Quelle stratégie adopter pour réduire ses coûts de production?
|
|
|
- Monique Gilbert
- il y a 8 ans
- Total affichages :
Transcription
1 Cartographie du Flux de valeur Value Stream Mapping Quelle stratégie adopter pour réduire ses coûts de production? Cas concret : Comment une petite équipe opérationnelle a monté en 2 semaines un projet d'amélioration d'une ligne de production avec un objectif de gains de 130 K de coûts de main d'œuvre (- 30%), 2 semaines d'en-cours et de trésorerie immobilisée en moins (- 40%), une réduction substantielle du taux de rebut actuellement de 4% en moyenne et un gain de surfaces de 15 % (sur 350 m²), grâce à l'outil "Value Stream Mapping" ou, en français, "Cartographie du flux de Valeur". Note : La cartographie du flux de valeur n'a strictement rien à voir avec la cartographie des processus. 1/ Le contexte : Ce cas a eu lieu dans une entreprise du domaine Automobile. Cela se passe plus précisément sur une ligne de produits propres à l'entreprise (première monte et rechange) où sont également assemblés des produits en sous-traitance. L'ensemble de ces produits forme une "famille" (i.e : ils subissent les mêmes procédés de transformation). La ligne fonctionne en 2 équipes de 6 personnes + 1 équipe de 2 personnes de nuit, 49 semaines par an. Le CA usine généré est de 1,1 M environ. 2/ Le déroulement : Au cours des 2 semaines, l'équipe a découvert l'outil en salle de formation et l'a immédiatement appliqué sur le terrain. La première semaine a été consacrée à "Cartographier" le flux de valeur et à prendre conscience des gaspillages. La "cartographie" consiste à représenter de façon simple, l'ensemble des procédés physiques et d'information, à valeur ajoutée ou sans valeur ajoutée, d'un bout à l'autre de l'usine. L'outil "cartographie du flux de valeur" est largement présenté par le Lean Enterprise Institute depuis plusieurs années et a fait l'objet de plusieurs livres et articles disponibles sur le site web du LEI à cette adresse page 1

2 Dans les exemples du LEI, tirés de cas concrets d'industrie, les choses sont simplifiées pour que ça se "passe bien" en formation, afin de faire comprendre la méthode. Et dans la réalité? Et bien malgré les difficultés que l'on détaillera plus loin, cela devrait marcher aussi! C'est ce que devrait prouver cette équipe dans son projet qu'elle est en train de réaliser avec l'objectif d'obtenir les résultats ci-dessus. Nous devons respecter un engagement de confidentialité et nous allons essayer d'en dire suffisamment pour être clairs sans en dire trop. L'entreprise a décidé de s'intéresser à une famille de produits qui transitent tous par les mêmes équipements d'assemblage avant d'être expédiés. Les composants principaux et matières premières sont fabriqués en dehors de l'entreprise. Pour une référence de produit, certains composants achetés directement par le client, sont pré-assemblés par lui, puis livrés à l'entreprise qui les retourne assemblés. La matrice des produits se décompose ainsi : références Prémontage1 Prémontage 2 Complément 1 Assemblage 1 Test 1 Assemblage 2 Assemblage 3 Test 2 Test 3 Test final /marq. Emballage + test prélev Stock + expédition Volume / semaine A X X X X X X X X X X X 1900 B X X X X X X X X X 2400 C X X X X X X X X X X 5200 D X X X X X X 4500 E L2 L2 X L2 X X X 450 F X X X L2 X X X X 400 G L2 L2 X L2 x x X 250 page 2

3 Certaines références, produites pour la première monte, sont fabriquées toutes les semaines. D'autres sont des références de rechange et sont livrées de temps à autre. X signifie que la référence est traitée au poste correspondant. L2 signifie que la même opération est réalisée sur une autre ligne mieux adaptée. Le flux de matières actuel peut-être représenté comme le montre la carte ci-dessous. L'important, comme l'expliquent Jim WOMACK et Dan JONES, n'est pas la perfection de la carte de l'état actuel, mais de "voir" le flux de valeur et les problèmes du flux, puis de l'améliorer en supprimant les "vrais" problèmes. Nous avons rajouté des flèches pour montrer que l'ordre des opérations n'est pas simple. L'application de la méthode est rendue plus difficile. Par la suite nous supprimons les flèches pour rester dans l'esprit de la méthode, c'est à dire "simplifier pour voir". Voir la carte ci-dessous Ceux qui connaissent la méthode voient tout de suite que l'on n'est pas dans un système d'assemblage bien linéaire, et que le dessin de la carte apparaît au premier abord délicat. Un rapide passage dans l'atelier a permis de comptabiliser les stocks et les en-cours ce jour là, sans oublier les stocks de sécurité déportés chez le transporteur, et les stocks du composant principal en magasin. Les postes produisent sans se soucier de l'aval et les produits sont déplacés par lots de 1600 pièces de poste en poste. Nous avons donc une production typiquement en flux poussés, le summum du gaspillage selon WOMACK, JONES et TOYOTA. page 3

4 page 4

5 Les fournisseurs du composant principal ont 2 types de livraisons en fonction de ce qui les arrange. Sur plan prévisionnel à 2 mois et commande ferme livrable à 5 jours pour la référence A. Sur plan prévisionnel à 2 mois et commande ferme livrable à 20 jours pour les références B et C. Le client livrant ses composants pré-montés le fait par lots de 6000 pièces à retourner sous 10 jours. L'équipe s'est intéressée aux flux d'information en provenance des clients vers l'erp de l'entreprise, de l'erp vers les fournisseurs, de l'erp pour piloter la production, de l'erp pour piloter les expéditions. La production se faisant par lots importants, le chef de ligne est obligé de courir de machine en machine pour faire progresser les productions urgentes, d'où les lunettes sur la carte ci-dessous qui signifient que la programmation de l'erp est sans-cesse corrigée sur le terrain pour tenir compte des réalités. Finalement l'équipe a pris conscience du temps de traversée de l'atelier en le calculant selon la méthode. Le bilan est : temps de transformation : 126,5 secondes. Temps de traversée 373 heures (5 semaines). Le ratio est donc de 126/ (373 * 3600), soit 99,99 % de temps d'attente. Ces 5 semaines d'attente sont à comparer au BFR de l'entreprise qui est de 1,09 mois de chiffre d'affaires (entreprise exemplaire pour sa bonne gestion et sa rentabilité). Voir la carte ci-dessous Les premiers problèmes pointés par cette équipe ont été : Stocks de composants (calculés par l'erp) incompatibles avec les consommations réelles, (problème jamais repéré) Temps de traversée long, (première fois que cette mesure est réalisée dans l'entreprise) Disponibilité opérationnelle de la machine d'assemblage A1 beaucoup trop faible (50 à 60%), ainsi qu'un taux de rebuts important, (problème déjà repéré par le technicien maintenance, mais il prêchait dans le désert et avait du mal à obtenir des ressources pour le traiter.) Beaucoup d'opérations sans valeur ajoutée, contrôles répétitifs, (première prise de conscience et clarification des enjeux) L'équipe peut d'ores et déjà travailler à supprimer les 3 premiers problèmes. Le quatrième demandera plus de travail (maîtrise des procédés de fabrication pour arriver à une vraie assurance qualité par la robustesse des procédés). page 5

6 page 6 La deuxième semaine a été consacrée à comprendre les principes de production au plus juste, et, à déterminer et cartographier un état futur préférable et réalisable.

7 Premier principe : Quel est le besoin du client en terme de consommation de produits? Besoin que l'on formalise en "temps" takt, période de temps déterminant la fréquence de demande d'un produit par le client. Les clients commandent produits par semaine. Leurs usines fonctionnent en 2 équipes de 8 heures (480 mn) pendant 5 jours, avec une pause de 30 minutes par équipe, soit (2*5* (480-30) * 60)= secondes / semaine. En moyenne, ils ont donc besoin d'un produit toutes les / = 17,88 secondes. Le temps takt est 17,88 secondes. C'est à ce rythme qu'il faut que la ligne produise. Pas plus vite, sinon, il y a surproduction, pas plus lentement, sinon les clients ne sont pas livrés. Observons ce qui se passe à chaque poste : Les postes ne fabriquent pas tous les produits. Le temps takt est donc différent à chaque poste. Certains postes produisent beaucoup 15 plus vite que le temps takt, deux autres ne peuvent pas fournir la 10 demande (pour des causes qu'il va falloir traiter) et le chef de ligne est 5 obligé de maintenir une équipe de nuit P1 P2 A1 test 1 A2 A3 test final emballage C1 temps de cycle 'réalisé' temps takt test 2 test 3 page 7

8 Expliquons : Nous avons affaire à une 'famille' de produits. Il y a donc plusieurs références. Ces références 'subissent' les mêmes procédés aval de fabrication (définition d'une famille), mais pas forcément tous les mêmes. Donc globalement pour la famille nous avons un temps takt, et à chaque poste nous avons un autre temps takt en fonction des quantités qui passent sur le poste. Dans le cas étudié, si nous nous basions sur le temps takt de la famille pour vérifier la capacité de chaque poste à pouvoir produire la bonne quantité dans le délai imparti (10 équipes / semaine) nous nous mettrions inutilement la pression sur le poste de test final. Ainsi nous ferions des actions correctives pour baisser le temps de cycle à 17,88 secondes au lieu de 22 actuellement, alors que si nous prenons en compte le temps takt 'local' nous disposons de 26 secondes. Avec les changements de fabrication et tout le tintouin nous 'collons' donc au temps takt 'local'. A d'autres postes nous allons pouvoir inclure plus de tâches que si nous nous basions sur le temps takt de la famille. Nous allons donc gagner en capacité à intégrer plusieurs postes en une cellule. L'objectif est de faire passer la barre quadrillée sous la limite (barre horizontale) du temps takt, et quand c'est possible "d'empiler" ces barres pour arriver au temps takt en combinant les postes d'assemblage, en les disposant en cellule en U, généralement. Les choix faits actuellement sont de produire par lots. L'intérêt est de réaliser chaque opération avec le maximum d'efficacité en noyant les temps de démarrage et de réglage dans une série importante. On a alors l'impression d'avoir fait une bonne opération en minimisant les temps de série. On déplace alors l'opératrice sur un autre poste au gré de l'avancement des ordres de fabrication. Ce système a de nombreux inconvénients : - en-cours importants, d'où trésorerie immobilisée et besoin en fond de roulement accru, - ajout de nombreuses tâches sans valeur ajoutée : o rangement des produits fabriqués à chaque poste dans une alvéole prévue à cet effet par le service méthode qu'il a fallu utiliser pour rationaliser cette opération sans VALEUR pour le client, o empilement des alvéoles, o rangement des alvéoles dans des chariots qu'il a fallu faire fabriquer pour déplacer les produits de poste en poste, o manipulation des chariots sur des cheminements tracés au sol, vers des emplacements réservés, o sortir les alvéoles des chariots, dépiler les alvéoles, sortir les produits des alvéoles, o et ainsi de suite à chaque poste. page 8
")
9 - Utilisation de surfaces d'atelier pour des opérations sans valeur pour le client (environ 2/3 de 350 m²) - Les ressources sont utilisées à produire des lots qui n'ont pas d'urgence alors que le client réclame une référence particulière qui n'en est qu'à la deuxième opération. Devra-t-il patienter 2 ou 3 semaines de plus? L'alternative est de : - Traiter les causes qui font qu'une machine a un temps de cycle 'réalisé' supérieur au temps takt. o Réduire les temps de changements d'outils, o Supprimer les causes de rebuts, o Supprimer les causes de pannes, o Supprimer les tâches inutiles, - Rapprocher les opérations à valeur ajoutée les unes des autres pour les faire réaliser par la(les) même(s) personnes. C'est à dire travailler en flux continu dans une cellule organisée pour ça, - Changer fréquemment de production, selon ce que consomme réellement le client, - Ne faire remplacer que les composants et matières consommées, et stopper la livraison quand le niveau maximum défini est atteint, - Suivre à une fréquence élevée la production réelle pour traiter les problèmes dès leur apparition. Toutes les explications sont fournies au cours des formations de base ou dans les livres du LEI. Voici les choix faits par l'équipe pour les premières améliorations qui leur semblaient réalistes : - Nombreuses actions ciblées sur la machine d'assemblage A1 pour supprimer la production de rebuts, supprimer l'apparition de pannes, changer de production rapidement. Objectif : supprimer l'équipe de nuit et produire sous le temps takt. Reprise mécanique des outillages supports de produits, Reprise mécanique des outils positionnant les composants au moment de l'assemblage, (ex de composant : un fil de moins d'un dixième de mm). Reprise des programmations des mouvements de la machine (déplacements d'un point dans un espace tridimensionnel de quelques mm 3 ), Modification d'un poste de fusion d'étain pour un changement rapide d'un bain à l'autre, Création de gabarits de réglage page 9

10 - Regrouper les opérations P1 et P2 réalisées par la même personne, au même poste. Objectifs : supprimer des manipulations et transports inutiles, gagner de l'espace, réduire le temps de traversée. - Réaliser l'emballage au poste de test final, - Etudier la possibilité de supprimer les tests, par une meilleure maîtrise des opérations d'assemblage. Objectif : réduire les temps de traversée et les ressources consommées. - Utiliser une machine d'assemblage A3 avec test incorporé pour la référence D. Objectif : diminuer l'utilisation du test final, et cumuler au même poste les opérations à valeur ajoutée et le contrôle. Augmenter le temps takt du poste de test final. Expliquons : En diminuant la quantité de produits transformés à un poste, c'est à dire en diminuant le dénominateur du temps takt (tt= durée / quantité), on fait augmenter mathématiquement le temps takt local. Dans le cas du test final la séquence de mesure ne peut être réduite dans l'état de connaissances actuelles de l'équipe. Or la barre quadrillée dépasse le trait horizontal. Il faut donc faire monter artificiellement le trait horizontal. - Voir avec le service logistique pour augmenter la fréquence des approvisionnements, et n'approvisionner que ce qui est réellement consommé d'après des kanbans d'approvisionnement. Objectifs : disposer des composants nécessaires en quantité au plus juste, réduire le temps de traversée, la trésorerie immobilisée, le besoin en fond de roulement. - Réduire les temps de changements d'outillage des machines P2, A2. - Etudier la suppression ou l'automatisation de l'opération C1, qui est une opération d'ébavurage, donc sans valeur ajoutée. - Quand les temps de changement de production seront suffisamment maîtrisés, la production se fera chaque référence chaque jour pour les productions principales, et chaque référence chaque semaine pour les références de rechange. Soit des lots de : A= 650 (1 bac), B= 450 (3cartons), C= 1000 (4 cartons), D= 1200 (3 cartons) etc. - Produire pour expédier en maintenant un stock de sécurité, de 2 jours et 1 équipe, en plus du stock rendu obligatoire par le client. Ce qui donne la carte de l'état futur suivante : (vision à 6 mois) : page 10

11 page 11
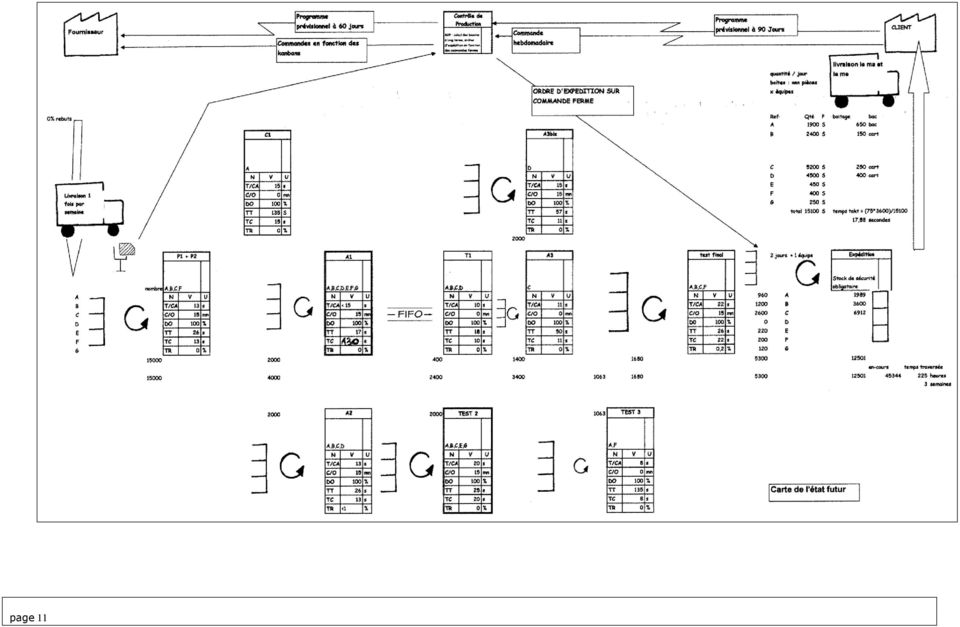
12 Il en résulte un plan d'action précis, un argumentaire solide pour convaincre la direction, et une "Carte" de l'état futur qui montre clairement les choix faits pour obtenir les gains ci-dessous : Suppression de l'équipe de nuit : - 2 personnes, Suppression d'une personne par équipe matin / après-midi : -2 personnes o Soit 4 personnes, 250 jours par an = 5 coûts MOD à 26 K / an = 130 K / an. Actions immédiates + plan d'action logistique + suppression des opérations sans VA découlant des résultats des actions immédiates : diminution des en-cours de 2 semaines ( produits en moins dans la boucle). Rebuts actuels > 4 % en moyenne avec des pics à 8 /10 %. Ce taux est tombé au 23 mars en-dessous de 2% pour tous les produits et en-dessous de 1% pour certaines références. Le temps de cycle a été amélioré sur la machine A1 (- 7%). Le gain en surfaces de 15% viendra du remplacement de 4 machines P1, par une seule disposée à coté de P2, pour une fabrication en continu par la même opératrice. La surface des postes, des chariots d'en-cours et des distributeurs de composants en bord de ligne va être gagnée. L'ensemble des actions va prendre 6 mois environ de réalisation, pour effectuer des études complémentaires et les modifications concrètes. La "Cartographie" étant "itérative", la nouvelle situation sera analysée dans 6 mois / un an et de nouvelles idées apparaîtront avec de nouveaux gains à l'appui. La "cartographie du flux de Valeur" est un outil de diagnostic, d'amélioration et de planification des améliorations mais aussi de communication. Plus fondamentalement la "Cartographie" a permis : o de faire évoluer la vision que l'équipe avait de la ligne, - La ligne forme un "tout" et n'est plus une juxtaposition de machines. Le flux de produit doit "débiter" tout au long de la ligne et non pas seulement à certains postes. o de donner un but visible et mesurable à cette équipe, - tant que la production ne se fera pas au temps takt, les gains ne seront pas réalisés. o de créer une dynamique. - Cette "form-action" a créé une envie de faire bouger les choses rapidement. L'équipe a obtenu des ressources facilement. page 12
. Rebuts actuels > 4 % en moyenne avec des pics à 8 /10 %. Ce taux est tombé au 23 mars en-dessous de 2% pour tous les produits et en-dessous de 1% pour certaines références.")
13 3/ Observations : Nous n'avons pas travaillé avec les opératrices parce-que le projet n'en est qu'aux stades études / objectifs / améliorations techniques. Les opératrices entreront en scène au moment de la combinaison de 2 postes ou plus. Comme formateur et accompagnateur, nous avons pu voir évoluer très rapidement les 3 techniciens de l'équipe. Il nous semble important de vous faire part de ces observations collectées au cours de ces 2 semaines (février 2004). [ Premièrement le responsable de ligne a fait des découvertes : Ce qu'il vit quotidiennement et qu'il considère comme son travail n'est pas une fatalité et n'apporte pas de valeur ajoutée à l'entreprise. Quel est ce "quotidien"? o manque de composants pour produire une référence, o pléthore de composants pour une référence qu'il n'est pas urgent de produire, o quantités prévues en stock dans le self service client impossibles à satisfaire. Il court après l'urgence, o interventions à chaque étape du processus de fabrication pour pouvoir livrer la référence manquante avec finalement un jour de retard, o jongler avec les priorités à chaque instant, déplacer les personnels en permanence, o faire fonctionner certains équipements de nuit pour satisfaire la demande. Grâce à la "Cartographie du flux de Valeur" ce technicien a pris conscience des faits suivants : o les composants et les produits en cours de fabrication sont en attente ou en déplacements 99,99% de leur temps de présence dans l'usine. Pendant les 0,01% restants du temps ils acquièrent de la valeur ajoutée. o Il faut plus de 5 semaines de temps de traversée entre la livraison d'un composant de base et la livraison d'un produit fini chez le client. o La surface occupée par les équipements apportant de la valeur ajoutée au produit est inférieure à 30 % de la surface de la ligne, surfaces colorées en vert clair ci-dessous. page 13

14 (longueur 38 mètres, largeur 9 m) o La trésorerie de l'entreprise est immobilisée : 5 semaines d'approvisionnements immobilisés à longueur d'année, o 50% des opérations n'apportent pas de valeur ajoutée au produit et sont en fait des contrôles soit redondants soit qui révèlent un manque de maîtrise des procédés (connaissance et surveillance des paramètres de production importants) de la part de cette entreprise certifiée ISO 9001! o la GPAO de l'entreprise, L'ERP MOVEX, gérant les flux en MRP, en programmant la production par lots importants poussés, est en partie l'instigatrice des problèmes. Mieux vaut piloter la production à partir de l'aval, c'est à dire des besoins réels du client et construire un système réactif, o Le responsable de ligne va pouvoir considérablement augmenter sa valeur ajoutée en étant libéré des tâches inutiles (le système de production et les flux se régulant d'eux mêmes les opératrices se piloteront elles mêmes). Il va pouvoir consacrer son temps à fignoler les améliorations réalisées - diminuer encore les en-cours - et à réfléchir à de nouvelles améliorations - produire en flux continu partout ou cela deviendra possible. page 14

15 Deuxièmement le technicien maintenance/ fiabilité a été conforté dans ses observations et ses actions en cours. Ce technicien a compris comment améliorer les flux de l'atelier en traitant les vrais problèmes fiabilité des machines, réduction des temps d'arrêt. Il en retire surtout des arguments pour convaincre du bien fondé d'améliorer réellement la machine A1 et d'augmenter la robustesse du procédé. Il peut obtenir des ressources à investir pour mener au bout les améliorations. Il a été entendu par le responsable de la famille de produit grâce à une communication claire des enjeux (réduction des délais et de la trésorerie immobilisée, suppression de l'équipe de nuit). Il a également élargi sa vision : ce n'est pas la performance d'une machine seulement qu'il faut améliorer, c'est la performance de toute la ligne, d'un bout à l'autre qui permet de faire des gains. Il a également pris conscience que les problèmes sont une bénédiction et permettent de faire des progrès quand on les prend en compte au lieu de les masquer par des en-cours et des lots de production toujours plus gros. Enfin le technicien méthode a acquis un outil d'organisation et de progrès qui fait augmenter la partie "ajout de valeur" au flux de production par rapport à la partie "sans ajout de valeur". Il va piloter les études complémentaires, modifications et ergonomie des postes. Il a vu comment augmenter la valeur ajoutée des opérateurs en rapprochant des postes, ce qui permet de supprimer également des opérations de manutention inutiles et des en-cours. Collectivement cette équipe a enfin des arguments pour faire "bouger" les choses autour d'elle. page 15

16 4 / Définition : (Chaîne) ou Flux de VALEUR : Votre entreprise n'a de raison d'exister que pour apporter un produit ou un service à un client. Dès qu'un produit ou un service existe pour un client, il y a un flux de valeur qui est généré par votre entreprise. Ce flux de Valeur est l'ensemble des actions à valeur ajoutée et des gaspillages* qui ont lieu dans votre entreprise. Vos clients accordent une VALEUR à vos produits et services, résultante de ce flux de Valeur. Ils sont seuls juges. En améliorant son Flux de Valeur, l'entreprise améliore sa performance. La "Cartographie du flux de valeur" est essentielle parce qu'elle permet de Voir votre flux de valeur, et vous pouvez alors avoir une stratégie globale pour réduire vos coûts de production. Loin d'être une méthode à réduire les effectifs, la cartographie est un outil à transformer votre entreprise en machine à produire à bas coûts. Cela lui permettra de se développer près de ses marchés, plutôt que de se délocaliser loin de ses clients. *certains gaspillages ou actions sans valeur ajoutée sont nécessaires et même impératifs : 'transporter' n'apporte pas de valeur ajoutée en soi. Le tout est de ne pas les multiplier inutilement! Emmanuel JALLAS, consultant en productivité. page 16

Comment Utiliser son ERP pour Soutenir le Déploiement du Lean?
 Comment Utiliser son ERP pour Soutenir le Déploiement du Lean? Philippe COURTY, CFPIM Dirigeant de CJP-Conseils www.cjp-conseils.com 1 Comment Utiliser son ERP pour Soutenir le Déploiement du Lean? Les
Comment Utiliser son ERP pour Soutenir le Déploiement du Lean? Philippe COURTY, CFPIM Dirigeant de CJP-Conseils www.cjp-conseils.com 1 Comment Utiliser son ERP pour Soutenir le Déploiement du Lean? Les
Les quatre chantiers :
 Tweet Voir aussi : Les programmes de performance, La méthode Kaizen, Le Lean en 10 points. Le Lean est une démarche systématique dont l'objectif est d'éliminer toutes les sources de gaspillages dans les
Tweet Voir aussi : Les programmes de performance, La méthode Kaizen, Le Lean en 10 points. Le Lean est une démarche systématique dont l'objectif est d'éliminer toutes les sources de gaspillages dans les
Samuel Bassetto 04/2010
 Industrialisation Lean manufacturing 4.2 Réalisé avec V. FIGENWALD - SIEMENS Samuel Bassetto 04/2010 Plan de la partie 2 : Vers une production Lean 1. Valeur Ajoutée et Gaspillages Muda walk 2. Temps de
Industrialisation Lean manufacturing 4.2 Réalisé avec V. FIGENWALD - SIEMENS Samuel Bassetto 04/2010 Plan de la partie 2 : Vers une production Lean 1. Valeur Ajoutée et Gaspillages Muda walk 2. Temps de
LE LEAN MANUFACTURING
 LE LEAN MANUFACTURING LEAN signifie littéralement : «maigre», «sans gras». On le traduit parfois par «gestion sans gaspillage» ou par «au plus juste». LEAN est un qualificatif donné par une équipe de chercheurs
LE LEAN MANUFACTURING LEAN signifie littéralement : «maigre», «sans gras». On le traduit parfois par «gestion sans gaspillage» ou par «au plus juste». LEAN est un qualificatif donné par une équipe de chercheurs
Déploiement LEAN en PME PMI VOSGES DEVELOPPEMENT
 Déploiement LEAN en PME PMI VOSGES DEVELOPPEMENT Michel PILON Consultant Formateur Lean Six Sigma. Certifiés Black Belt 6 Sigma depuis 1995. Formés par Mikel. J. Harry, créateur de la méthode chez Motorola.
Déploiement LEAN en PME PMI VOSGES DEVELOPPEMENT Michel PILON Consultant Formateur Lean Six Sigma. Certifiés Black Belt 6 Sigma depuis 1995. Formés par Mikel. J. Harry, créateur de la méthode chez Motorola.
Consortium de recherche FOR@C. Value Stream Mapping Formation
 Consortium de recherche FOR@C Value Stream Mapping Formation Table des matières Historique VSM: C est quoi? VSM: Ça inclut quoi? Exemple d un VSM Étape de réalisation du VSM 2 Historique Méthode développée
Consortium de recherche FOR@C Value Stream Mapping Formation Table des matières Historique VSM: C est quoi? VSM: Ça inclut quoi? Exemple d un VSM Étape de réalisation du VSM 2 Historique Méthode développée
DEVENIR ANIMATEUR CERTIFIE DE LA DEMARCHE LEAN
 DEVENIR ANIMATEUR CERTIFIE DE LA DEMARCHE LEAN Certification CQPM réf : 2008 07 69 0272 Animateur de la démarche LEAN pour l amélioration de la performance et des processus. BUTS DE LA FORMATION : Etre
DEVENIR ANIMATEUR CERTIFIE DE LA DEMARCHE LEAN Certification CQPM réf : 2008 07 69 0272 Animateur de la démarche LEAN pour l amélioration de la performance et des processus. BUTS DE LA FORMATION : Etre
TESA SA. 20.02.2014 TESA Group SA
 TESA SA 20.02.2014 TESA Group SA Plan de présentation 01 02 TESA, qui sommes nous Introduction de la philosophie LEAN de TESA 03 Exemple 1: Lean petite machine 04 Exemple 2: Lean cellule de décolletage
TESA SA 20.02.2014 TESA Group SA Plan de présentation 01 02 TESA, qui sommes nous Introduction de la philosophie LEAN de TESA 03 Exemple 1: Lean petite machine 04 Exemple 2: Lean cellule de décolletage
LEAN FLOW TECHNOLOGY
 - MODULE LFT101 - LEAN FLOW TECHNOLOGY STRATÉGIE DU FUTUR STRATÉGIE DU FUTUR SOMMAIRE Définitions. Élimination des Gaspillages. Améliorations. Parts de Marché. Marges. Retours sur Investissements. Organisation
- MODULE LFT101 - LEAN FLOW TECHNOLOGY STRATÉGIE DU FUTUR STRATÉGIE DU FUTUR SOMMAIRE Définitions. Élimination des Gaspillages. Améliorations. Parts de Marché. Marges. Retours sur Investissements. Organisation
LEAN MANUFACTURING. 18h10 18h40 : Le Lean Manufacturing : les origines, les objectifs. Description du système et des outils Lean.
 LEAN MANUFACTURING 18h00-18h10 : Ouverture de M.THOS 18h10 18h40 : Le Lean Manufacturing : les origines, les objectifs. Description du système et des outils Lean. 18h40-19h20 : Godefroy Beauvallet «Le
LEAN MANUFACTURING 18h00-18h10 : Ouverture de M.THOS 18h10 18h40 : Le Lean Manufacturing : les origines, les objectifs. Description du système et des outils Lean. 18h40-19h20 : Godefroy Beauvallet «Le
Supply Chain Management ou Gestion de la Chain Logistique
 Supply Chain Management ou Gestion de la Chain Logistique Définition : Gestion de la Chaine Logistique «Supply Chain Management» ou «La gestion de la chaîne logistique» est fait l'activité consistant à
Supply Chain Management ou Gestion de la Chain Logistique Définition : Gestion de la Chaine Logistique «Supply Chain Management» ou «La gestion de la chaîne logistique» est fait l'activité consistant à
Lean. Historique et Principes La réalité terrain La complémentarité Lean-MES. Francis MOUREY SPC consultants
 Lean Historique et Principes Francis MOUREY SPC consultants C. R. Allen, 1919 TWI, 1940 Jidoka Jidoka T. Ohno JIT Kaizen S. Shingo TPS House,, Cho, 70 s Méthodes japonaises J. Womack & D. Jones K. Ishikawa,
Lean Historique et Principes Francis MOUREY SPC consultants C. R. Allen, 1919 TWI, 1940 Jidoka Jidoka T. Ohno JIT Kaizen S. Shingo TPS House,, Cho, 70 s Méthodes japonaises J. Womack & D. Jones K. Ishikawa,
emoveo pour le programme «Usine du Futur» en Midi-Pyrénées novembre 2014
 emoveo pour le programme «Usine du Futur» en Midi-Pyrénées novembre 2014 Notre positionnement Aider les dirigeants à construire leur vision stratégique, à mener leurs projets de transformation, à améliorer
emoveo pour le programme «Usine du Futur» en Midi-Pyrénées novembre 2014 Notre positionnement Aider les dirigeants à construire leur vision stratégique, à mener leurs projets de transformation, à améliorer
Pour responsabiliser vos employés et bien plus encore.
 Comprendre Agir Juger Réagir Pour responsabiliser vos employés et bien plus encore. Présenté par Charles-André Bannon, ing. Dans le cadre de la série des déjeuners RH de la Chambre de commerce Haute-Yamaska
Comprendre Agir Juger Réagir Pour responsabiliser vos employés et bien plus encore. Présenté par Charles-André Bannon, ing. Dans le cadre de la série des déjeuners RH de la Chambre de commerce Haute-Yamaska
La qualité en «Lean» de mire 5 à 7 MFQ CRCI de Blagnac 14 Octobre 2009 Denis VILLEVALOIS Consultant Lean & Qualité Partenaire AFNOR
 LEAN & ISO 9001 La qualité en «Lean» de mire 5 à 7 MFQ CRCI de Blagnac Denis VILLEVALOIS Consultant Lean & Qualité Partenaire AFNOR 14 Octobre 2009 SOMMAIRE Contexte L esprit ISO 9001 ISO 9001 Rappel L
LEAN & ISO 9001 La qualité en «Lean» de mire 5 à 7 MFQ CRCI de Blagnac Denis VILLEVALOIS Consultant Lean & Qualité Partenaire AFNOR 14 Octobre 2009 SOMMAIRE Contexte L esprit ISO 9001 ISO 9001 Rappel L
SPS Système de production Schneider
 Le spécialiste mondial de la gestion de l énergie Schneider Electric Master Tech 70 Rue de la Grange Batie Centr alp 38430 MOIRANS Tel. 33 (0)4 76 57 72 72 SPS Système de production Schneider www.schneider-electric.com
Le spécialiste mondial de la gestion de l énergie Schneider Electric Master Tech 70 Rue de la Grange Batie Centr alp 38430 MOIRANS Tel. 33 (0)4 76 57 72 72 SPS Système de production Schneider www.schneider-electric.com
Management de la chaîne logistique. Professeur Mohamed Reghioui
 Management de la chaîne logistique Professeur Mohamed Reghioui M.Reghioui - 2012 1 Informations générales sur le module Intervenants: Mohamed Reghioui(m.reghioui@gmail.com) Informations générales Répartition
Management de la chaîne logistique Professeur Mohamed Reghioui M.Reghioui - 2012 1 Informations générales sur le module Intervenants: Mohamed Reghioui(m.reghioui@gmail.com) Informations générales Répartition
PROBLEMES D'ORDONNANCEMENT AVEC RESSOURCES
 Leçon 11 PROBLEMES D'ORDONNANCEMENT AVEC RESSOURCES Dans cette leçon, nous retrouvons le problème d ordonnancement déjà vu mais en ajoutant la prise en compte de contraintes portant sur les ressources.
Leçon 11 PROBLEMES D'ORDONNANCEMENT AVEC RESSOURCES Dans cette leçon, nous retrouvons le problème d ordonnancement déjà vu mais en ajoutant la prise en compte de contraintes portant sur les ressources.
Introduction au LEAN. 17/02/2010 Page: 1
 Introduction au LEAN 17/02/2010 Page: 1 Évolution du contexte industriel Les trentes glorieuses (1945-1975) Demande supérieure à l offre Prix de revient, productivité Contrôle de gestion L équilibre (1975-1990)
Introduction au LEAN 17/02/2010 Page: 1 Évolution du contexte industriel Les trentes glorieuses (1945-1975) Demande supérieure à l offre Prix de revient, productivité Contrôle de gestion L équilibre (1975-1990)
Secteur Techn que LEAN MANAGER
 Secteur Techn que LEAN MANAGER 1 Situation de la formation Domaines Bilans de compétences Coaching Commerce Culture générale (ECG) Finances Formation de formateurs Français Horlogerie Informatique / TIC
Secteur Techn que LEAN MANAGER 1 Situation de la formation Domaines Bilans de compétences Coaching Commerce Culture générale (ECG) Finances Formation de formateurs Français Horlogerie Informatique / TIC
Votre coach en gestion des opérations avec l'approche Lean
 Votre coach en gestion des opérations avec l'approche Lean Complice de votre succès! Serge Bouchard, ASC, C.Dir. serge@bouchard.com 819-473-4248 Coach de gestion & Formateur agréé Emploi-Québec 052793
Votre coach en gestion des opérations avec l'approche Lean Complice de votre succès! Serge Bouchard, ASC, C.Dir. serge@bouchard.com 819-473-4248 Coach de gestion & Formateur agréé Emploi-Québec 052793
La pratique - ITIL et les autres référentiels. Fonctions ITIL et informatique en nuage
 La pratique - ITIL et les autres référentiels Fonctions ITIL et informatique en nuage Création : janvier 2013 Mise à jour : janvier 2013 A propos A propos du document Ce document pratique est le résultat
La pratique - ITIL et les autres référentiels Fonctions ITIL et informatique en nuage Création : janvier 2013 Mise à jour : janvier 2013 A propos A propos du document Ce document pratique est le résultat
Chapitre 1 : Introduction aux bases de données
 Chapitre 1 : Introduction aux bases de données Les Bases de Données occupent aujourd'hui une place de plus en plus importante dans les systèmes informatiques. Les Systèmes de Gestion de Bases de Données
Chapitre 1 : Introduction aux bases de données Les Bases de Données occupent aujourd'hui une place de plus en plus importante dans les systèmes informatiques. Les Systèmes de Gestion de Bases de Données
Partie 1 : Évaluer le marché
 Partie 1 : Évaluer le marché 1.1 Établir un diagnostic de ces 2 segments. Conclure Remarques préliminaires : Forces : Faiblesses : utiliser la matrice SWOT la conclusion doit tendre vers un élargissement
Partie 1 : Évaluer le marché 1.1 Établir un diagnostic de ces 2 segments. Conclure Remarques préliminaires : Forces : Faiblesses : utiliser la matrice SWOT la conclusion doit tendre vers un élargissement
Le lean et la santé au travail Un regard critique sur les principes et la mise en œuvre. Orléans 10 octobre 2014 Evelyne Morvan Bertrand Delecroix
 Le lean et la santé au travail Un regard critique sur les principes et la mise en œuvre Orléans 10 octobre 2014 Evelyne Morvan Bertrand Delecroix Sommaire Le lean de quoi parle t-on? L âge des outils Le
Le lean et la santé au travail Un regard critique sur les principes et la mise en œuvre Orléans 10 octobre 2014 Evelyne Morvan Bertrand Delecroix Sommaire Le lean de quoi parle t-on? L âge des outils Le
Description du Service Service de suppression certifiée des données :
 Description du Service Service de suppression certifiée des données : Présentation du Service Dell a le plaisir de vous proposer un service de suppression certifiée des données (ci-après dénommé le «Service»
Description du Service Service de suppression certifiée des données : Présentation du Service Dell a le plaisir de vous proposer un service de suppression certifiée des données (ci-après dénommé le «Service»
Leçon 11. les tâches de gestion du magasin
 CANEGE Leçon 11 les tâches de gestion du magasin Objectif : A l'issue de la leçon l'étudiant doit être capable : d'appréhender la différence entre gestion dynamique des stocks et gestion des magasins d
CANEGE Leçon 11 les tâches de gestion du magasin Objectif : A l'issue de la leçon l'étudiant doit être capable : d'appréhender la différence entre gestion dynamique des stocks et gestion des magasins d
La pratique de l ITSM. Définir un plan d'améliorations ITSM à partir de la situation actuelle
 La pratique de l ITSM Définir un plan d'améliorations ITSM à partir de la situation actuelle Création : avril 2012 Mise à jour : avril 2012 A propos A propos du document Ce document pratique est le résultat
La pratique de l ITSM Définir un plan d'améliorations ITSM à partir de la situation actuelle Création : avril 2012 Mise à jour : avril 2012 A propos A propos du document Ce document pratique est le résultat
Sage 100 Gestion de Production
 Sage 100 Gestion de Production La solution 100% industrie dédiée aux PMI Pour les Petites et Moyennes Industries Gestion de la production La Gamme Sage 100 Gestion de Production pour la gestion et le contrôle
Sage 100 Gestion de Production La solution 100% industrie dédiée aux PMI Pour les Petites et Moyennes Industries Gestion de la production La Gamme Sage 100 Gestion de Production pour la gestion et le contrôle
Contexte : «l e-business» TECHNIQUES DE MARKETING EN LIGNE. Contexte : «l e-business» Création de valeur 02/02/12
 Contexte : «l e-business» TECHNIQUES DE MARKETING EN LIGNE La notion «d E-Business» recouvre les différentes applications possibles de l'informatique faisant appel aux technologies de l'information et
Contexte : «l e-business» TECHNIQUES DE MARKETING EN LIGNE La notion «d E-Business» recouvre les différentes applications possibles de l'informatique faisant appel aux technologies de l'information et
La logistique. Contenu
 La logistique La logistique est définie comme la planification, l'organisation, le contrôle et la gestion du matériel et des flux de produits et des services avec le flux d'informations associées. La logistique
La logistique La logistique est définie comme la planification, l'organisation, le contrôle et la gestion du matériel et des flux de produits et des services avec le flux d'informations associées. La logistique
NÉGOCIER LES ACHATS. durée 2x2 jours
 Catalogue Achats NÉGOCIER LES ACHATS durée 2x2 jours L'OBJET DE LA NEGOCIATION Fixer les objectifs à atteindre d'une négociation interne ou externe à l'achat. Préparer cette négociation en structurant
Catalogue Achats NÉGOCIER LES ACHATS durée 2x2 jours L'OBJET DE LA NEGOCIATION Fixer les objectifs à atteindre d'une négociation interne ou externe à l'achat. Préparer cette négociation en structurant
Présentation. Pour. Gilles ALAIS, Country Manager Barloworld Supply Chain Software France 20 Rue des Petits Hôtels, 75010 Paris
 Présentation Pour Gilles ALAIS, Country Manager Barloworld Supply Chain Software France 20 Rue des Petits Hôtels, 75010 Paris Email: galais@barloworldscs.com Tel : + 33 1 73 03 04 10 / + 33 6 08 01 52
Présentation Pour Gilles ALAIS, Country Manager Barloworld Supply Chain Software France 20 Rue des Petits Hôtels, 75010 Paris Email: galais@barloworldscs.com Tel : + 33 1 73 03 04 10 / + 33 6 08 01 52
Page 1. Page 2. Système de gestion de la vérification - HempAge AG - Juin 2011 2/10 Indice 1. Introduction. 2. Résumé. 3. Des résultats positifs
 Object 1 Page 1 Traduction web du document officiel de la fair wear foundation Dixième Rapport de gestion du système d'audit Hempage Juin 2011 Membre depuis FWF 1 Octobre 2009 Sources d'information Entretien
Object 1 Page 1 Traduction web du document officiel de la fair wear foundation Dixième Rapport de gestion du système d'audit Hempage Juin 2011 Membre depuis FWF 1 Octobre 2009 Sources d'information Entretien
SKF DANS LE MONDE. 2007-11-20 SKF Slide 2 SKF [Communication] SKF (Communicat
![SKF DANS LE MONDE. 2007-11-20 SKF Slide 2 SKF [Communication] SKF (Communicat](/thumbs/24/2408559.jpg "SKF DANS LE MONDE. 2007-11-20 SKF Slide 2 SKF [Communication] SKF (Communicat") SKF DANS LE MONDE 2007-11-20 SKF Slide 2 SKF [Communication] SKF (Communicat Implantation dans le monde Sites de fabrication Unités de ventes SKF est un groupe international avec des sociétés de vente
SKF DANS LE MONDE 2007-11-20 SKF Slide 2 SKF [Communication] SKF (Communicat Implantation dans le monde Sites de fabrication Unités de ventes SKF est un groupe international avec des sociétés de vente
ITIL V3. Exploitation des services : Les fonctions
 ITIL V3 Exploitation des services : Les fonctions Création : juin 2013 Mise à jour : juin 2013 A propos A propos du document Ce document de référence sur le référentiel ITIL V3 a été réalisé en se basant
ITIL V3 Exploitation des services : Les fonctions Création : juin 2013 Mise à jour : juin 2013 A propos A propos du document Ce document de référence sur le référentiel ITIL V3 a été réalisé en se basant
La plateforme Cloud Supply Chain. Présentation de GT Nexus
 La plateforme Cloud Supply Chain Présentation de GT Nexus Une idée simple mais très efficace Les entreprises gagnantes fonctionneront en réseau A l avenir, les entreprises les plus performantes n opèreront
La plateforme Cloud Supply Chain Présentation de GT Nexus Une idée simple mais très efficace Les entreprises gagnantes fonctionneront en réseau A l avenir, les entreprises les plus performantes n opèreront
LE SUPPLY CHAIN MANAGEMENT
 LE SUPPLY CHAIN MANAGEMENT DEFINITION DE LA LOGISTIQUE La logistique est une fonction «dont la finalité est la satisfaction des besoins exprimés ou latents, aux meilleures conditions économiques pour l'entreprise
LE SUPPLY CHAIN MANAGEMENT DEFINITION DE LA LOGISTIQUE La logistique est une fonction «dont la finalité est la satisfaction des besoins exprimés ou latents, aux meilleures conditions économiques pour l'entreprise
LES PRINCIPES DU LEAN MANUFACTURING. Benjamin LOBET Service Industrie CCI des Landes
 LES PRINCIPES DU LEAN MANUFACTURING Benjamin LOBET Service Industrie CCI des Landes Environnement actuel des entreprises Mondialisation de l économie Cycle de renouvellement de produits de plus en plus
LES PRINCIPES DU LEAN MANUFACTURING Benjamin LOBET Service Industrie CCI des Landes Environnement actuel des entreprises Mondialisation de l économie Cycle de renouvellement de produits de plus en plus
RÉFLEXION STRATÉGIQUE QUANT À LA MISE EN PLACE D'UN PROJET E-BUSINESS
 RÉFLEXION STRATÉGIQUE QUANT À LA MISE EN PLACE D'UN PROJET E-BUSINESS REMARQUES PRÉLIMINAIRES Ces questions ont un double objectif. D'une part, mieux cerner les tenants et aboutissants de votre projet
RÉFLEXION STRATÉGIQUE QUANT À LA MISE EN PLACE D'UN PROJET E-BUSINESS REMARQUES PRÉLIMINAIRES Ces questions ont un double objectif. D'une part, mieux cerner les tenants et aboutissants de votre projet
Sigma Consulting est un cabinet conseil spécialisé en management des organisations. Le Management en mode projet..2
 Sigma Consulting est un cabinet conseil spécialisé en management des organisations. Sa mission est d'aider les entreprises à développer la qualité de service dont ont besoin leurs clients internes ou externes.
Sigma Consulting est un cabinet conseil spécialisé en management des organisations. Sa mission est d'aider les entreprises à développer la qualité de service dont ont besoin leurs clients internes ou externes.
Qu il s agisse de transport de marchandises ou de
 Le secteur du Transport et de la Logistique Le secteur du transport et de la logistique Avec l avènement du commerce électronique et la prise en compte du développement durable, l univers du transport
Le secteur du Transport et de la Logistique Le secteur du transport et de la logistique Avec l avènement du commerce électronique et la prise en compte du développement durable, l univers du transport
Les apports du Management par les Contraintes aux démarches Lean et Six Sigma
 Les apports du Management par les Contraintes aux démarches Lean et Six Les apports du Management par les Contraintes aux démarches Lean et Six Résumé Lean et 6 font partie des techniques d amélioration
Les apports du Management par les Contraintes aux démarches Lean et Six Les apports du Management par les Contraintes aux démarches Lean et Six Résumé Lean et 6 font partie des techniques d amélioration
Comprendre ITIL 2011
 Editions ENI Comprendre ITIL 2011 Normes et meilleures pratiques pour évoluer vers ISO 20000 Collection DataPro Extrait 54 Comprendre ITIL 2011 Normes et meilleures pratiques pour évoluer vers ISO 20000
Editions ENI Comprendre ITIL 2011 Normes et meilleures pratiques pour évoluer vers ISO 20000 Collection DataPro Extrait 54 Comprendre ITIL 2011 Normes et meilleures pratiques pour évoluer vers ISO 20000
La démarche lean dans le secteur public : conditions de mise en oeuvre et résultats potentiels
 La démarche lean dans le secteur public : conditions de mise en oeuvre et résultats potentiels Mercredi de L INET Mercredi 28 mars 2012 CONFIDENTIEL ET PROPRIETAIRE Toute utilisation de ce matériel sans
La démarche lean dans le secteur public : conditions de mise en oeuvre et résultats potentiels Mercredi de L INET Mercredi 28 mars 2012 CONFIDENTIEL ET PROPRIETAIRE Toute utilisation de ce matériel sans
Lean, Kanban & Management Visuel
 Lean, Kanban & Management Visuel Eric Colin, Christine Chevrier, Frédéric Duffau mercredi 19 octobre 2011 1 Sommaire Contexte projet 5 Valeurs de l agilité 5 La pensée Lean 15 Mise en œuvre, adaptations
Lean, Kanban & Management Visuel Eric Colin, Christine Chevrier, Frédéric Duffau mercredi 19 octobre 2011 1 Sommaire Contexte projet 5 Valeurs de l agilité 5 La pensée Lean 15 Mise en œuvre, adaptations
RapidMiner. Data Mining. 1 Introduction. 2 Prise en main. Master Maths Finances 2010/2011. 1.1 Présentation. 1.2 Ressources
 Master Maths Finances 2010/2011 Data Mining janvier 2011 RapidMiner 1 Introduction 1.1 Présentation RapidMiner est un logiciel open source et gratuit dédié au data mining. Il contient de nombreux outils
Master Maths Finances 2010/2011 Data Mining janvier 2011 RapidMiner 1 Introduction 1.1 Présentation RapidMiner est un logiciel open source et gratuit dédié au data mining. Il contient de nombreux outils
Introduction... 3. 8.1. Définition...3
 Mise en situation... 2 Introduction... 3 8.1. Définition...3 8.2. Services de la GMAO...3 8.2.1. Les formes de GMAO... 3 8.2.2. Augmentation du service rendu... 4 8.2.3. La conception des logiciels de
Mise en situation... 2 Introduction... 3 8.1. Définition...3 8.2. Services de la GMAO...3 8.2.1. Les formes de GMAO... 3 8.2.2. Augmentation du service rendu... 4 8.2.3. La conception des logiciels de
3 Les premiers résultats des plans d'actions
 3 Les premiers résultats des plans d'actions Les résultats que nous avons obtenus en ce qui concerne les plans d'action, résultent de l'analyse de 48 entreprises seulement. Revenons sur notre échantillon.
3 Les premiers résultats des plans d'actions Les résultats que nous avons obtenus en ce qui concerne les plans d'action, résultent de l'analyse de 48 entreprises seulement. Revenons sur notre échantillon.
Pour saisir le sens des leviers d amélioration, il est d abord nécessaire de comprendre les caractéristiques du supply chain management.
 Introduction La dynamique «mesurer, analyser, agir» en supply chain management implique la mesure d indicateurs de performance et la mise en œuvre de leviers porteurs d amélioration. Il y aurait plus de
Introduction La dynamique «mesurer, analyser, agir» en supply chain management implique la mesure d indicateurs de performance et la mise en œuvre de leviers porteurs d amélioration. Il y aurait plus de
Éditions QAD On Demand est disponible en trois éditions standard : QAD On Demand is delivered in three standard editions:
 QAD On Demand QAD On Demand est une option du déploiement de QAD Enterprise Applications. Grâce à elle, les utilisateurs tirent un profit maximum de QAD Enterprise Applications, partout dans le monde,
QAD On Demand QAD On Demand est une option du déploiement de QAD Enterprise Applications. Grâce à elle, les utilisateurs tirent un profit maximum de QAD Enterprise Applications, partout dans le monde,
Le défi : L'avantage Videojet :
 Note d'application Impression-pose d'étiquettes Améliorez votre rendement : passez des applicateurs mécaniques à l'étiquetage Direct Apply TM Le défi : Au cours de ces 20 dernières années, les systèmes
Note d'application Impression-pose d'étiquettes Améliorez votre rendement : passez des applicateurs mécaniques à l'étiquetage Direct Apply TM Le défi : Au cours de ces 20 dernières années, les systèmes
Leçon 11 GPAO. L'objectif principal de la leçon est de connaître et de comprendre les principales fonctionnalités d'un progiciel de GPAO, d'un ERP.
 Leçon 11 GPAO L'objectif principal de la leçon est de connaître et de comprendre les principales fonctionnalités d'un progiciel de GPAO, d'un ERP. A l'issue de la leçon l'étudiant doit être capable : de
Leçon 11 GPAO L'objectif principal de la leçon est de connaître et de comprendre les principales fonctionnalités d'un progiciel de GPAO, d'un ERP. A l'issue de la leçon l'étudiant doit être capable : de
Lisez ATTENTIVEMENT ce qui suit, votre avenir financier en dépend grandement...
 Bonjour, Maintenant que vous avez compris que le principe d'unkube était de pouvoir vous créer le réseau virtuel le plus gros possible avant que la phase d'incubation ne soit terminée, voyons COMMENT ce
Bonjour, Maintenant que vous avez compris que le principe d'unkube était de pouvoir vous créer le réseau virtuel le plus gros possible avant que la phase d'incubation ne soit terminée, voyons COMMENT ce
+33 (0)3 84 22 99 10. Avril 2003. Copyright Toptech LP-2008-7281-001. Reproduction interdite. Tous droits réservés pour tous pays. D-1.3-021-rev.
3 84 22 99 10. Avril 2003. Copyright Toptech LP-2008-7281-001. Reproduction interdite. Tous droits réservés pour tous pays. D-1.3-021-rev.") +33 (0)3 84 22 99 10 Avril 2003 D-1.3-021-rev.01 +33 (0)3 84 22 99 10 Partage d expd expérience Démarche Globale LEAN MATRA ELECTRONIQUE Sommaire Quelques mots sur MATRA ELECTRONIQUE Périmètres du Lean
+33 (0)3 84 22 99 10 Avril 2003 D-1.3-021-rev.01 +33 (0)3 84 22 99 10 Partage d expd expérience Démarche Globale LEAN MATRA ELECTRONIQUE Sommaire Quelques mots sur MATRA ELECTRONIQUE Périmètres du Lean
Magisoft. Progiciel de gestion intégré modulaire (Gestion de Production Gestion Commerciale CRM) Gestion de Production
 Gestion de Production") Progiciel de gestion intégré modulaire Gestion de Production Fichiers Permanents Définition des : - familles et sous familles articles, familles et sous familles clients. - Produits finis, semi-finis,
Progiciel de gestion intégré modulaire Gestion de Production Fichiers Permanents Définition des : - familles et sous familles articles, familles et sous familles clients. - Produits finis, semi-finis,
Travaux pratiques avec RapidMiner
 Travaux pratiques avec RapidMiner Master Informatique de Paris 6 Spécialité IAD Parcours EDOW Module Algorithmes pour la Fouille de Données Janvier 2012 Prise en main Généralités RapidMiner est un logiciel
Travaux pratiques avec RapidMiner Master Informatique de Paris 6 Spécialité IAD Parcours EDOW Module Algorithmes pour la Fouille de Données Janvier 2012 Prise en main Généralités RapidMiner est un logiciel
PI Consultants associés
 PI consultants associés PI Consultants associés partenaire en organisation industrielle 1 PI Consultants associés Votre partenaire en organisation industrielle P.I Consultants Associés est un cabinet de
PI consultants associés PI Consultants associés partenaire en organisation industrielle 1 PI Consultants associés Votre partenaire en organisation industrielle P.I Consultants Associés est un cabinet de
GESTIONS DE CRISE Gestion de crise et coopération au niveau d'un groupe européen
 GESTIONS DE CRISE Gestion de crise et coopération au niveau d'un groupe européen Crisis management Crisis management and cooperation in a European group Oléagineux, Corps Gras, Lipides. Volume 7, Numéro
GESTIONS DE CRISE Gestion de crise et coopération au niveau d'un groupe européen Crisis management Crisis management and cooperation in a European group Oléagineux, Corps Gras, Lipides. Volume 7, Numéro
Maintenir son cap en maîtrisant sa rentabilité. www.clipindustrie.com
 Maintenir son cap en maîtrisant sa rentabilité www.clipindustrie.com La GPAO, véritable outil de production La GPAO est un ensemble d outils de gestion et de planification intégrant toutes les informations
Maintenir son cap en maîtrisant sa rentabilité www.clipindustrie.com La GPAO, véritable outil de production La GPAO est un ensemble d outils de gestion et de planification intégrant toutes les informations
PENDANTS à PLAFOND Pour USI/Anesthésie
 PENDANTS à PLAFOND Pour USI/Anesthésie Rigidité maximale et grande capacité Plages d'action presque illimités Modularité avec possibilité de choix Conception ergonomique Fiche complète de prises et access.
PENDANTS à PLAFOND Pour USI/Anesthésie Rigidité maximale et grande capacité Plages d'action presque illimités Modularité avec possibilité de choix Conception ergonomique Fiche complète de prises et access.
Organisme de formation enregistré N 23-27-01156-27. tél +33 (0)2 32 56 34 00)2 32 56 34 00. www.al-consulting.com www.lean-shop.
2 32 56 34 00)2 32 56 34 00. www.al-consulting.com www.lean-shop.") Organisme de formation enregistré N 23-27-01156-27 tél +33 (0)2 32 56 34 00)2 32 56 34 00 www.al-consulting.com www.lean-shop.net Copyright AL Consulting MENU GENERAL Copyright AL Consulting Liste Sommaire
Organisme de formation enregistré N 23-27-01156-27 tél +33 (0)2 32 56 34 00)2 32 56 34 00 www.al-consulting.com www.lean-shop.net Copyright AL Consulting MENU GENERAL Copyright AL Consulting Liste Sommaire
Gestion de production
 Maurice Pillet Chantal Martin-Bonnefous Pascal Bonnefous Alain Courtois Les fondamentaux et les bonnes pratiques Cinquième édition, 1989, 1994, 1995, 2003, 2011 ISBN : 978-2-212-54977-5 Sommaire Remerciements...
Maurice Pillet Chantal Martin-Bonnefous Pascal Bonnefous Alain Courtois Les fondamentaux et les bonnes pratiques Cinquième édition, 1989, 1994, 1995, 2003, 2011 ISBN : 978-2-212-54977-5 Sommaire Remerciements...
Ce document est la propriété de la MAP. Il ne peut être utilisé, reproduit ou communiqué sans son autorisation. MECANIQUE AERONAUTIQUE PYRENEENNE
 MANUEL MANAGEMENT QUALITE Révision janvier 2010 Ce document est la propriété de la MAP. Il ne peut être utilisé, reproduit ou communiqué sans son autorisation. MECANIQUE AERONAUTIQUE PYRENEENNE Place d
MANUEL MANAGEMENT QUALITE Révision janvier 2010 Ce document est la propriété de la MAP. Il ne peut être utilisé, reproduit ou communiqué sans son autorisation. MECANIQUE AERONAUTIQUE PYRENEENNE Place d
Droits d'auteur N 00044246
 Page 1 sur 7 Droits d'auteur N 00044246 logiciel DEVIS - SAV GENERALITES : Tel : 01-61-39-18-12 Ce logiciel répond à l'attente d'une multitude d'artisans de secteurs d'activité. (souhaitant : devis, achats,
Page 1 sur 7 Droits d'auteur N 00044246 logiciel DEVIS - SAV GENERALITES : Tel : 01-61-39-18-12 Ce logiciel répond à l'attente d'une multitude d'artisans de secteurs d'activité. (souhaitant : devis, achats,
Date de diffusion : Rédigé par : Version : Mars 2008 APEM 1.4. Sig-Artisanat : Guide de l'utilisateur 2 / 24
 Guide Utilisateur Titre du projet : Sig-Artisanat Type de document : Guide utilisateur Cadre : Constat : Les Chambres de Métiers doivent avoir une vision prospective de l'artisanat sur leur territoire.
Guide Utilisateur Titre du projet : Sig-Artisanat Type de document : Guide utilisateur Cadre : Constat : Les Chambres de Métiers doivent avoir une vision prospective de l'artisanat sur leur territoire.
Profil de fonction 3.3. Magasinier
 Profil de fonction 3.3 Magasinier Magasinier -88- juin 1996 Le magasinier Caractéristiques de la fonction Les tâches, responsabilités et compétences d'un magasinier sont essentiellement de nature opérationnelle.
Profil de fonction 3.3 Magasinier Magasinier -88- juin 1996 Le magasinier Caractéristiques de la fonction Les tâches, responsabilités et compétences d'un magasinier sont essentiellement de nature opérationnelle.
Certificat de Spécialisation «RESPONSABLE TECHNICO-COMMERCIAL : AGRO-FOURNITURES»
 Certificat de Spécialisation «RESPONSABLE TECHNICO-COMMERCIAL : AGRO-FOURNITURES» S appuyant sur le Brevet de Technicien Supérieur Agricole : Analyse et conduite des systèmes d exploitation Arrêté du 27
Certificat de Spécialisation «RESPONSABLE TECHNICO-COMMERCIAL : AGRO-FOURNITURES» S appuyant sur le Brevet de Technicien Supérieur Agricole : Analyse et conduite des systèmes d exploitation Arrêté du 27
Lean Management. Santé au travail. Miguel Lefrançois. Syndicat Sud Renault Trucks. 5 juillet 2012 1
 Et Santé au travail Miguel Lefrançois Syndicat Sud Renault Trucks 5 juillet 2012 1 Sommaire Histoire du Lean management ou Lean manufacturing Les grands principes du Lean Quelques exemples du Lean Le chez
Et Santé au travail Miguel Lefrançois Syndicat Sud Renault Trucks 5 juillet 2012 1 Sommaire Histoire du Lean management ou Lean manufacturing Les grands principes du Lean Quelques exemples du Lean Le chez
Améliorer la performance des ressources de la production par la TPM
 Dossier paru dans la tribune de l'industrie des Editions WEKA N 29 Mars 2006 Améliorer la performance des ressources de la production par la TPM La mise en place d'une démarche TPM nécessite plusieurs
Dossier paru dans la tribune de l'industrie des Editions WEKA N 29 Mars 2006 Améliorer la performance des ressources de la production par la TPM La mise en place d'une démarche TPM nécessite plusieurs
II L APPROCHE PEDAGOGIQUE EN 2nde PRO LOGISTIQUE ET TRANSPORT. 1 Mon téléphone portable
 I PRESENTATION DES THEORIES 1 La chaîne logistique traditionnelle 2 Supply chain 3 Supply chain in reverse logistics La gestion globale de la chaîne logistique dans la logistique inversée (verte) II L
I PRESENTATION DES THEORIES 1 La chaîne logistique traditionnelle 2 Supply chain 3 Supply chain in reverse logistics La gestion globale de la chaîne logistique dans la logistique inversée (verte) II L
MDM Développement Didier Meurou Email : dmeurou@mdm-dev.com
 MDM Développement Didier Meurou Email : dmeurou@mdm-dev.com INTELLYS est le fruit d'une étroite collaboration de 6 ans avec un groupe industriel et a été conçu au sein même de l'entreprise afin de correspondre
MDM Développement Didier Meurou Email : dmeurou@mdm-dev.com INTELLYS est le fruit d'une étroite collaboration de 6 ans avec un groupe industriel et a été conçu au sein même de l'entreprise afin de correspondre
Systèmes de stockage et de manutention automatisés Ingénierie Logistique
 Systèmes de stockage et de manutention automatisés Ingénierie Logistique ITALIE: Via dell Industria - 40064 Ozzano E. - Bo Italy Sede Legale - Uff.comm.italia e Servizio assitenza Via Bernardino verro,
Systèmes de stockage et de manutention automatisés Ingénierie Logistique ITALIE: Via dell Industria - 40064 Ozzano E. - Bo Italy Sede Legale - Uff.comm.italia e Servizio assitenza Via Bernardino verro,
CONVENTION ASSURANCE QUALITÉ (QAA) FONCTION NÉGOCIANT
 FONCTION NÉGOCIANT") 1. Préambule 1.1 Généralités La présente convention d assurance qualité (QAA) définit les exigences posées aux fournisseurs REHAU en matière d assurance qualité. La QAA REHAU constitue des règles destinées
1. Préambule 1.1 Généralités La présente convention d assurance qualité (QAA) définit les exigences posées aux fournisseurs REHAU en matière d assurance qualité. La QAA REHAU constitue des règles destinées
Lean Manufacturing. «La maîtrise globale des flux au service des clients» Showcase ESSILOR International
 Lean Manufacturing «La maîtrise globale des flux au service des clients» Showcase ESSILOR International Une stratégie industrielle mondiale claire qui se traduit en plan de progrès pour l European Molds
Lean Manufacturing «La maîtrise globale des flux au service des clients» Showcase ESSILOR International Une stratégie industrielle mondiale claire qui se traduit en plan de progrès pour l European Molds
La méthode des cas et le plan marketing : énoncé seul
 La méthode des cas et le plan marketing : énoncé seul 12_07_2011 Table des matières Table des matières 3 I - 1. Point méthodologique 7 A. 1.1. Définitions...7 B. 1.2. Plan d'analyse type...8 C. 1.3. Synthèse...13
La méthode des cas et le plan marketing : énoncé seul 12_07_2011 Table des matières Table des matières 3 I - 1. Point méthodologique 7 A. 1.1. Définitions...7 B. 1.2. Plan d'analyse type...8 C. 1.3. Synthèse...13
Présentation d'un Réseau Eole +
 Présentation d'un Réseau Eole + Le Pourquoi du comment... Comprendre les différents types de documentation fournit avec la solution Eole Plus. Novice Confirmé Expert Version 1.0 Mai 2006 Permission est
Présentation d'un Réseau Eole + Le Pourquoi du comment... Comprendre les différents types de documentation fournit avec la solution Eole Plus. Novice Confirmé Expert Version 1.0 Mai 2006 Permission est
Les principes de la sécurité
 Les principes de la sécurité Critères fondamentaux Master 2 Professionnel Informatique 1 Introduction La sécurité informatique est un domaine vaste qui peut appréhender dans plusieurs domaines Les systèmes
Les principes de la sécurité Critères fondamentaux Master 2 Professionnel Informatique 1 Introduction La sécurité informatique est un domaine vaste qui peut appréhender dans plusieurs domaines Les systèmes
Gestion de l activité commerciale
 12 13 Gestion de l activité commerciale Gérez efficacement votre activité de négoce, services ou industrie L activité commerciale, c est le nerf de la guerre : prospection, réalisation de devis, facturation,
12 13 Gestion de l activité commerciale Gérez efficacement votre activité de négoce, services ou industrie L activité commerciale, c est le nerf de la guerre : prospection, réalisation de devis, facturation,
Aller plus loin avec la CRM?
 Aller plus loin avec la CRM? Comparatif entre Microsoft Dynamics et le module CRM de Microsoft Dynamics Le tableau ci-dessous détaille les fonctionnalités présentes dans les outils CRM proposés par Isatech.
Aller plus loin avec la CRM? Comparatif entre Microsoft Dynamics et le module CRM de Microsoft Dynamics Le tableau ci-dessous détaille les fonctionnalités présentes dans les outils CRM proposés par Isatech.
Pluridisciplinarité. Classe de BTS DATR 1 -----------------------------------------------------------------------
 Pluridisciplinarité Classe de BTS DATR 1 ----------------------------------------------------------------------- Module M53: Diagnostic de territoire cible dans le secteur des services. -----------------------------------------------------------------------
Pluridisciplinarité Classe de BTS DATR 1 ----------------------------------------------------------------------- Module M53: Diagnostic de territoire cible dans le secteur des services. -----------------------------------------------------------------------
Le Lean Management appliqué aux services administratifs
 www.avlconsulting.fr Le Lean Management appliqué aux services administratifs Michel BALDELLON 1er avril 2015 Un petit exercice de contrôle de gestion préparatoire (1/2) Une comptabilité fournisseur d un
www.avlconsulting.fr Le Lean Management appliqué aux services administratifs Michel BALDELLON 1er avril 2015 Un petit exercice de contrôle de gestion préparatoire (1/2) Une comptabilité fournisseur d un
Lean et Supply Chain Management
 Comparaison des fondements du Lean et du Supply Chain Management Par Thierry Bur Senior Manager Activité Supply Chain de Cereza Conseil 1. Définition du Lean p2 2. Définition du Supply Chain Management..
Comparaison des fondements du Lean et du Supply Chain Management Par Thierry Bur Senior Manager Activité Supply Chain de Cereza Conseil 1. Définition du Lean p2 2. Définition du Supply Chain Management..
Les ERP. Enterprise Resource Planning
 Les ERP Enterprise Resource Planning Plan L'entreprise Structure Environnement Organisation Les ERP Définition Caractéristiques Architecture Coûts. Fonctions Exemples Le projet ERP L'EDI EAI Etude de cas
Les ERP Enterprise Resource Planning Plan L'entreprise Structure Environnement Organisation Les ERP Définition Caractéristiques Architecture Coûts. Fonctions Exemples Le projet ERP L'EDI EAI Etude de cas
Sauvegarder / restaurer. ses données personnelles. Avec Windows 7. LoRdi Dell de 2011 à 2014
 Dell de 2011 à 2014 page 1 / 14 Introduction Si chaque utilisateur d'un ordinateur à une hantise aujourd'hui c'est bien celle de perdre ses données. Il existe des moyens plus ou moins simples pour effectuer
Dell de 2011 à 2014 page 1 / 14 Introduction Si chaque utilisateur d'un ordinateur à une hantise aujourd'hui c'est bien celle de perdre ses données. Il existe des moyens plus ou moins simples pour effectuer
INTRODUCTION AU LEAN MANUFACTURING
 INTRODUCTION AU LEAN MANUFACTURING p.1 Les principes de l entreprise lean 1) Spécifier la valeur pour le client 2) Ne transférer que des produits bons 3) Eliminer le gaspillage, par une remise en cause
INTRODUCTION AU LEAN MANUFACTURING p.1 Les principes de l entreprise lean 1) Spécifier la valeur pour le client 2) Ne transférer que des produits bons 3) Eliminer le gaspillage, par une remise en cause
PRODIGE V3. Manuel utilisateurs. Consultation des métadonnées
 PRODIGE V3 Manuel utilisateurs Consultation des métadonnées Pour plus d'information sur le dispositif : à remplir par chaque site éventuellement 2 PRODIGE V3 : Consultation des métadonnées SOMMAIRE 1.
PRODIGE V3 Manuel utilisateurs Consultation des métadonnées Pour plus d'information sur le dispositif : à remplir par chaque site éventuellement 2 PRODIGE V3 : Consultation des métadonnées SOMMAIRE 1.
Identification et analyse des ruptures de flux en pratique
 Identification et analyse des ruptures de flux en pratique Benjamin GAREL Directeur Qualité CHU GRENOBLE Catherine GUIMIER Pharmacien praticien hospitalier CHU GRENOBLE Contexte Ouverture NSC en 2007 Activité
Identification et analyse des ruptures de flux en pratique Benjamin GAREL Directeur Qualité CHU GRENOBLE Catherine GUIMIER Pharmacien praticien hospitalier CHU GRENOBLE Contexte Ouverture NSC en 2007 Activité
Maîtriser les mutations
 Maîtriser les mutations Avec UNE Supply chain AGILE La réflexion porte ses fruits www.cereza.fr TALAN Group Notre savoir-faire : maîtriser les mutations et en faire une force pour l entreprise Cereza,
Maîtriser les mutations Avec UNE Supply chain AGILE La réflexion porte ses fruits www.cereza.fr TALAN Group Notre savoir-faire : maîtriser les mutations et en faire une force pour l entreprise Cereza,
PRODIGE V3. Manuel utilisateurs. Consultation des métadonnées
 PRODIGE V3 Manuel utilisateurs Consultation des métadonnées Pour plus d'information sur le dispositif : à remplir par chaque site éventuellement 2 PRODIGE V3 : Consultation des métadonnées SOMMAIRE 1.
PRODIGE V3 Manuel utilisateurs Consultation des métadonnées Pour plus d'information sur le dispositif : à remplir par chaque site éventuellement 2 PRODIGE V3 : Consultation des métadonnées SOMMAIRE 1.
Google Drive, le cloud de Google
 Google met à disposition des utilisateurs ayant un compte Google un espace de 15 Go. Il est possible d'en obtenir plus en payant. // Google Drive sur le web Se connecter au site Google Drive A partir de
Google met à disposition des utilisateurs ayant un compte Google un espace de 15 Go. Il est possible d'en obtenir plus en payant. // Google Drive sur le web Se connecter au site Google Drive A partir de
SAP BusinessObjects Web Intelligence (WebI) BI 4
 BI 4") Présentation de la Business Intelligence 1. Outils de Business Intelligence 15 2. Historique des logiciels décisionnels 16 3. La suite de logiciels SAP BusinessObjects Business Intelligence Platform 18
Présentation de la Business Intelligence 1. Outils de Business Intelligence 15 2. Historique des logiciels décisionnels 16 3. La suite de logiciels SAP BusinessObjects Business Intelligence Platform 18
LE GUIDE P C. Amélioration des Performances Opérationnelles et Economiques des Entreprises. La démarche LEAN Responsable en 10 questions
 LE GUIDE P O P C Amélioration des Performances Opérationnelles et Economiques des Entreprises La démarche LEAN Responsable en 10 questions Guide APOPECO 2012 Témoignage d un chef d entreprise Pierre PHILIPPE
LE GUIDE P O P C Amélioration des Performances Opérationnelles et Economiques des Entreprises La démarche LEAN Responsable en 10 questions Guide APOPECO 2012 Témoignage d un chef d entreprise Pierre PHILIPPE
Systèmes Dynamiques. making workspace work
 Systèmes Dynamiques making workspace work Systèmes dynamiques systèmes de stockage avec élévateur LISTA Optimiser l'espace, optimiser le temps, optimiser les coûts Une technique de stockage rationnelle
Systèmes Dynamiques making workspace work Systèmes dynamiques systèmes de stockage avec élévateur LISTA Optimiser l'espace, optimiser le temps, optimiser les coûts Une technique de stockage rationnelle
Chapitre 2. Classes et objets
 Chapitre 2: Classes et Objets 1/10 Chapitre 2 Classes et objets Chapitre 2: Classes et Objets 2/10 Approche Orientée Objet Idée de base de A.O.O. repose sur l'observation de la façon dont nous procédons
Chapitre 2: Classes et Objets 1/10 Chapitre 2 Classes et objets Chapitre 2: Classes et Objets 2/10 Approche Orientée Objet Idée de base de A.O.O. repose sur l'observation de la façon dont nous procédons
COMMENT MAITRISER LA GESTION DES APPROVISIONNEMENTS ET DES STOCKS DE MEDICAMENTS
 1 sur 9 COMMENT MAITRISER LA GESTION DES APPROVISIONNEMENTS ET DES STOCKS DE MEDICAMENTS (L'article intégral est paru dans Gestions Hospitalières n 357 de juin-juillet 1996) Pour plus d'informations concernant
1 sur 9 COMMENT MAITRISER LA GESTION DES APPROVISIONNEMENTS ET DES STOCKS DE MEDICAMENTS (L'article intégral est paru dans Gestions Hospitalières n 357 de juin-juillet 1996) Pour plus d'informations concernant
Guide d accompagnement.
 RESSOURCE PME Cahier des charges pour un progiciel de gestion intégré (ERP) Guide d accompagnement. Ce document donne aux PME des clés pour mener à bien leur réflexion autour de la mise en place d une
RESSOURCE PME Cahier des charges pour un progiciel de gestion intégré (ERP) Guide d accompagnement. Ce document donne aux PME des clés pour mener à bien leur réflexion autour de la mise en place d une
Le 6 Sigma et le lean manufacturing
 Le 6 Sigma et le lean manufacturing Réalisé par: Meryem NOURI Demandé par: Mme Houda EL AOUFIR Introduction Année Universitaire: 2010/2011 Plan 1 ère Partie : Le 6 Sigma I- Son historique ; II- Sa signification
Le 6 Sigma et le lean manufacturing Réalisé par: Meryem NOURI Demandé par: Mme Houda EL AOUFIR Introduction Année Universitaire: 2010/2011 Plan 1 ère Partie : Le 6 Sigma I- Son historique ; II- Sa signification
CAC, DAX ou DJ : lequel choisir?
 CAC, DAX ou DJ : lequel choisir? 1. Pourquoi cette question Tout trader «travaillant 1» sur les indices s est, à un moment ou un autre, posé cette question : «je sais que la tendance est bien haussière
CAC, DAX ou DJ : lequel choisir? 1. Pourquoi cette question Tout trader «travaillant 1» sur les indices s est, à un moment ou un autre, posé cette question : «je sais que la tendance est bien haussière