bien avant le zinc. Le laiton est un alliage de cuivre et de zinc, dans des proportions très variables. La corrosion fait apparaître à la surface du laiton une couche appelée vert-de-gris. APPLICATIONS Le laiton est très facile à usiner mais il est relativement fragile. On l'utilise depuis longtemps pour la fabrication d'instruments de précision, d'éléments décoratifs pour le mobilier, d'instruments de musique, pour la robinetterie, etc. Le laiton est le plus utilisé des alliages de cuivre. C'est l'un des principaux métaux utilisés par l'industrie du décolletage (fabrication de petites pièces tournées en très grandes séries). Les objets ménagers en laiton, en cuivre et en bronze ne manquent pas, qu'il s'agisse d'objets décoratifs, d'articles d'usage domestique, de quincaillerie, d'incrustations dans le mobilier ou d'outils. Les possibilités de tailles et de formes sont pratiquement infinies, et il suffit de soins et de précautions élémentaires pour en assurer l'entretien. 19
23 NICKEL (non ferreux) En 2003, le Canada a produit 162,8 milliers de tonnes de nickel. Le Canada se classe au troisième rang en matière de production de nickel partout dans le monde avec 12,7 % de la production mondiale totale. Le nickel a pour propriétés essentielles la malléabilité et une résistance élevée à l oxydation et à la corrosion. De plus, le nickel est magnétique et est un métal blanc argenté qui possède un éclat poli. APPLICATIONS Il est utilisé dans les pièces de monnaie, pour le placage du fer, du cuivre, du laiton, dans certaines combinaisons chimiques et dans certains alliages. Il est magnétique et est fréquemment accompagné de cobalt. Il est particulièrement apprécié dans les différents alliages. Le nickel est aussi utilisé dans la cathode des accus nickel-cadmium et nickel-métal hydrure composant les batteries. Le nickel est utilisé pour certain types de cordes de guitares électriques. 20
24 Propriétés physiques des métaux DURETÉ MALLÉABILITÉ MAGNÉTISME La dureté est la rigidité d un matériau. Elle est définie comme la résistance qu elle oppose à la pénétration d un corps plus dur qu elle. Par exemple, l acier est plus dur que l aluminium, car il est plus dur à rayer. Donc la dureté dépend de la facilité avec laquelle un corps peut déformer ou détruire la surface d un autre matériau en y pénétrant. La malléabilité est l aptitude d un métal à être mis en forme par déformation plastique. Tous les procédés de compression tels que le forgeage, le martelage et le laminage sont utilisés avec des matériaux malléables. L or, l aluminium, l argent, le plomb, etc., sont des métaux très malléables. Le magnétisme est la propriété des métaux ferreux d être attirés par un aimant. Les métaux non ferreux comme l aluminium, le laiton, le cuivre ne sont pas du tout magnétiques. Seul le nickel est considéré entre les deux car il est, dans certains documents, considéré magnétique, et dans d autres, peu magnétique. Contraire de magnétique : amagnétique. CONDUCTIVITÉ THERMIQUE La conductivité thermique détermine la vitesse à laquelle le métal transfère la chaleur à partir de la zone chauffée. C est la chaleur qui passe à travers un bloc. Elle est particulièrement importante en soudage parce qu elle permet de déterminer le préchauffage nécessaire et la quantité de chaleur requise pour le soudage. L argent a la meilleure conductivité thermique de tous les métaux. 21
25 Complétez ce tableau de la façon suivante : Fiche de l élève Pour la reconnaissance des matériaux, utilisez les échantillons carrés présents dans votre coffret-projet. Pour la méthode d identification des échantillons, utilisez l étoile à conduction présente dans votre coffret-projet. NOTE : Pour utiliser l étoile à conduction, vous devez procéder ainsi : Taillez au besoin de petits morceaux de cire à l aide du couteau (Ex-Acto). Assurez-vous qu ils sont approximativement de la même taille. Placez ces morceaux de cire sur chacune des extrémités des branches de l étoile à conduction. Allumez la bougie. Placez au-dessus de la flamme le centre de l étoile à conduction. La chaleur va se répartir à des vitesses différentes dans les branches de l étoile, selon le type de métal impliqué. Pour les autres manipulations, référez-vous aux informations présentées aux pages précédentes. Voyons maintenant comment remplir le tableau des résultats. a) Dans la colonne «couleur», inscrivez la couleur appropriée. b) Dans la colonne «magnétique», inscrivez OUI ou NON. c) Dans la colonne «dureté», inscrivez en ordre croissant les chiffres 1 à 5 (1 représentant le plus dur). d) Dans la colonne «conductivité thermique», inscrivez en ordre croissant les chiffres 1 à 5 (1 représentant le meilleur conducteur de chaleur). 22
26 Résultats des diverses expériences sur la reconnaissance des matériaux et l identification des échantillons ÉCHANTILLONS COULEUR MAGNÉTIQUE (AVEC AIMANT) DURETÉ (AVEC LIME) CONDUCTIVITÉ THERMIQUE (AVEC BOUGIE) 1. ALUMINIUM 2. LAITON 3. ACIER 4. NICKEL 5. CUIVRE 23
27 Corrigé Résultats des diverses expériences sur la reconnaissance des matériaux et l identification des échantillons ÉCHANTILLONS COULEUR MAGNÉTIQUE (AVEC AIMANT) DURETÉ (AVEC LIME) CONDUCTIVITÉ THERMIQUE (AVEC BOUGIE) 1. ALUMINIUM ARGENTÉ MAT NON LAITON JAUNE DORÉ NON ACIER GRIS FONCÉ OUI 3 ou NICKEL JAUNE PÂLE OUI 1 ou CUIVRE ORANGÉ NON
28 Activité 3A Des échantillons de soudage et différents métaux Cette activité vous permet d observer différents échantillons de soudage effectués à l aide des procédés suivants : Soudage à l arc électrique avec électrode enrobée (SMAW) Soudage à l arc électrique avec électrode réfractaire (GTAW) Soudage à l arc électrique avec fil fusible (GMAW) Soudage à l arc électrique avec fil tubulaire (FCAW) Soudage à l arc submergé (SAW) Soudage par résistance (RSW) Note : Les abréviations entre parenthèses seront utilisées dans les prochaines pages. Matériel nécessaire : 12 échantillons de soudage Métaux d apport Fiches descriptives Tâches à réaliser : 1- À l aide des fiches descriptives (qui présentent les procédés de soudage, une brève description du profil du cordon selon le métal de base et les applications spécifiques), vous devez comparer chaque échantillon avec différents métaux de base. Ces fiches se trouvent aux pages suivantes. 2- Vous aurez également l occasion de comparer les soudures avec le même procédé, mais sur un métal de base différent. 25
29 Fiche descriptive Échantillons 1 et 2 Les stries sont des demi-cercles 1. SMAW SUR ACIER DOUX DESCRIPTION PROFIL DU CORDON : Stries régulières et arrondies Cordon d aspect rugueux Projections APPLICATIONS : fer forgé, tuyauteries, gazoducs, réparations de machineries lourdes, chantiers navals. 2. SMAW SUR ACIER INOXYDABLE DESCRIPTION PROFIL DU CORDON : Stries plus rondes, plus fines Aspect du cordon lisse Coloré bleuté avant nettoyage APPLICATIONS : gazoducs, secteurs alimentaires, vaisseaux sous pression. 26
30 Fiche descriptive Échantillons 3 et 4 3. GTAW SUR ACIER INOXYDABLE DESCRIPTION PROFIL DU CORDON : Stries uniformes et arrondies Aspect du cordon très lisse APPLICATIONS : chaises, rampes, comptoirs de cuisine, restauration, soudage des tuyaux de haute pression. 4. GTAW SUR ALUMINUM DESCRIPTION PROFIL DU CORDON : Stries épaisses et arrondies Stries régulières Couleur gris mat APPLICATIONS : chaises, rampes, articles de cuisine, motoneiges, bicyclettes, motos. 27
31 Fiche descriptive Échantillons 5, 6, 7 et 8 5. GMAW SUR ACIER DOUX DESCRIPTION PROFIL DU CORDON : Stries plus régulières, fines et légèrement arrondies Stries plus rapprochées APPLICATIONS : fabrication de structures d acier, remorques, chantiers navals, fabrication d autobus. Procédé très répandu. 6. GMAW SUR ACIER DOUX DESCRIPTION PROFIL DU CORDON : Stries plus poreuses dues à l augmentation de chaleur de l arc Stries quasi inexistantes Aspect plus mat APPLICATIONS : réparations de toutes sortes. 28
32 7. GMAW SUR ACIER DOUX (TÔLES MINCES) DESCRIPTION PROFIL DU CORDON : Stries petites et plus allongées Aspect mat APPLICATIONS : réservoirs hydrauliques 8. GMAW SUR ACIER ALUMINIUM DESCRIPTION PROFIL DU CORDON : Stries épaisses Stries poreuses et arrondies Stries irrégulières APPLICATIONS : rampes, motoneiges, bicyclettes, motos, remorques. 29
33 Fiche descriptive Échantillon 9 9. FCAW SUR ACIER DOUX DESCRIPTION PROFIL DU CORDON : Aucune strie Aspect mat et grisâtre Cordon plus épais APPLICATIONS : structures d acier, ponts, aciers de fortes épaisseurs. Fiche descriptive Échantillon SAW SUR ACIER DOUX DESCRIPTION PROFIL DU CORDON : Stries très grosses et allongées Stries pointues Aspect brillant APPLICATIONS : structures d acier, aciers de fortes épaisseurs, ponts, turbines, centrales hydroélectriques. 30
34 Fiche descriptive Échantillons 11 et RSW SUR ACIER INOXYDABLE DESCRIPTION DU POINT DE SOUDURE: Point de soudure creusé Aspect de chauffage autour du point (coloré) APPLICATIONS : industrie automobile, assemblage de pièces de structures de trains, métros. Tôles minces. 12. RSW SUR ACIER DOUX 31
35 Activité 3B Des échantillons de soudage et des procédés de soudage L activité précédente vous a permis d avoir un premier contact avec les différents procédés de soudage. Vous avez maintenant l occasion d approfondir vos connaissances afin d arriver à analyser plus en détail ces procédés. Matériel nécessaire : Six échantillons de soudage (A à F) Métaux d apport Fiches descriptives : Description du procédé Principe de fonctionnement Applications Photographies des équipements de soudage Fiche de l élève Outil complémentaire : Assistant en soudage : Leçons 4, 6, 7, 8 et 9 Tâches à réaliser : 1- Faites une première lecture des fiches descriptives afin de saisir l information qui décrit les différents procédés de soudage. 2- Remplissez la fiche de l élève en identifiant chacun des procédés avec les échantillons fournis. Attention, vous aurez à expliquer vos choix! 32
36 Fiches descriptives APPLICATION DU PROCÉDÉ SMAW Shield Métal Arc Welding PRINCIPE DU SOUDAGE À L ARC AVEC ÉLECTRODES ENROBÉES Bien qu il ait été surclassé pour certaines applications, par des procédés ayant un meilleur taux de dépôt, le soudage à l arc avec électrodes enrobées est encore couramment utilisé. Il permet une grande flexibilité, par rapport aux différents matériaux, et il permet le soudage dans toutes les positions. PRINCIPE DE FONCTIONNEMENT La fusion est obtenue par la chaleur d un arc électrique qui est établi entre une électrode métallique enrobée et la pièce à souder. Le métal d apport est transféré à travers l arc jusqu au joint à souder où il se mélange avec le métal de base fondu. Au fur et à mesure que l arc se déplace le long du joint, la fusion de l électrode et du métal de base forme un bain de fusion qui va se refroidir et se solidifier pour produire ce qu on appelle un CORDON DE SOUDURE. L enrobage, pour sa part, assure un rôle de protection au niveau du bain de fusion et du cordon. PROCÉDÉ DE SOUDAGE À L ARC AVEC ÉLECTRODES ENROBÉES Image : module 4 Centre GOODERHAM d apprentissage industriel CWB, Ce procédé de soudage donne un cordon qui a des stries régulières, arrondies, d aspect rugueux, avec des projections. Assemblage des pièces Tuyaux sous pression Ponts et bâtiments Navires et wagons APPLICATIONS 33
37 PHOTOGRAPHIES 34
38 ÉQUIPEMENT DE SOUDAGE À L ARC ÉLECTRIQUE SMAW 35
39 APPLICATION DU PROCÉDÉ GTAW Gas Tungsten Arc Welding PRINCIPE DU SOUDAGE À L ARC SOUS GAZ AVEC ÉLECTRODE DE TUNGSTÈNE Le procédé de soudage à l arc avec électrode de tungstène sous protection gazeuse est un procédé de soudage avec électrode réfractaire (non fusible). L arc électrique jaillit entre la pièce à souder et une électrode de tungstène qui ne participe pas à la fusion lors du soudage. Le bain de fusion, la zone environnante ainsi que l électrode de tungstène sont tous protégés de l atmosphère ambiante par une couverture de gaz inerte. Les gaz inertes, tels que l argon et l hélium, ne participent pas aux réactions chimiques dans l arc et ne participent pas au métal fondu de la soudure. Le gaz inerte le plus couramment utilisé est l argon pur. Une soudure réalisée sans métal d apport est appelée soudure autogène et elle est couramment utilisée pour le soudage des métaux minces. Pour le soudage des métaux plus épais, il devient essentiel d ajouter du métal d apport. PROCÉDÉ DE SOUDAGE À L ARC AVEC ÉLECTRODE DE TUNGSTÈNE Image : module 4 Centre GOODERHAM d apprentissage industriel CWB, Ce procédé de soudage donne un cordon qui a des stries régulières, uniformes et arrondies, d aspect très lisse, sans projection. APPLICATIONS Particulièrement utilisé pour le soudage de plaques minces Utilisé pour le soudage de tous les métaux ayant une faible soudabilité tels que l acier inoxydable, l aluminium, le nickel, le monel, l inconel, le titane, etc. Construction aéronautique, domaine de la restauration (comptoir de viande, réfrigérateur, etc.), réservoir, citerne, bicyclette, moto, industrie alimentaire et chimique, pièce décorative, etc. 36
40 ÉQUIPEMENT DE SOUDAGE À L ARC ÉLECTRIQUE AVEC ÉLECTRODE DE TUNGSTÈNE 37
41 APPLICATION DU PROCÉDÉ DE SOUDAGE GMAW Gas Métal Arc Welding PRINCIPE DU SOUDAGE À L ARC AVEC ÉLECTRODES AVEC FIL FUSIBLE La figure ci-dessous démontre le procédé de soudage à l arc sous protection gazeuse avec un fil plein (GMAW). Si on le compare au procédé de soudage à l arc avec électrode enrobée (SMAW), le métal constituant l électrode est nu (il n y a aucun enrobage). Le fil-électrode provenant de la bobine se dévide continuellement en passant dans la torche ou le pistolet de soudage. PRINCIPE DE FONCTIONNEMENT L arc jaillit entre la pièce et un fil-électrode fusible nu qui se dévide continuellement. La chaleur engendrée par l arc fait fondre l extrémité du fil-électrode ainsi qu une partie du métal de base. L arc transfère dans le bain de fusion le métal de l extrémité du fil-électrode en fusion vers la pièce où il se mélange au métal de base fondu et forme la soudure. PROCÉDÉ DE SOUDAGE À L ARC ÉLECTRIQUE AVEC FIL FUSIBLE Image : module 4 Centre GOODERHAM d apprentissage industriel CWB, Ce procédé de soudage donne un cordon qui a des stries régulières, rapprochées et arrondies, d aspect lisse, avec quelques projections. APPLICATIONS Procédé très utilisé en industrie Métaux minces Remorques Structures 38
42 ÉQUIPEMENT DE SOUDAGE AU FIL PLEIN GMAW 39
43 APPLICATION DU PROCÉDÉ FCAW Flux Cored Arc Welding PRINCIPE DU SOUDAGE À L ARC ÉLECTRIQUE AVEC FIL FOURRÉ Le procédé de soudage à l arc avec fil fourré sous protection gazeuse combine certaines caractéristiques particulières du procédé de soudage à l arc avec électrode enrobée (SMAW) et du soudage à l arc avec fil plein sous protection gazeuse (GMAW). Le fil-électrode est continu mais il est fourré au lieu d être plein. On peut donc comparer un fil fourré à une électrode enrobée à l envers. Il est rempli de flux. Comme dans le procédé GMAW, la chaleur engendrée par l arc fait fondre l extrémité de l électrode et une partie du métal de base au niveau du joint soudé. L arc transfère vers la pièce le métal fondu à l extrémité de l électrode pour former le métal déposé. En même temps, le gaz de protection sortant de la buse de la torche recouvre le bain de fusion. La protection additionnelle du gaz produit une pénétration profonde et un taux de dépôt très élevé. Le déplacement de l arc le long du joint peut être mécanisé (soudage automatique) ou manuel (semiautomatique). PROCÉDÉ DE SOUDAGE À L ARC ÉLECTRIQUE AVEC FIL FOURRÉ Image : module 4 Centre GOODERHAM d apprentissage industriel CWB, Ce procédé de soudage donne un cordon plus épais qui n a aucune strie, d aspect mat et grisâtre, sans aucune projection. APPLICATIONS Ce procédé convient au soudage des pièces de moyennes et fortes épaisseurs. Il est couramment utilisé pour la fabrication d équipements de construction. Il est majoritairement utilisé aussi dans la fabrication de structures en acier. Depuis plus récemment, le procédé de soudage FCAW est utilisé pour le soudage des tuyaux. 40
44 ÉQUIPEMENT DE SOUDAGE AU FIL FOURRÉ FCAW 41
45 APPLICATION DU PROCÉDÉ SAW Submerge Arc Welding PRINCIPE DU SOUDAGE À L ARC SUBMERGÉ Il se produit un arc électrique entre une électrode et le métal de base. L arc est recouvert d un flux en granules. Une partie de ce flux protège le bain de fusion et une autre partie est fondue et diluée avec le métal d apport. Le procédé à l arc submergé utilise deux produits d apport distincts : le fil-électrode est entraîné vers le bain de fusion grâce à un système de dévidage, et le FLUX, qui est en poudre, provient d un distributeur à débit réglable. Une partie du flux fond et produit un laitier qui recouvre le bain de fusion; l excédent non fondu et resté intact est recueilli et peut être réemployé. L arc est recouvert ou plutôt submergé par une couche de flux en poudre qui le rend non visible. PROCÉDÉ DE SOUDAGE À L ARC SUBMERGÉ Image : module 4 Centre GOODERHAM d apprentissage industriel Ce procédé de soudage donne un cordon qui a des stries régulières, pointues, très grosses et allongées, d aspect brillant. APPLICATIONS Assemblage des pièces, tuyaux sous pression Ponts et bâtiments Navires et wagons CWB, 42
46 ÉQUIPEMENT DE SOUDAGE À L ARC SUBMERGÉ 43
47 APPLICATION DU PROCÉDÉ RSW Resistance Spot Welding PRINCIPE DU SOUDAGE PAR RÉSISTANCE Les procédés de soudage par résistance utilisent comme source de chaleur les effets d un courant électrique traversant l assemblage; ils sont mis en œuvre avec pression, sans métal d apport, sur les joints à recouvrement ou en bout. Image : module 4 Centre GOODERHAM d apprentissage industriel CWB, PRINCIPE DE FONCTIONNEMENT En soudage par points, les pièces à souder sont serrées entre deux électrodes de cuivre énergiquement refroidies. Au passage du courant à basse tension, il y a échauffement par effet joule dans toute l épaisseur des pièces au droit des électrodes. Les résistances de contact électrode, pièce devant être le plus faible possible, l échauffement maximum se produit à l interface des pièces et, à la faveur de ce contact, il se forme un noyau de métal liquide maintenu en place grâce à l effort exercé par les électrodes. Le soudage par résistance diffère du soudage à l arc dans la mesure où une pression extérieure est appliquée et qu il n utilise généralement ni flux ni métal d apport. APPLICATIONS Le soudage par résistance est utilisé surtout dans l industrie automobile, car il permet des cadences élevées. Il peut être robotisé et automatisé. Beaucoup d objets et de pièces de tôles. Mobilier métallique. 44
48 PRINCIPE DE SOUDAGE PAR RÉSISTANCE CWB, Image : module 4 Centre GOODERHAM d apprentissage industriel Ce procédé de soudage donne un point creusé avec un aspect de chauffage autour du point. 45
49 Fiche de l élève EN UTILISANT LES INFORMATIONS PRÉCÉDENTES, IDENTIFIEZ LES ÉCHANTILLONS DE SOUDAGE ET EXPLIQUEZ VOS CHOIX. ÉCHANTILLON A ÉCHANTILLON B ÉCHANTILLON C ÉCHANTILLON D ÉCHANTILLON E ÉCHANTILLON F 46
50 Corrigé ÉCHANTILLON A Procédé SMAW. Soudage à l arc électrique avec électrode enrobée. Ce procédé de soudage donne un cordon qui a des stries régulières, arrondies, d aspect rugueux, avec des projections. ÉCHANTILLON B Procédé GTAW. Soudage à l arc électrique avec électrode réfractaire. Ce procédé de soudage donne un cordon qui a des stries régulières, uniformes et arrondies, d aspect très lisse, sans projection. ÉCHANTILLON C Procédé GMAW. Soudage à l arc électrique avec fil fusible ou fil plein. Ce procédé de soudage donne un cordon qui a des stries régulières, rapprochées et arrondies, d aspect lisse, avec quelques projections. ÉCHANTILLON D Procédé FCAW. Soudage à l arc électrique avec fil fourré. Ce procédé de soudage donne un cordon plus épais qui n a aucune strie, d aspect mat et grisâtre, sans aucune projection. ÉCHANTILLON E Procédé SAW. Soudage à l arc submergé. Ce procédé de soudage donne un cordon qui a des stries régulières, pointues, très grosses et allongées, d aspect brillant. ÉCHANTILLON F Procédé RSW. Soudage par résistance/résistance par points. Ce procédé de soudage donne un point creusé avec un aspect de chauffage autour du point. 47
51 Activité 4 Le contrôle de la qualité Le contrôle de la qualité est une étape primordiale en soudage. Cette activité vous permettra d avoir une meilleure idée de ce en quoi consiste cette étape. Vous serez par la suite en mesure d identifier les méthodes d inspection existantes, de reconnaître qu il existe des normes établies et de repérer les défauts de soudage les plus couramment rencontrés. Matériel nécessaire : Tâches à réaliser : Radiographie des soudures Photographies et documentation Échantillons de soudures avec des défauts apparents Fiche de l élève 1- Analysez la documentation et les photographies des pages suivantes. Ainsi, vous découvrirez les cinq différentes méthodes d inspection. 2- À l aide des échantillons de soudures, comparez et identifiez les principaux défauts de soudage. 3- Afin de vérifier votre compréhension, répondez au questionnaire de la fiche de l élève. 48
52 MÉTHODES D INSPECTION 1. L INSPECTION VISUELLE Le contrôle de l inspection visuelle est très important en soudage, car il sert de base pour approuver plusieurs types d ensembles soudés. C est une des méthodes d inspection les plus utilisées en industrie, car elle est rapide, facile à exécuter et peu coûteuse. L inspection doit débuter toujours avant les opérations de fabrication. L inspecteur désigné doit tout d abord examiner les dessins techniques, les spécifications, les modes opératoires de soudage, les produits d apport utilisés, l équipement de soudage et les qualifications des soudeurs assignés au poste de soudage. L inspecteur doit également s assurer que les matériaux utilisés sont conformes aux spécifications exigées. L inspection visuelle des soudures consiste à inspecter, à l aide de différents outils, les soudures, les profils et les défauts de soudage selon les tolérances établies dans les normes. L inspecteur en soudage utilise différents outils de travail dont : Vernier Ruban d acier Règle en acier Équerre combinée Équerre Cordeau Jauge d épaisseur Compas intérieur Rapporteur d angle Fausse équerre Jauges à soudures 49
53 2. LES MACROGRAPHIES Les macrographies sont des représentations réelles de la pénétration des soudures dans le métal de base. Le principe est fort simple : on prend un échantillon de la pièce soudée, on le coupe en deux, on polit la pièce et, par la suite, on dépose un produit* qui attaque la soudure et permet de voir la qualité et la profondeur de pénétration. * le produit utilisé varie en fonction du métal de base. Pour l acier doux, le produit d attaque le plus fréquemment utilisé est le nital 2 % (solution d acide). Le produit fait noircir la soudure et permet alors de voir la pénétration dans le métal de base. Laboratoire SGS,
54 FIGURE 1 ACIER INOXYDABLE JOINT EN T EXCELLENTE PÉNÉTRATION Laboratoire SGS, 2007 ZOOM FIGURE 1 La ligne de contour noire démontre que le métal d apport a bien pénétré dans le métal de base. La ligne pointillée représente l épaisseur du métal de base. Laboratoire SGS,
55 3. LE CONTRÔLE RADIOGRAPHIQUE Le contrôle radiographique est la méthode de contrôle la plus couramment utilisée pour détecter des défauts à l intérieur des pièces. On peut utiliser deux types de radiographies : avec les rayons X et avec les rayons GAMMA. Cependant, les équipements requis sont très lourds et il y a toujours un certain risque d absorber des rayonnements, ce qui peut être très dommageable pour la santé à court et à long terme. Il faut prendre des précautions spéciales pour faire ce type d inspection et l inspecteur qualifié doit posséder toutes les compétences nécessaires afin d effectuer son travail en toute sécurité. La radiographie doit être effectuée par des techniciens certifiés, conformément à la norme 48-GP-4M. Accréditation du personnel affecté au contrôle non destructif des matériaux (méthode de contrôle par radiographie industrielle) de l Office des normes générales du canada (ONGC). Une affiche doit toujours être installée à proximité d où sera effectuée l inspection par radiographie. Laboratoire SGS,

56 La radiographie montre le squelette de la soudure interne. La radiographie reste une méthode d inspection d interprétation, c est-à-dire que c est vraiment l expérience de l inspecteur qui fait en sorte qu il reconnaît ou non les défauts. Bien sûr, il existe des chartes et des normes sur les défauts de radiographies, mais il demeure que le travail est très difficile puisque de nombreuses interprétations peuvent être faites. a b Laboratoire SGS, 2007 a La ligne noire représente un défaut de soudage dans le centre du joint : ce défaut se nomme «manque de fusion». b On voit très bien le squelette de la soudure, on peut même voir les stries. 53
57 4. CONTRÔLE PAR ULTRASONS Le contrôle par ultrasons est une méthode d inspection impliquant des ondes sonores, qui varient entre 20 kilohertz (khz) et 10 Mégahertz (MHz). Le son est utilisé depuis bien des années pour contrôler certains produits. Aujourd hui, le contrôle par ultrasons est une méthode de contrôle non destructif très sophistiquée au point de vue technique. Pour détecter les défauts de soudure à l aide de l ultrason, il faut déplacer à la main un petit palpeur sur la surface de la pièce, à côté du joint de soudure, et observer les indications sur l écran de la machine. Le palpeur doit être utilisé avec un liquide (glycérine) afin qu il glisse bien sur la pièce. Le palpeur produit alors un faisceau d ultrasons qui traverse le métal et qui, ensuite, est réfléchi sur l'écran. Ce signal se nomme un écho (c est exactement le même principe que l échographie). Le contrôle par ultrasons demande une très grande compétence de la part du technicien. Ce dernier doit être certifié conformément à la norme 48-GP-7M de l Office des normes générales du Canada (ONGC). Accréditation du personnel affecté au contrôle non destructif des matériaux (méthode de contrôle métallurgique par ultrasons). APPAREIL ULTRASONS d c Laboratoire SGS,
58 c La console d ultrasons émet des ondes longitudinales et des ondes transversales. Les pics que l on voit en rouge sont les ondes émises par le palpeur sur la pièce. DÉMONSTRATION AVEC L APPAREIL ULTRASONS Laboratoire SGS, 2007 VUE DE HAUT soudure palpeur 55
59 Palpeur : On l insère sur le côté, ce qui transmet des ondes sur la machine. Lorsqu il y a une irrégularité, le pic sur l écran est plus élevé que les autres. 5. CONTRÔLE PAR MAGNÉTOSCOPIE Le contrôle par magnétoscopie est une méthode d inspection des défauts de surface qui permet de détecter les discontinuités telles que les fissures qui débouchent à la surface de la pièce. Étant donné que cette méthode dépend du magnétisme des pièces, elle se limite aux métaux ferreux. C est un moyen de contrôle simple, peu coûteux et qui nécessite peu d équipement. Cependant, il demande une très bonne compréhension de la méthode, des modes d opération ainsi que de l interprétation des résultats. Le principe de la magnétoscopie est bien simple. On utilise un champ magnétique. Tout le monde sait qu un aimant a deux pôles. Un courant électrique traverse les deux pôles et un champ magnétique est créé autour du courant. On dépose une poudre métallique sur le joint et, en actionnant la poignée, la poudre est projetée à l extérieur du joint. S il y a un défaut de surface, la poudre entre à l intérieur de la fissure et on peut, dès lors, constater un défaut de soudure. CWB, Image : module 11 Centre GOODERHAM d apprentissage industriel 56
60 DÉMONSTRATION AVEC UNE CULASSE Poudre métallique Aimant à culasse CWB, Image : module 11 Centre GOODERHAM d apprentissage industriel On appelle cet appareil un YOKE ou une culasse. Cet appareil est branché dans une prise de courant standard. Le personnel effectuant le contrôle par particules magnétiques peut être certifié selon la norme 48-GP-8M de l Office des normes générales du Canada (ONGC). Accréditation du personnel affecté au contrôle non destructif des matériaux (méthode de contrôle par magnétoscopie). 57
61 Fiche de l élève À l aide des informations présentées dans les pages suivantes sur les défauts de soudure, répondez aux questions suivantes. QUESTION 1 Dans le document Défauts de soudure, l échantillon n o 1 démontre une fissure. Quelles méthodes d inspection seraient appropriées pour identifier ce défaut? Cochez la ou les méthodes d inspection. Expliquez votre choix. Inspection visuelle Macrographie Radiographie Ultrasons Particules magnétiques QUESTION 2 Dans le document Défauts de soudure, l échantillon n o 4 démontre une fissure et un manque de fusion à la racine. Quelles méthodes d inspection seraient appropriées pour identifier ces défauts? Cochez la ou les méthodes d inspection. Expliquez votre choix. Inspection visuelle Macrographie Radiographie Ultrasons Particules magnétiques 58
62 QUESTION 3 Parmi les échantillons de défauts de soudure, lequel ou lesquels peuvent être identifiés par une inspection visuelle? Expliquez votre choix. Échantillon 1 Échantillon 3 Échantillon 4 Échantillon 5 Échantillon 6 Échantillon 7 Échantillon 10 Échantillon 12 QUESTION 4 D après les documents de l activité 5, quel est le défaut de soudure qui est inacceptable selon les normes en vigueur? Porosité Fissure Inclusion de laitier Projections Manque de fusion Porosité vermiculaire QUESTION 5 Quelles méthodes d inspection requièrent des techniciens certifiés selon la norme 48-GP- 4M? Inspection visuelle Macrographie Radiographie Ultrasons Particules 59
63 DÉFAUTS DE SOUDURE LES FISSURES Procédé de soudage utilisé : FCAW ÉCHANTILLON 1 La fissure se trouve au centre du cordon. SOUDURE INACCEPTABLE Dans la NORME CSA W59-M1989 (norme portant sur construction soudée en acier) ce genre de fissures est inacceptable. 60
64 DÉFAUTS DE SOUDURE LES FISSURES Procédé de soudage utilisé : FCAW ÉCHANTILLON 2 La fissure se trouve au centre du cordon. SOUDURE INACCEPTABLE Dans la NORME CSA W59-M1989 (norme portant sur construction soudée en acier) ce genre de fissures est inacceptable. 61
65 DÉFAUTS DE SOUDURE LES FISSURES ET INCLUSIONS DE LAITIER À LA RACINE Procédé de soudage utilisé : FCAW ÉCHANTILLON 3 SOUDURE INACCEPTABLE 62
66 DÉFAUTS DE SOUDURE LES FISSURES ET LE MANQUE DE FUSION À LA RACINE Procédé de soudage utilisé : FCAW ÉCHANTILLON 4 SOUDURE INACCEPTABLE 63
67 DÉFAUTS DE SOUDURE INCLUSION DE LAITIER Procédé de soudage utilisé : FCAW ÉCHANTILLON 5 SOUDURE INACCEPTABLE 64
68 DÉFAUTS DE SOUDURE SOUFFLURE VERMICULAIRE Procédé de soudage utilisé : FCAW ÉCHANTILLON 6 SOUDURE INACCEPTABLE 65
69 DÉFAUTS DE SOUDURE MANQUE DE SOUDURE ET POROSITÉS Procédé de soudage utilisé : GMAW ÉCHANTILLON 7 SOUDURE INACCEPTABLE 66
70 DÉFAUTS DE SOUDURE SOUDURES IRRÉGULIÈRES Procédé de soudage utilisé : GMAW ÉCHANTILLON 8 SOUDURE INACCEPTABLE 67
71 DÉFAUTS DE SOUDURE FISSURE DE CRATÈRE, INCLUSION DE LAITIER ET PROJECTIONS Procédé de soudage utilisé : SMAW ÉCHANTILLON 9 SOUDURE INACCEPTABLE 68
72 DÉFAUTS DE SOUDURE INCLUSION DE LAITIER, POROSITÉ ET PROJECTIONS Procédé de soudage utilisé : SMAW ÉCHANTILLON 10 SOUDURE INACCEPTABLE 69
73 DÉFAUTS DE SOUDURE DÉBORDEMENT, POROSITÉS Procédé de soudage utilisé : FCAW ÉCHANTILLON 11 SOUDURE INACCEPTABLE 70
74 DÉFAUTS DE SOUDURE PROJECTIONS, SILICE Procédé de soudage utilisé : GMAW ÉCHANTILLON 12 SOUDURE INACCEPTABLE 71
75 DÉFAUTS DE SOUDURE SOUDURE IRRÉGULIÈRE Procédé de soudage utilisé : GMAW ÉCHANTILLON 13 SOUDURE INACCEPTABLE 72
76 DÉFAUTS DE SOUDURE CANIVEAUX, DÉBORDEMENT Procédé de soudage utilisé : GMAW ÉCHANTILLON 14 SOUDURE INACCEPTABLE 73
77 Corrigé QUESTION 1 Dans le document Défauts de soudure, l échantillon n o 1 démontre une fissure. Quelles méthodes d inspection seraient appropriées pour identifier ce défaut? Cochez la ou les méthodes d inspection. Expliquez votre choix. Inspection visuelle Macrographie Radiographie Ultrasons Particules magnétiques La fissure se trouve à l extérieur du joint, en surface, ce qui permet de la détecter visuellement. On peut également faire une vérification avec l inspection par particules magnétiques parce que la fissure débouche en surface. QUESTION 2 Dans le document Défauts de soudure, l échantillon n o 4 démontre une fissure et un manque de fusion à la racine. Quelles méthodes d inspection seraient appropriées pour identifier ces défauts? Cochez la ou les méthodes d inspection. Expliquez votre choix. Inspection visuelle Macrographie Radiographie Ultrasons Particules magnétiques Les deux défauts sont des défauts internes, que l on peut difficilement détecter à l œil nu. La macrographie permet de voir les défauts, à condition que la coupe soit en plein dans les défauts. La radiographie permet de bien les observer sur le film. L ultrason permet de détecter une onde anormale. 74
78 QUESTION 3 Parmi les échantillons de défauts de soudure, lequel ou lesquels peuvent être identifiés par une inspection visuelle? Expliquez votre choix. Échantillon 1 Échantillon 3 Échantillon 4 Échantillon 5 Échantillon 6 Échantillon 7 Échantillon 10 Échantillon 12 Les échantillons 1, 6, 7, 10 et 12 peuvent facilement être détectés à l œil nu. Cependant, les autres sont tous des défauts internes. Donc, ils ne peuvent faire l objet d un bon diagnostic. QUESTION 4 D après les documents de l activité 5, quel est le défaut de soudure qui est inacceptable selon les normes en vigueur? Porosité Fissure Inclusion de laitier Projections Manque de fusion Porosité vermiculaire QUESTION 5 Quelles méthodes d inspection requièrent des techniciens certifiés selon la norme 48-GP- 4M? Inspection visuelle Macrographie Radiographie Ultrasons Particules magnétiques 75
79 Activité 5 La lecture de plans Les mathématiques sont importantes dans le travail du soudeur assembleur. Elles lui permettent de trouver des dimensions manquantes sur un plan, de calculer le poids des assemblages pour juger l équipement de levage et de manutention à utiliser. Il sera peutêtre habileté, dans certaines petites industries, à répondre aux clients pour l estimation du coût des pièces fabriquées. Il devra donc calculer la quantité de matériel à utiliser ou à commander pour la fabrication de ces assemblages et le prix des pièces qu il vendra aux clients. La lecture de plans est un élément essentiel pour devenir un soudeur monteur ou assembleur. L assembleur a beaucoup de responsabilités dans la fabrication des structures, des remorques, des ponts, des wagons, des boîtes de camions, etc. C est lui qui doit lire les plans, distinguer chacune des pièces du dessin, repérer les annotations, les symboles de soudage et les différents types de lignes propres au dessin technique. Ensuite, il doit déterminer un ordre d assemblage pour que les dimensions de l assemblage soient conformes aux dessins et aux spécifications du client et des normes qui régissent les différentes industries : transport routier, maritime ou ferroviaire, aéronautique, pétrolière, les ascenseurs, les équipements de levage (les grues, les ponts roulants dans les industries), etc. Les symboles de soudage sont un alphabet, un langage qui permet aux ingénieurs, aux superviseurs et aux contremaîtres de communiquer de manière claire et précise les spécifications du soudage à exécuter. Le soudeur doit alors comprendre les spécifications et le travail que l on attend de lui : la dimension et la longueur du cordon de soudure, le type de procédé (GMAW, FCAW, SMAW, GTAW), la soudure qui doit être exécutée en premier, s il faut préchauffer la pièce, la postchauffer, meuler la surface de la soudure, le type d inspection qu il faudra faire. Voyons ensemble à quoi peut ressembler un plan d assemblage. Cependant, comme dans tout langage, il y a un alphabet. Examinons des éléments de base pour qu on puisse bien se comprendre. Un plan est comme une carte routière. Le fleuve, les rivières et les lacs sont généralement bleu pâle, les autoroutes sont désignées par un trait jaune 76
80 entouré de deux traits rouges, les routes secondaires sont identifiées par des traits rouges et les petits traits gris ou noirs indiquent les chemins de campagne. Il y a aussi le numéro des chemins, des réserves fauniques, des points d intérêt touristique, etc. Pour un dessin technique c est la même recette, mais pas les mêmes ingrédients. Certains traits indiquent les contours des pièces et les lignes tiretées indiquent une pièce cachée ou en arrière d une autre, il y a les dimensions de la pièce ou de l assemblage, la dimension et l emplacement des trous à percer, l identification de chaque pièce, les symboles de soudage, le type de matériel à utiliser et bien d autres renseignements utiles à la fabrication des pièces et de l assemblage. Figure 1 La figure 1 nous montre la même pièce vue en trois dimensions. La vue du haut représente la vue isométrique. La vue du bas, la «vue en projection orthogonale», représente le dessin technique que l on trouve dans les ateliers. Dans la projection orthogonale, les dimensions, les annotations et les symboles sont plus faciles à identifier. 77
81 Matériel nécessaire : Fiche de l élève Annexes 1, 2 et 3 Tâches à réaliser : 1- Analyser les plans présentés dans les annexes 1, 2 et Complétez la fiche de l élève en répondant aux questions. 78
82 Fiche de l élève En parcourant les dessins en annexes, répondez aux questions suivantes. Observez bien car la lecture de plans se résume à de l observation, tout simplement. 1 Quelle projection orthogonale ne se retrouve pas sur le dessin de l annexe 1? 2 En vous référant à l annexe 1, selon la légende, combien de pièces sont nécessaires pour fabriquer cet assemblage? 3 Combien voyez-vous de symboles de soudage sur le dessin de l annexe 1? 4 Quel numéro porte la pièce représentée aux annexes 2 et 3 et quelles sont ses dimensions? Réponse : Pièce numéro : Dimensions : Épaisseur : Largeur : Longueur : Quel est le type d acier nécessaire pour fabriquer cette pièce? En lecture de plans, l ordre d écriture des dimensions d une pièce se présente de la façon suivante : épaisseur, largeur et longueur. Il est important de respecter cet ordre pour décrire les pièces. 5 Sur le plan représenté à l annexe 1, vous pouvez observer les symboles de soudage FCAW et GMAW. En vous référant aux notions données à l activité 3B, indiquez ce que signifient ces deux symboles. FCAW GMAW 79
83 Corrigé 1- Vue de dessus pièces. Sur le plan de l annexe 1, en haut à droite, se trouve la liste de matériel. 3 Cinq. Quatre sur la vue de face et un sur la vue de profil. 4 a) Pièce numéro : 1 Dimensions : Épaisseur : 10 mm Largeur : 104 mm Longueur : 230 mm b) Type d acier : 44W 5 Flux Cored Arc Welding Gas Metal Arc Welding 80
84 Annexes La lecture de plans 81
85 Annexe 1 82
86 Annexe 2 83
87 Annexe 3 84
88 Fiche descriptive Description de l'outil Si le domaine du soudage vous intéresse, cet outil d expérimentation est conçu pour vous. En réalisant les activités qui vous sont présentées, vous aurez une meilleure idée de votre intérêt pour ce secteur. Voici un bref aperçu de ce qui vous est proposé dans ce guide. En réalisant les activités, vous aurez à : Analyser des photographies de structures et de constructions que l on trouve dans notre environnement dans le but de reconnaître les différents objets qui sont soudés. Manipuler différents métaux afin d en faire la distinction selon leurs propriétés physiques. Étudier et comparer des procédés de soudage avec les métaux de base les plus fréquemment utilisés. Vous initier au contrôle de la qualité. Lire des plans et des dessins techniques. Niveau Expérimentation Programmes concernés Veuillez noter que la notion de «programmes concernés» est considérée au sens large du terme. Nous avons pris soin de considérer tout programme pouvant toucher de près ou de loin la ressource. Programmes concernés DEP Soudage haute pression Soudage-montage Techniques d'usinage Usinage sur machines-outils à commande numérique 1
89 Programmes concernés DEC Avionique Contrôle des matériaux (métallurgie) Fabrications mécano-soudées (métallurgie) Procédés de transformation (métallurgie) Techniques de construction aéronautique Technologie de la mécanique du bâtiment Programmes concernés BACC Chimie Génie des matériaux Génie des matériaux et de la métallurgie Génie des mines et de la minéralurgie Ingénierie de l'aluminium Secteurs d'intérêts Bâtiment et travaux publics Métallurgie Production manufacturière et équipement industriel Sciences et ingénierie Types de supports Texte Auteur Julie Trudel Lefebvre et Marc Michaud Informations techniques Support du matériel CD Imprimés Microsoft Word Langue Version Spécifications techniques requises Français 1.2 Informations légales Coût d'utilisation Droits d'auteur Oui Non 2
 1 bougie 1 aimant 1 lime à métaux Activité 3A 12 échantillons de soudage (1 à 12) Activité 3B 6 échantillons de soudage (A à")
90 Inventaire Activité 2 5 échantillons numérotés de métaux carrés (aluminium, laiton, acier, nickel et cuivre) 1 étoile à conduction (aluminium, laiton, acier, nickel et cuivre) 5 morceaux de cire 1 couteau à lame rétractable (Ex-Acto) 1 bougie 1 aimant 1 lime à métaux Activité 3A 12 échantillons de soudage (1 à 12) Activité 3B 6 échantillons de soudage (A à F)
PROCÉDÉS DE SOUDAGE (MANUELS ET SEMI- AUTOMATIQUES)
") Procédés de soudage (manuels et semi-automatiques) Chapitre 2 2 PROCÉDÉS DE SOUDAGE (MANUELS ET SEMI- AUTOMATIQUES) Les procédés de soudage présentés dans ce chapitre sont des procédés de soudage à l arc
Procédés de soudage (manuels et semi-automatiques) Chapitre 2 2 PROCÉDÉS DE SOUDAGE (MANUELS ET SEMI- AUTOMATIQUES) Les procédés de soudage présentés dans ce chapitre sont des procédés de soudage à l arc
LE CETIME votre partenaire pour le progrès et l innovation:
 1 www.cetime.ind.tn LE CETIME votre partenaire pour le progrès et l innovation: met à votre disposition des compétences et des moyens techniques pour vous assister dans vos démarches d innovation et d
1 www.cetime.ind.tn LE CETIME votre partenaire pour le progrès et l innovation: met à votre disposition des compétences et des moyens techniques pour vous assister dans vos démarches d innovation et d
La fabrication des objets techniques
 CHAPITRE 812 STE Questions 1 à 7, 9, 11, 14, A, B, D. Verdict 1 LES MATÉRIAUX DANS LES OBJETS TECHNIQUES (p. 386-390) 1. En fonction de leur utilisation, les objets techniques sont susceptibles de subir
CHAPITRE 812 STE Questions 1 à 7, 9, 11, 14, A, B, D. Verdict 1 LES MATÉRIAUX DANS LES OBJETS TECHNIQUES (p. 386-390) 1. En fonction de leur utilisation, les objets techniques sont susceptibles de subir
warrior PRET a TouT!
 warrior PRET a tout! Lancement du Warrior le nouveau générateur ESAB. Le Warrior est un générateur de soudage à la pointe de la technologie qui offre la capacité de décupler votre travail. Conçu en tenant
warrior PRET a tout! Lancement du Warrior le nouveau générateur ESAB. Le Warrior est un générateur de soudage à la pointe de la technologie qui offre la capacité de décupler votre travail. Conçu en tenant
INFO SOUDAGE LE SOUDAGE PAR FRICTION, UN PROCEDE DE SOUDAGE MULTIPLE ET INNOVATEUR
 LE SOUDAGE PAR FRICTION, UN PROCEDE DE SOUDAGE MULTIPLE ET INNOVATEUR PRINCIPE DE FONCTIONNEMENT, CLASSEMENT, APPLICATIONS & AVANTAGES Cet article passe en revue le principe de fonctionnement du soudage
LE SOUDAGE PAR FRICTION, UN PROCEDE DE SOUDAGE MULTIPLE ET INNOVATEUR PRINCIPE DE FONCTIONNEMENT, CLASSEMENT, APPLICATIONS & AVANTAGES Cet article passe en revue le principe de fonctionnement du soudage
DESCRIPTION DU CONCOURS QUÉBÉCOIS 2014 15 PLOMBERIE
 DESCRIPTION DU CONCOURS QUÉBÉCOIS 2014 15 PLOMBERIE 1. DESCRIPTION DU CONCOURS 1.1. But de l épreuve Évaluer les connaissances et les habiletés de la participante ou du participant dans l installation
DESCRIPTION DU CONCOURS QUÉBÉCOIS 2014 15 PLOMBERIE 1. DESCRIPTION DU CONCOURS 1.1. But de l épreuve Évaluer les connaissances et les habiletés de la participante ou du participant dans l installation
La présente fiche technique décrit les exigences auxquelles doit répondre le Système Barofor Round.
 1 Objet La présente fiche technique décrit les exigences auxquelles doit répondre le Système Barofor Round. Le système complet comprend les éléments suivants: Panneaux Poteaux Accessoires tels que fixations
1 Objet La présente fiche technique décrit les exigences auxquelles doit répondre le Système Barofor Round. Le système complet comprend les éléments suivants: Panneaux Poteaux Accessoires tels que fixations
Chapitre 1: Les métaux et leurs utilisations
 Chapitre 1: Les métaux et leurs utilisations 1. Depuis quand utilise-t-on les métaux? 1) Le seul métal qui existe à l état natif est l or. 2) Les métaux obtenus à partir de minerais sont l argent, le cuivre,
Chapitre 1: Les métaux et leurs utilisations 1. Depuis quand utilise-t-on les métaux? 1) Le seul métal qui existe à l état natif est l or. 2) Les métaux obtenus à partir de minerais sont l argent, le cuivre,
mécanique de machines fixes
 Une carrière en mécanique de machines fixes (opération et entretien de systèmes de ventilation/chauffage/climatisation de grands bâtiments) (ATE : 30% en entreprise)* Tu as le goût d'entretenir et d'utiliser
Une carrière en mécanique de machines fixes (opération et entretien de systèmes de ventilation/chauffage/climatisation de grands bâtiments) (ATE : 30% en entreprise)* Tu as le goût d'entretenir et d'utiliser
IR Temp 210. Thermomètre infrarouge. Des techniques sur mesure
 IR Temp 210 Thermomètre infrarouge Contenu 1. Spécifications...26 2. Touches et affichages...28 3. Utilisation...30 4. Entretien...31 5. Elimination des piles et de l appareil...31 6. Tableau de facteur
IR Temp 210 Thermomètre infrarouge Contenu 1. Spécifications...26 2. Touches et affichages...28 3. Utilisation...30 4. Entretien...31 5. Elimination des piles et de l appareil...31 6. Tableau de facteur
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE
 ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
ENCASTREZ UN EVIER ET POSEZ UN MITIGEUR A DOUCHETTE ETAPE 1 LE PLAN DE TRAVAIL 1.a Repères Repères Mettez en place provisoirement le plan de travail et tracez au crayon effaçable deux repères qui correspondent
INSTRUCTIONS D INSTALLATION MODÈLE 300521
 INSTRUCTIONS D INSTALLATION MODÈLE 300521 WWW.BURCAM.COM 2190 Boul. Dagenais Ouest LAVAL (QUEBEC) CANADA H7L 5X9 TÉL: 514.337.4415 FAX: 514.337.4029 [email protected] Votre pompe a été soigneusement emballée
INSTRUCTIONS D INSTALLATION MODÈLE 300521 WWW.BURCAM.COM 2190 Boul. Dagenais Ouest LAVAL (QUEBEC) CANADA H7L 5X9 TÉL: 514.337.4415 FAX: 514.337.4029 [email protected] Votre pompe a été soigneusement emballée
PLOMBIER. Liste des domaines étudiés Listes des produits Liste des produits avec nom d usage
 Répertoire des activités de travail exposant aux cancérogènes GISCOP93 Université Paris 13 (Bobigny) plombierv2 Page 1 sur 9 PLOMBIER Liste des domaines étudiés Listes des produits Liste des produits avec
Répertoire des activités de travail exposant aux cancérogènes GISCOP93 Université Paris 13 (Bobigny) plombierv2 Page 1 sur 9 PLOMBIER Liste des domaines étudiés Listes des produits Liste des produits avec
La soudure à l arc. électrique. Jean-Claude Guichard. Groupe Eyrolles, 2006, ISBN : 2-212-11913-5
 La soudure à l arc électrique Jean-Claude Guichard Groupe Eyrolles, 2006, ISBN : 2-212-11913-5 INITIATION À LA SOUDURE 14 1-PRINCIPES DE BASE.............................. 16 LA SOUDABILITÉ DES ACIERS.........................................
La soudure à l arc électrique Jean-Claude Guichard Groupe Eyrolles, 2006, ISBN : 2-212-11913-5 INITIATION À LA SOUDURE 14 1-PRINCIPES DE BASE.............................. 16 LA SOUDABILITÉ DES ACIERS.........................................
5-1/4" 5-1/4" 5/8" 2-1/2" 3/4" Ligne A. Figure 1. Ligne B. Ligne C. Entaille 1-1/2" Figure 2
 Ligne A Ray Catcher Sprint Deluxe Power Pak Guide de l étudiant Matériaux Vous aurez besoin des items ci-dessous pour créer votre voiture solaire. Donc, avant de débuter, prenez le temps de voir si tout
Ligne A Ray Catcher Sprint Deluxe Power Pak Guide de l étudiant Matériaux Vous aurez besoin des items ci-dessous pour créer votre voiture solaire. Donc, avant de débuter, prenez le temps de voir si tout
Eau chaude sanitaire FICHE TECHNIQUE
 FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
FICHE TECHNIQUE Eau chaude sanitaire 2 5 6 6 CONNAÎTRE > Les besoins d eau chaude sanitaire > Les modes de production > La qualité de l eau > Les réseaux de distribution > La température de l eau REGARDER
Haute Ecole de la Ville de Liège. Institut Supérieur d Enseignement Technologique.
 Haute Ecole de la Ville de Liège. Institut Supérieur d Enseignement Technologique. Laboratoire Electronique Méthodologie. Jamart Jean-François. - 1 - La fabrication d un circuit imprimé. SOMMAIRE Introduction
Haute Ecole de la Ville de Liège. Institut Supérieur d Enseignement Technologique. Laboratoire Electronique Méthodologie. Jamart Jean-François. - 1 - La fabrication d un circuit imprimé. SOMMAIRE Introduction
LA MAIN A LA PATE L électricité Cycle 3 L électricité.
 LA MAIN A LA PATE L électricité Cycle 3 v L électricité. L électricité cycle 3 - doc Ecole des Mines de Nantes 1 LA MAIN A LA PATE L électricité Cycle 3 v L'électricité. PROGRESSION GENERALE Séance n 1
LA MAIN A LA PATE L électricité Cycle 3 v L électricité. L électricité cycle 3 - doc Ecole des Mines de Nantes 1 LA MAIN A LA PATE L électricité Cycle 3 v L'électricité. PROGRESSION GENERALE Séance n 1
SOUDAGE SANS PLOMB TEST DE CERTIFICATION DE FORMATION (DVD-FR45C)
") Ce test comprend vingt questions à choix multiples. Toutes les questions sont retenues de la vidéo: Soudage Manuel Sans Plomb, DVD-FR45C. Chaque question n a seulement qu une réponse la plus correcte.
Ce test comprend vingt questions à choix multiples. Toutes les questions sont retenues de la vidéo: Soudage Manuel Sans Plomb, DVD-FR45C. Chaque question n a seulement qu une réponse la plus correcte.
BALAIS Moteur (charbons)
") BALAIS Moteur (charbons) 1/ Rôle a) Pour les machines électriques comportant des bagues (alternateur moteur asynchrone) : moteur universel Les balais doivent maintenir un contact constant avec la bague
BALAIS Moteur (charbons) 1/ Rôle a) Pour les machines électriques comportant des bagues (alternateur moteur asynchrone) : moteur universel Les balais doivent maintenir un contact constant avec la bague
Caractérisation de défauts par Magnétoscopie, Ressuage, Courants de Foucault
 Page 1 25 octobre 2012 Journée «Contrôle non destructif et caractérisation de défauts» Caractérisation de défauts par Magnétoscopie, Ressuage, Courants de Foucault Henri Walaszek [email protected] Tel 0344673324
Page 1 25 octobre 2012 Journée «Contrôle non destructif et caractérisation de défauts» Caractérisation de défauts par Magnétoscopie, Ressuage, Courants de Foucault Henri Walaszek [email protected] Tel 0344673324
Marquage laser des métaux
 62 Colorer Marquage laser des métaux TherMark Produit à base aqueuse pour un nettoyage rapide. Appliquer une fine couche de produit sur le métal, laisser sécher moins de 2 minutes et graver au laser. L
62 Colorer Marquage laser des métaux TherMark Produit à base aqueuse pour un nettoyage rapide. Appliquer une fine couche de produit sur le métal, laisser sécher moins de 2 minutes et graver au laser. L
L ÉNERGIE C EST QUOI?
 L ÉNERGIE C EST QUOI? L énergie c est la vie! Pourquoi à chaque fois qu on fait quelque chose on dit qu on a besoin d énergie? Parce que l énergie est à l origine de tout! Rien ne peut se faire sans elle.
L ÉNERGIE C EST QUOI? L énergie c est la vie! Pourquoi à chaque fois qu on fait quelque chose on dit qu on a besoin d énergie? Parce que l énergie est à l origine de tout! Rien ne peut se faire sans elle.
Plaques CDP CastoDur Diamond Plates
 Pièces et solutions de surfaçage Plaques CDP CastoDur Diamond Plates Des performances durables... Plus fort, avec Castolin Eutectic Une protection active contre l abrasion et l érosion Réduire les coûts
Pièces et solutions de surfaçage Plaques CDP CastoDur Diamond Plates Des performances durables... Plus fort, avec Castolin Eutectic Une protection active contre l abrasion et l érosion Réduire les coûts
FICHE TECHNIQUE POSTE METALLIQUE
 CEL FRANCE Sarl au capital de 40 000E RC Alès 97RM 300 SIRET 410 748 875 00011 TVA CEE FR56410748875 NAF 316D Tableaux HTA Transformateur HTA Postes de transformation TGBT Disjoncteur BT www.cel france.com
CEL FRANCE Sarl au capital de 40 000E RC Alès 97RM 300 SIRET 410 748 875 00011 TVA CEE FR56410748875 NAF 316D Tableaux HTA Transformateur HTA Postes de transformation TGBT Disjoncteur BT www.cel france.com
les escaliers La pose Guide d installation pour bricoleurs Préparation des outils Prêt à installer Moulé à votre style de vie
 les escaliers La pose Guide d installation pour bricoleurs Préparation des outils Prêt à installer Moulé à votre style de vie Guide d installation d un escalier pour bricoleurs L escalier représente souvent
les escaliers La pose Guide d installation pour bricoleurs Préparation des outils Prêt à installer Moulé à votre style de vie Guide d installation d un escalier pour bricoleurs L escalier représente souvent
Qu est-ce que l acier inoxydable? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Qu est-ce que l acier inoxydable? Alliage de fer comportant 10,5 % de chrome et 1,2 % de carbone nécessaires pour garantir la formation d une couche de surface auto-régénérante (couche
Cr > 10,5% C < 1,2% Qu est-ce que l acier inoxydable? Alliage de fer comportant 10,5 % de chrome et 1,2 % de carbone nécessaires pour garantir la formation d une couche de surface auto-régénérante (couche
Systèmes d aspiration pour plan de travail
 Systèmes d aspiration pour plan de travail Les systèmes d aspiration Nederman pour plan de travail peuvent être utilisés dans tout type d environnement en partant des postes d assemblage où des fumées
Systèmes d aspiration pour plan de travail Les systèmes d aspiration Nederman pour plan de travail peuvent être utilisés dans tout type d environnement en partant des postes d assemblage où des fumées
O v e r a l l e x p e r t i s e i n t h e m a i n t e n a n c e o f p l a t e s h e a t e x c h a n g e r s
 Expertise globale de la maintenance des échangeurs thermiques à plaques O v e r a l l e x p e r t i s e i n t h e m a i n t e n a n c e o f p l a t e s h e a t e x c h a n g e r s LE CENTRE DE MAINTENANCE
Expertise globale de la maintenance des échangeurs thermiques à plaques O v e r a l l e x p e r t i s e i n t h e m a i n t e n a n c e o f p l a t e s h e a t e x c h a n g e r s LE CENTRE DE MAINTENANCE
Le polissage par laser
 B U L L E T I N T E C H N I Q U E N 4 1 B U L L E T I N T E C H N I Q U E N 4 1 Le polissage par laser Contexte Un traitement de surface est généralement réalisé dans le but d améliorer les caractéristiques
B U L L E T I N T E C H N I Q U E N 4 1 B U L L E T I N T E C H N I Q U E N 4 1 Le polissage par laser Contexte Un traitement de surface est généralement réalisé dans le but d améliorer les caractéristiques
Colle époxydique multi usages, à 2 composants
 Notice Produit Edition 20 01 2014 Numéro 9.11 Version n 2013-310 01 04 02 03 001 0 000144 Colle époxydique multi usages, à 2 composants Description est une colle structurale thixotrope à 2 composants,
Notice Produit Edition 20 01 2014 Numéro 9.11 Version n 2013-310 01 04 02 03 001 0 000144 Colle époxydique multi usages, à 2 composants Description est une colle structurale thixotrope à 2 composants,
On peut être «lourd» et agile!
 éditorial Traitements & Matériaux 412 Octobre - Novembre 2011 3 On peut être «lourd» et agile! La métallurgie est considérée comme une industrie «lourde», les traitements thermiques comme de «vieux» procédés,
éditorial Traitements & Matériaux 412 Octobre - Novembre 2011 3 On peut être «lourd» et agile! La métallurgie est considérée comme une industrie «lourde», les traitements thermiques comme de «vieux» procédés,
pro-part Ficha técnica Applications recommandées Matériaux Supports
 Ficha técnica pro-part Profilé décoratif pour revêtements céramiques, permet de remplacer la traditionnelle frise décorative en céramique. Convient à la finition des angles et des transitions entre carreaux
Ficha técnica pro-part Profilé décoratif pour revêtements céramiques, permet de remplacer la traditionnelle frise décorative en céramique. Convient à la finition des angles et des transitions entre carreaux
Normes CE Equipements de Protection Individuelle
 E. P. I D O C U M E N T D I N F O R M A T I O N Normes CE Equipements de Protection Individuelle Normes CE EQUIPEMENTS DE PROTECTION INDIVIDUELLE Définitions : E.P.I : Tout dispositif ou moyen destiné
E. P. I D O C U M E N T D I N F O R M A T I O N Normes CE Equipements de Protection Individuelle Normes CE EQUIPEMENTS DE PROTECTION INDIVIDUELLE Définitions : E.P.I : Tout dispositif ou moyen destiné
Choix multiples : Inscrire la lettre correspondant à la bonne réponse sur le tiret. (10 pts)
") SNC1D test d électricité Nom : Connaissance et Habiletés de la pensée compréhension (CC) (HP) Communication (Com) Mise en application (MA) 35 % 30 % 15 % 20 % /42 /31 grille /19 Dans tout le test, les
SNC1D test d électricité Nom : Connaissance et Habiletés de la pensée compréhension (CC) (HP) Communication (Com) Mise en application (MA) 35 % 30 % 15 % 20 % /42 /31 grille /19 Dans tout le test, les
Contrôle Non Destructif C.N.D.
 Contrôle Non Destructif C.N.D. 16 Principales techniques Particules magnétiques Pénétrants 7% Autres 7% 6% Ultrasons 30% Objets divers Pétrochimique 15% 10% Aérospatial 25% Courants de Foucault 10% Autres
Contrôle Non Destructif C.N.D. 16 Principales techniques Particules magnétiques Pénétrants 7% Autres 7% 6% Ultrasons 30% Objets divers Pétrochimique 15% 10% Aérospatial 25% Courants de Foucault 10% Autres
Projet personnel d orientation (PPO)
") OUTIL D EXPÉRIMENTATION Techniques d usinage (machiniste) et serrurerie D. Labrecque, 2009 Projet personnel d orientation (PPO) Guide des activités Les informations contenues dans ces guides d activités
OUTIL D EXPÉRIMENTATION Techniques d usinage (machiniste) et serrurerie D. Labrecque, 2009 Projet personnel d orientation (PPO) Guide des activités Les informations contenues dans ces guides d activités
JOURNEE TECHNIQUE AFIAP du 15 Mai 2014
 JOURNEE TECHNIQUE AFIAP du 15 Mai 2014 Introduction des méthodes CND innovantes au service de la Catherine HERVE; Henri WALASZEK; Mohammed CHERFAOUI CETIM Page 1 Plan de la présentation Les méthodes CND
JOURNEE TECHNIQUE AFIAP du 15 Mai 2014 Introduction des méthodes CND innovantes au service de la Catherine HERVE; Henri WALASZEK; Mohammed CHERFAOUI CETIM Page 1 Plan de la présentation Les méthodes CND
Alfa Laval échangeurs de chaleur spiralés. La solution à tous les besoins de transfert de chaleur
 Alfa Laval échangeurs de chaleur spiralés La solution à tous les besoins de transfert de chaleur L idée des échangeurs de chaleur spiralés n est pas nouvelle, mais Alfa Laval en a amélioré sa conception.
Alfa Laval échangeurs de chaleur spiralés La solution à tous les besoins de transfert de chaleur L idée des échangeurs de chaleur spiralés n est pas nouvelle, mais Alfa Laval en a amélioré sa conception.
Application à l astrophysique ACTIVITE
 Application à l astrophysique Seconde ACTIVITE I ) But : Le but de l activité est de donner quelques exemples d'utilisations pratiques de l analyse spectrale permettant de connaître un peu mieux les étoiles.
Application à l astrophysique Seconde ACTIVITE I ) But : Le but de l activité est de donner quelques exemples d'utilisations pratiques de l analyse spectrale permettant de connaître un peu mieux les étoiles.
Chapitre 02. La lumière des étoiles. Exercices :
 Chapitre 02 La lumière des étoiles. I- Lumière monochromatique et lumière polychromatique. )- Expérience de Newton (642 727). 2)- Expérience avec la lumière émise par un Laser. 3)- Radiation et longueur
Chapitre 02 La lumière des étoiles. I- Lumière monochromatique et lumière polychromatique. )- Expérience de Newton (642 727). 2)- Expérience avec la lumière émise par un Laser. 3)- Radiation et longueur
30ème Concours «Un des Meilleurs Apprentis de France» Session : 2015. Promotion : Monsieur Bernard WERNER INSTALLATEUR THERMIQUE
 SOCIETE NATIONALE DES MEILLEURS OUVRIERS DE FRANCE Organisatrice du concours national «Un des Meilleurs Apprentis de France» 16 rue Saint-Nicolas 75012 PARIS Tél. : 01 43 42 33 02 Mail : [email protected]
SOCIETE NATIONALE DES MEILLEURS OUVRIERS DE FRANCE Organisatrice du concours national «Un des Meilleurs Apprentis de France» 16 rue Saint-Nicolas 75012 PARIS Tél. : 01 43 42 33 02 Mail : [email protected]
Le confort de l eau chaude sanitaire. Gamme complète certifiée ACS pour le traitement de l eau chaude sanitaire
 Le confort de l eau chaude sanitaire Gamme complète certifiée ACS pour le traitement de l eau chaude sanitaire Attestation de Conformité Sanitaire Afi n de réduire les quantités de matières toxiques pouvant
Le confort de l eau chaude sanitaire Gamme complète certifiée ACS pour le traitement de l eau chaude sanitaire Attestation de Conformité Sanitaire Afi n de réduire les quantités de matières toxiques pouvant
Prévention. pour le soudage et le coupage. Guide. Deuxième édition. Caroline Godin. Pantone 541 trame: 40% CMYK 100-57-0-38, trame: 40-23-0-15
 Deuxième édition Guide Prévention Caroline Godin pour le soudage et le coupage Pantone 541 trame: 40% CMYK 100-57-0-38, trame: 40-23-0-15 Deuxième édition Guide Prévention Caroline Godin pour le soudage
Deuxième édition Guide Prévention Caroline Godin pour le soudage et le coupage Pantone 541 trame: 40% CMYK 100-57-0-38, trame: 40-23-0-15 Deuxième édition Guide Prévention Caroline Godin pour le soudage
L École nationale des pompiers du Québec. Dans le cadre de son programme de formation Pompier I
 L École nationale des pompiers du Québec Dans le cadre de son programme de formation Pompier I QUATRIÈME ÉDITION MANUEL DE LUTTE CONTRE L INCENDIE EXPOSÉ DU PROGRAMME D ÉTUDES POMPIER 1 SUJET 4 Énergie
L École nationale des pompiers du Québec Dans le cadre de son programme de formation Pompier I QUATRIÈME ÉDITION MANUEL DE LUTTE CONTRE L INCENDIE EXPOSÉ DU PROGRAMME D ÉTUDES POMPIER 1 SUJET 4 Énergie
Défi 1 Qu est-ce que l électricité statique?
 Défi 1 Qu estce que l électricité statique? Frotte un ballon de baudruche contre la laine ou tes cheveux et approchele des morceaux de papier. Décris ce que tu constates : Fiche professeur Après avoir
Défi 1 Qu estce que l électricité statique? Frotte un ballon de baudruche contre la laine ou tes cheveux et approchele des morceaux de papier. Décris ce que tu constates : Fiche professeur Après avoir
Linum LN150 / LN250 STOCKAGE DISTRIBUTION. Rayonnages hygiéniques. Aluminium anodisé ou acier inoxydable 18/10 E-33
 Linum LN10 / LN0 Aluminium anodisé ou acier inoxydable 1/10 LINUM LN: finitions qualite alimentaire LN10: aluminium anodisé ALMG (1 micron) LN0: acier inoxydable 1/10 - AISI 0 Grilles ou étagères pleines
Linum LN10 / LN0 Aluminium anodisé ou acier inoxydable 1/10 LINUM LN: finitions qualite alimentaire LN10: aluminium anodisé ALMG (1 micron) LN0: acier inoxydable 1/10 - AISI 0 Grilles ou étagères pleines
PERMA FRANCE S.A.S. Un partenariat unique depuis plus de 30 ans
 FRANCE S.A.S. Un partenariat unique depuis plus de 30 ans La référence du soudage spécialisé Nos atouts Nos compétences en soudage, diagnostique et mise en chantier des applications Nos pôles de formation
FRANCE S.A.S. Un partenariat unique depuis plus de 30 ans La référence du soudage spécialisé Nos atouts Nos compétences en soudage, diagnostique et mise en chantier des applications Nos pôles de formation
EMBALLAGE ALIMENTAIRE
 EMBALLAGE ALIMENTAIRE QUALITÉ SANS COMPROMIS EMBALLEUSES SOUS VIDE DE TABLE MODÈLES 250 300 300D 350 350D 380 380T P2 OPERCULEUSES MODÈLES TS-15 TS-30 TS-70-2 TS-70-3 P16 EMBALLEUSES SOUS VIDE Simple chambre
EMBALLAGE ALIMENTAIRE QUALITÉ SANS COMPROMIS EMBALLEUSES SOUS VIDE DE TABLE MODÈLES 250 300 300D 350 350D 380 380T P2 OPERCULEUSES MODÈLES TS-15 TS-30 TS-70-2 TS-70-3 P16 EMBALLEUSES SOUS VIDE Simple chambre
FICHE TECHNIQUE. Vancouver, C.- B. 1 er avril 2013
 FICHE TECHNIQUE Année de compétition Endroit Numéro de concours Nom du métier Niveaux 2013 Vancouver, C.- B. 15 Plomberie Postsecondaire 1. INTRODUCTION 1.1 But de l épreuve. Évaluer les connaissances
FICHE TECHNIQUE Année de compétition Endroit Numéro de concours Nom du métier Niveaux 2013 Vancouver, C.- B. 15 Plomberie Postsecondaire 1. INTRODUCTION 1.1 But de l épreuve. Évaluer les connaissances
DELTA. Technologie XRF portable pour les applications PMI
 Analyseur à fluorescence X DELTA Technologie XRF portable pour les applications PMI Identification des métaux et des alliages Contrôle et assurance qualité Sécurité et entretien Analyse exceptionnelle
Analyseur à fluorescence X DELTA Technologie XRF portable pour les applications PMI Identification des métaux et des alliages Contrôle et assurance qualité Sécurité et entretien Analyse exceptionnelle
Comment procéder : 9 étapes simples pour installer un plan de travail préformé
 Comment procéder : 9 étapes simples pour installer un plan de travail préformé L'installation de votre propre plan de travail vous donne l'opportunité de vous exprimer et d'économiser de l'argent. Pour
Comment procéder : 9 étapes simples pour installer un plan de travail préformé L'installation de votre propre plan de travail vous donne l'opportunité de vous exprimer et d'économiser de l'argent. Pour
Comment créer votre propre lampes LED
 Comment créer votre propre lampes LED Intro Un tutorial pour faire fabriqué des ampoules LED comme à l usine. Après de nombreuses tentatives pour faire toutes sortes de conversions LED, j ai enfin trouvé
Comment créer votre propre lampes LED Intro Un tutorial pour faire fabriqué des ampoules LED comme à l usine. Après de nombreuses tentatives pour faire toutes sortes de conversions LED, j ai enfin trouvé
CIRCUITS DE PUISSANCE PNEUMATIQUES
 V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
V ACTIONNEURS PNEUMATIQUES : 51 Généralités : Ils peuvent soulever, pousser, tirer, serrer, tourner, bloquer, percuter, abloquer, etc. Leur classification tient compte de la nature du fluide (pneumatique
Nom du distributeur Adresse du distributeur
 Adresse du distributeur Numéro de licence R.B.Q. : MANUEL DE CONTROLE DE LA QUALITÉ Pour la vérification de l installation initiale et le contrôle de la corrosion de réservoir de propane sous terre conformément
Adresse du distributeur Numéro de licence R.B.Q. : MANUEL DE CONTROLE DE LA QUALITÉ Pour la vérification de l installation initiale et le contrôle de la corrosion de réservoir de propane sous terre conformément
N 15 PLOMBERIE /CHAUFFAGE SUJET
 PLOMBERIE /CHAUFFAGE SUJET Sélections régionales 2012 SOMMAIRE A. Explication du sujet... 3/4 B. Déroulement du concours... 5 C. Matériaux et consommables... 6/7 D. Caisse à outils... 8 E. Barème de correction...
PLOMBERIE /CHAUFFAGE SUJET Sélections régionales 2012 SOMMAIRE A. Explication du sujet... 3/4 B. Déroulement du concours... 5 C. Matériaux et consommables... 6/7 D. Caisse à outils... 8 E. Barème de correction...
RELEVE D ETAT DU PONT DES GRANDS-CRÊTS. On a procédé une auscultation visuelle entre le 23 et le 29 mars 2007.
 RELEVE D ETAT DU PONT DES GRANDS-CRÊTS On a procédé une auscultation visuelle entre le 23 et le 29 mars 2007. Pour mieux comprendre les résultats ici une petit plan où il y a signalées les différentes
RELEVE D ETAT DU PONT DES GRANDS-CRÊTS On a procédé une auscultation visuelle entre le 23 et le 29 mars 2007. Pour mieux comprendre les résultats ici une petit plan où il y a signalées les différentes
Construisons en aluminium pour les générations futures
 Construisons en aluminium pour les générations futures La Haute Qualité Environnementale avec l aluminium Les qualités de l aluminium (résistance, légèreté, malléabilité, recyclabilité ) répondent aux
Construisons en aluminium pour les générations futures La Haute Qualité Environnementale avec l aluminium Les qualités de l aluminium (résistance, légèreté, malléabilité, recyclabilité ) répondent aux
Chauffage par induction
 Guide Power Quality Section 7: Efficacité Energétique www.leonardo-energy.org/france Edition Août 2007 Chauffage par induction Jean Callebaut, Laborelec Décembre 2006 1 Introduction... 3 2 Principes physiques...
Guide Power Quality Section 7: Efficacité Energétique www.leonardo-energy.org/france Edition Août 2007 Chauffage par induction Jean Callebaut, Laborelec Décembre 2006 1 Introduction... 3 2 Principes physiques...
Comprendre l Univers grâce aux messages de la lumière
 Seconde / P4 Comprendre l Univers grâce aux messages de la lumière 1/ EXPLORATION DE L UNIVERS Dans notre environnement quotidien, les dimensions, les distances sont à l échelle humaine : quelques mètres,
Seconde / P4 Comprendre l Univers grâce aux messages de la lumière 1/ EXPLORATION DE L UNIVERS Dans notre environnement quotidien, les dimensions, les distances sont à l échelle humaine : quelques mètres,
Dalle Activ Kerkstoel Activation du noyau de béton
 Dalle Activ Kerkstoel Activation du noyau de béton Basé sur l expérience, piloté par l innovation L activation du noyau de béton : un système bien conçu, économe et durable. Construire selon ce principe,
Dalle Activ Kerkstoel Activation du noyau de béton Basé sur l expérience, piloté par l innovation L activation du noyau de béton : un système bien conçu, économe et durable. Construire selon ce principe,
Mario Geiger octobre 08 ÉVAPORATION SOUS VIDE
 ÉVAPORATION SOUS VIDE 1 I SOMMAIRE I Sommaire... 2 II Évaporation sous vide... 3 III Description de l installation... 5 IV Travail pratique... 6 But du travail... 6 Principe... 6 Matériel... 6 Méthodes...
ÉVAPORATION SOUS VIDE 1 I SOMMAIRE I Sommaire... 2 II Évaporation sous vide... 3 III Description de l installation... 5 IV Travail pratique... 6 But du travail... 6 Principe... 6 Matériel... 6 Méthodes...
LES RÉPLIQUES MÉTALLOGRAPHIQUES
 CONGRÈS MATÉRIAUX 2014 Colloque 6 «Corrosion, vieillissement, durabilité, endommagement» LES RÉPLIQUES MÉTALLOGRAPHIQUES Une méthode non destructive pour contrôler le vieillissement et l endommagement
CONGRÈS MATÉRIAUX 2014 Colloque 6 «Corrosion, vieillissement, durabilité, endommagement» LES RÉPLIQUES MÉTALLOGRAPHIQUES Une méthode non destructive pour contrôler le vieillissement et l endommagement
PROGRAMME D HABILETÉS EN FAUTEUIL ROULANT (WSP-F)
") PROGRAMME D HABILETÉS EN FAUTEUIL ROULANT (WSP-F) LIGNES DIRECTRICES POUR LE PARCOURS À OBSTACLES VERSION 4.1 CANADIENNE-FRANÇAISE Les activités d entraînement et d évaluation du WSP-F 4.1 peuvent se dérouler
PROGRAMME D HABILETÉS EN FAUTEUIL ROULANT (WSP-F) LIGNES DIRECTRICES POUR LE PARCOURS À OBSTACLES VERSION 4.1 CANADIENNE-FRANÇAISE Les activités d entraînement et d évaluation du WSP-F 4.1 peuvent se dérouler
Prestations de services d application Solutions pour vos besoins en réparation des surfaces
 Prestations de services d application Solutions pour vos besoins en réparation des surfaces Henkel Votre partenaire en solutions de réparation des surfaces Grâce à de nombreuses années d expérience dans
Prestations de services d application Solutions pour vos besoins en réparation des surfaces Henkel Votre partenaire en solutions de réparation des surfaces Grâce à de nombreuses années d expérience dans
Sommaire ... PRESENTATION ... AGENCEMENT ... CLOISONS - PORTES ... ECLAIRAGE - DÉCORATION ... REVÊTEMENT ... RÉSINE DE SYNTHÈSE ...
 d e n t a i r e e t m é d i c a l d e n t a i r e e t m é d i c a l Sommaire 4 5 6 7 8 9... PRESENTATION... AGENCEMENT... CLOISONS - PORTES 10 11... ECLAIRAGE - DÉCORATION 12 13... REVÊTEMENT 14 15...
d e n t a i r e e t m é d i c a l d e n t a i r e e t m é d i c a l Sommaire 4 5 6 7 8 9... PRESENTATION... AGENCEMENT... CLOISONS - PORTES 10 11... ECLAIRAGE - DÉCORATION 12 13... REVÊTEMENT 14 15...
Manuel de l utilisateur
 Manuel de l utilisateur Borne de recharge de niveau 2 pour véhicule électrique EVC30T/EVC30T-IN ELMEC inc. JUIN 2014 (REV8) Table des matières 1 Aperçu... 2 2 Liste des pièces... 3 3 Spécifications...
Manuel de l utilisateur Borne de recharge de niveau 2 pour véhicule électrique EVC30T/EVC30T-IN ELMEC inc. JUIN 2014 (REV8) Table des matières 1 Aperçu... 2 2 Liste des pièces... 3 3 Spécifications...
CLEANassist Emballage
 Emballage Dans la zone d emballage, il est important de vérifier exactement l état et la fonctionnalité des instruments, car ce sont les conditions fondamentales pour la réussite d une opération. Il est
Emballage Dans la zone d emballage, il est important de vérifier exactement l état et la fonctionnalité des instruments, car ce sont les conditions fondamentales pour la réussite d une opération. Il est
Périodiquement, nettoyer les surfaces de l unité pour les maintenir dans une condition sanitaire et ce, aussi souvent que nécessaire.
 Périodiquement, nettoyer les surfaces de l unité pour les maintenir dans une condition sanitaire et ce, aussi souvent que nécessaire. Laver les surfaces à l aide d une solution d eau tiède et de savon,
Périodiquement, nettoyer les surfaces de l unité pour les maintenir dans une condition sanitaire et ce, aussi souvent que nécessaire. Laver les surfaces à l aide d une solution d eau tiède et de savon,
GUIDE DES FORMATIONS. Ce qui nous lie nous rend plus forts. > Agents de maîtrise. > Techniciens. > Ingénieurs. www.isgroupe.com
 2011 GUIDE DES > Inspecteurs > Contrôleurs > Soudeurs > Braseurs > Agents de maîtrise > Techniciens > Ingénieurs www.isgroupe.com Ce qui nous lie nous rend plus forts Éditorial La compétence de vos équipes
2011 GUIDE DES > Inspecteurs > Contrôleurs > Soudeurs > Braseurs > Agents de maîtrise > Techniciens > Ingénieurs www.isgroupe.com Ce qui nous lie nous rend plus forts Éditorial La compétence de vos équipes
Lampes à DEL EcoShine II Plus
 Lampes à DEL EcoShine II Plus LAMPES POUR TABLETTE, RAIL et PAVILLON POUR COMPTOIRS MULTI-NIVEAUX, LIBRE-SERVICE ET DE PRODUITS SPÉCIALISÉS Une efficacité d éclairage maximale dans la vente d aliments
Lampes à DEL EcoShine II Plus LAMPES POUR TABLETTE, RAIL et PAVILLON POUR COMPTOIRS MULTI-NIVEAUX, LIBRE-SERVICE ET DE PRODUITS SPÉCIALISÉS Une efficacité d éclairage maximale dans la vente d aliments
Guide d Installation pour Plomberie de Piscine Hors Terre
 Guide d Installation pour Plomberie de Piscine Hors Terre Table des Matières Page 1... Pièces et Outils Requissent Page 2... Instruction de Remplissage Page 3... Installation de l Écumoire Page 4... Installation
Guide d Installation pour Plomberie de Piscine Hors Terre Table des Matières Page 1... Pièces et Outils Requissent Page 2... Instruction de Remplissage Page 3... Installation de l Écumoire Page 4... Installation
www.forex.eu MADE IN SWITZERLAND.
 MADE IN SWITZERLAND. Airex AG, fondé en 1956, est leader dans le secteur du plastique expansé grâce à des innovations ciblées. En plus des fabrications de solutions techniques pour l industrie, Airex AG
MADE IN SWITZERLAND. Airex AG, fondé en 1956, est leader dans le secteur du plastique expansé grâce à des innovations ciblées. En plus des fabrications de solutions techniques pour l industrie, Airex AG
De la soudure à la carrosserie
 De la soudure à la carrosserie Les métiers du travail des métaux et de la fonderie incluent la métallurgie et la fabrication de machines. Ils sont aussi pratiqués dans le commerce et la réparation automobile,
De la soudure à la carrosserie Les métiers du travail des métaux et de la fonderie incluent la métallurgie et la fabrication de machines. Ils sont aussi pratiqués dans le commerce et la réparation automobile,
Électromécanique de systèmes automatisés
 Électromécanique de systèmes automatisés Formation professionnelle www.cfplevis.qc.ca Élève d un jour Inscription en ligne www.formationprofessionnelle.org Électromécanique de systèmes automatisés (5281)
Électromécanique de systèmes automatisés Formation professionnelle www.cfplevis.qc.ca Élève d un jour Inscription en ligne www.formationprofessionnelle.org Électromécanique de systèmes automatisés (5281)
Module 3 : L électricité
 Sciences 9 e année Nom : Classe : Module 3 : L électricité Partie 1 : Électricité statique et courant électrique (chapitre 7 et début du chapitre 8) 1. L électrostatique a. Les charges et les décharges
Sciences 9 e année Nom : Classe : Module 3 : L électricité Partie 1 : Électricité statique et courant électrique (chapitre 7 et début du chapitre 8) 1. L électrostatique a. Les charges et les décharges
Sommaire buses. Buses
 Sommaire buses Buses Pour tous types de machines hautes pression Pour des canalisations jusqu au Ø 600 mm Efficacité maximale Pour toutes sortes d obstruction Radiales ou rotatives Avec ou sans jet avant
Sommaire buses Buses Pour tous types de machines hautes pression Pour des canalisations jusqu au Ø 600 mm Efficacité maximale Pour toutes sortes d obstruction Radiales ou rotatives Avec ou sans jet avant
GUIDE D'INSTALLATION. Lave-Vaisselle
 GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1/ CONSIGNES DE SECURITE Avertissements importants 03 2/ INSTALLATION DE VOTRE LAVE-VAISSELLE Appareil non encastré 04 Appareil encastré 04 Appareil encastré
GUIDE D'INSTALLATION Lave-Vaisselle SOMMAIRE 1/ CONSIGNES DE SECURITE Avertissements importants 03 2/ INSTALLATION DE VOTRE LAVE-VAISSELLE Appareil non encastré 04 Appareil encastré 04 Appareil encastré
COMMENT RESOUDRE LES PROBLEMES DE VIBRATION DE L ESSIEU AVANT SUR LES TOYOTA MODELE HZJ
 COMMENT RESOUDRE LES PROBLEMES DE VIBRATION DE L ESSIEU AVANT SUR LES TOYOTA MODELE HZJ 75? (valable également pour le modèle Hi-Lux équipé de lames de ressort à l avant) Christophe Humbert * Octobre 2002
COMMENT RESOUDRE LES PROBLEMES DE VIBRATION DE L ESSIEU AVANT SUR LES TOYOTA MODELE HZJ 75? (valable également pour le modèle Hi-Lux équipé de lames de ressort à l avant) Christophe Humbert * Octobre 2002
Infolettre #18 : Les graphiques avec Excel 2010
 Infolettre #18 : Les graphiques avec Excel 2010 Table des matières Introduction... 1 Hourra! Le retour du double-clic... 1 Modifier le graphique... 4 Onglet Création... 4 L onglet Disposition... 7 Onglet
Infolettre #18 : Les graphiques avec Excel 2010 Table des matières Introduction... 1 Hourra! Le retour du double-clic... 1 Modifier le graphique... 4 Onglet Création... 4 L onglet Disposition... 7 Onglet
Système multicouche raccords à sertir et tubes
 Système multicouche raccords à sertir et tubes 4BONNES RAISONS DE CHOISIR LES SOLUTIONS 4GAMMES COMPLÉMENTAIRES 1 L EFFICACITÉ : pour répondre à toutes les configurations Avec les solutions multiconnect,
Système multicouche raccords à sertir et tubes 4BONNES RAISONS DE CHOISIR LES SOLUTIONS 4GAMMES COMPLÉMENTAIRES 1 L EFFICACITÉ : pour répondre à toutes les configurations Avec les solutions multiconnect,
Carré parfait et son côté
 LE NOMBRE Carré parfait et son côté Résultat d apprentissage Description 8 e année, Le nombre, n 1 Démontrer une compréhension des carrés parfaits et des racines carrées (se limitant aux nombres entiers
LE NOMBRE Carré parfait et son côté Résultat d apprentissage Description 8 e année, Le nombre, n 1 Démontrer une compréhension des carrés parfaits et des racines carrées (se limitant aux nombres entiers
Matériaux : Métaux, Plastiques, Papier
 Matériaux : Métaux, Plastiques, Papier s proposées : CAP Composites Plastiques Chaudronnés CAP Ferronnier Bac pro Plastiques et composites s proposées hors Marseille : CAP Réalisation en chaudronnerie
Matériaux : Métaux, Plastiques, Papier s proposées : CAP Composites Plastiques Chaudronnés CAP Ferronnier Bac pro Plastiques et composites s proposées hors Marseille : CAP Réalisation en chaudronnerie
Procédés ciblés par le programme
 Programme CMR 2014-2017 Fumées de soudage en chaudronnerie AIDE MEMOIRE TECHNIQUE Procédés ciblés par le programme Soudage TIG Soudage électrode enrobée Soudage semi-auto MIG/MAG 2/11 Dans un atelier qui
Programme CMR 2014-2017 Fumées de soudage en chaudronnerie AIDE MEMOIRE TECHNIQUE Procédés ciblés par le programme Soudage TIG Soudage électrode enrobée Soudage semi-auto MIG/MAG 2/11 Dans un atelier qui
Table basse avec tablette encastrée
 Table basse avec tablette encastrée A table! Table basse avec tablette encastrée Cette table-basse à tablette encastrée permet d offrir à vos invités plein de friandises. 1 Introduction Offrez à vos invités
Table basse avec tablette encastrée A table! Table basse avec tablette encastrée Cette table-basse à tablette encastrée permet d offrir à vos invités plein de friandises. 1 Introduction Offrez à vos invités
SALLE DE BAIN, DOUCHE, PLAN DE TRAVAIL CUISINE, PISCINE... Collage et jointoiement. L Epoxy facile
 SALLE DE BAIN, DOUCHE, PLAN DE TRAVAIL CUISINE, PISCINE... Collage et jointoiement L Epoxy facile DOMAINES D EMPLOI Recommandé pour salle de bain, douche, plan de travail cuisine, piscine, bassins thermaux,
SALLE DE BAIN, DOUCHE, PLAN DE TRAVAIL CUISINE, PISCINE... Collage et jointoiement L Epoxy facile DOMAINES D EMPLOI Recommandé pour salle de bain, douche, plan de travail cuisine, piscine, bassins thermaux,
STRUCTURE D UN AVION
 STRUCTURE D UN AVION Cette partie concerne plus la technique de l avion. Elle va vous permettre de connaître le vocabulaire propre à l avion. Celui ci vous permettra de situer plus facilement telle ou
STRUCTURE D UN AVION Cette partie concerne plus la technique de l avion. Elle va vous permettre de connaître le vocabulaire propre à l avion. Celui ci vous permettra de situer plus facilement telle ou
Classement selon la Directive EU 1999/45/EC Pour plus d information, voir nos fiches de données de sécurité (MSDS)
") UDDEHOLM VANADIS 10 Ces informations sont basées sur l état actuel de nos connaissances et sont destinées à donner des indications générales sur nos produits et leurs utilisations. Elles ne peuvent en
UDDEHOLM VANADIS 10 Ces informations sont basées sur l état actuel de nos connaissances et sont destinées à donner des indications générales sur nos produits et leurs utilisations. Elles ne peuvent en
Tables. Tables individuelles réglables en hauteur manuellement
 Table réglable en hauteur Ropox Ergobasic, largueur 90 cm, inclinable Cette table économique réglable en hauteur est basée sur la table thérapeutique ROPOX ST, depuis des années une image fidèle dans les
Table réglable en hauteur Ropox Ergobasic, largueur 90 cm, inclinable Cette table économique réglable en hauteur est basée sur la table thérapeutique ROPOX ST, depuis des années une image fidèle dans les
Gâteau à la mousse au chocolat. Recette par Adriano Zumbo
 1. Pâte du sablé à la cannelle 285 g de beurre froid en cubes 185 g de sucre en poudre 375 g de farine blanche 1 œuf 2 g de cannelle moulue ¼ de gousse de vanille râpée 1. Préchauffer le four à 160 ºC.
1. Pâte du sablé à la cannelle 285 g de beurre froid en cubes 185 g de sucre en poudre 375 g de farine blanche 1 œuf 2 g de cannelle moulue ¼ de gousse de vanille râpée 1. Préchauffer le four à 160 ºC.
Microstructure des soudures de titane. Paul Danielson, Rick Wilson, et David Alman U. S. Department of Energy, Albany Research Center Albany, Orégon
 Microstructure des soudures de titane Paul Danielson, Rick Wilson, et David Alman U. S. Department of Energy, Albany Research Center Albany, Orégon Revue de Matérialographie Struers 3 / 2004 Structure
Microstructure des soudures de titane Paul Danielson, Rick Wilson, et David Alman U. S. Department of Energy, Albany Research Center Albany, Orégon Revue de Matérialographie Struers 3 / 2004 Structure
Cafetière. Mode d Emploi. 1Notice cafetière v1.0
 Cafetière Mode d Emploi 1Notice cafetière v1.0 SOMMAIRE 1 CONSIGNES DE SÉCURITÉ... 3 2INSTALLATION DE L APPAREIL EN TOUTE SÉCURITÉ...4 3PRECAUTION CONCERNANT L UTILISATION DE L APPAREIL...5 4DESCRIPTION
Cafetière Mode d Emploi 1Notice cafetière v1.0 SOMMAIRE 1 CONSIGNES DE SÉCURITÉ... 3 2INSTALLATION DE L APPAREIL EN TOUTE SÉCURITÉ...4 3PRECAUTION CONCERNANT L UTILISATION DE L APPAREIL...5 4DESCRIPTION
Classement selon la Directive EU 1999/45/EC Pour plus d information, voir nos fiches de données de sécurité (MSDS)
") UDDEHOLM VANADIS 30 Ces informations sont basées sur l état actuel de nos connaissances et sont destinées à donner des indications générales sur nos produits et leurs utilisations. Elles ne peuvent en
UDDEHOLM VANADIS 30 Ces informations sont basées sur l état actuel de nos connaissances et sont destinées à donner des indications générales sur nos produits et leurs utilisations. Elles ne peuvent en
Gamme des produits. www.boecker-group.com
 Gamme des produits www.boecker-group.com Viser haut en toute sécurité Treuil de chantier Baby Le petit assistant de chantier. Indispensable dans toute caisse à outils. Pour le levage de charges de tous
Gamme des produits www.boecker-group.com Viser haut en toute sécurité Treuil de chantier Baby Le petit assistant de chantier. Indispensable dans toute caisse à outils. Pour le levage de charges de tous
Utilisation historique de nanomatériaux en pneus et possibilités de nouveaux développements
 Utilisation historique de nanomatériaux en pneus et possibilités de nouveaux développements 7 juin 2012 Francis Peters Bien qu il n y ait pas de nano particules dans les usines qui produisent les mélanges
Utilisation historique de nanomatériaux en pneus et possibilités de nouveaux développements 7 juin 2012 Francis Peters Bien qu il n y ait pas de nano particules dans les usines qui produisent les mélanges
Défauts dan les sachets souples état date stérilisables en autoclave nouveau 31/05/2002 Caractérisation et classification
 chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
chapitre page 7 Index CHAPITRE 7 CATÉGORIES DES DÉFAUTS 7.1 Abrasion 7.2 Cloque 7.3 Canal de fuite 7.4 Joint comprimé (ou séparation des couches dans la zone de scellage) 7.5 Joint contaminé 7.6 Joint
Un concentré de résistance...tout en beauté!
 BLOC-PORTE BLINDÉ FORGES G 35 CERTIFIÉ BP 3 Un concentré de résistance...tout en beauté! Modèle présenté avec option panneau en bois massif mouluré Niveau 5 : selon NF P 20-320 Classe 5 : selon ENV 1630
BLOC-PORTE BLINDÉ FORGES G 35 CERTIFIÉ BP 3 Un concentré de résistance...tout en beauté! Modèle présenté avec option panneau en bois massif mouluré Niveau 5 : selon NF P 20-320 Classe 5 : selon ENV 1630
Thermodynamique (Échange thermique)
") Thermodynamique (Échange thermique) Introduction : Cette activité est mise en ligne sur le site du CNRMAO avec l autorisation de la société ERM Automatismes Industriels, détentrice des droits de publication
Thermodynamique (Échange thermique) Introduction : Cette activité est mise en ligne sur le site du CNRMAO avec l autorisation de la société ERM Automatismes Industriels, détentrice des droits de publication